00
-vj
о ел
4
С
113
Изобретение относится к неразруша- гощему контролю материалов и может быть использовано для определения типа обнаруживаемых дефектов,
Целью изобретения является повышение точности контроля путем выбора нового информативного параметра для определения типа дефекта.
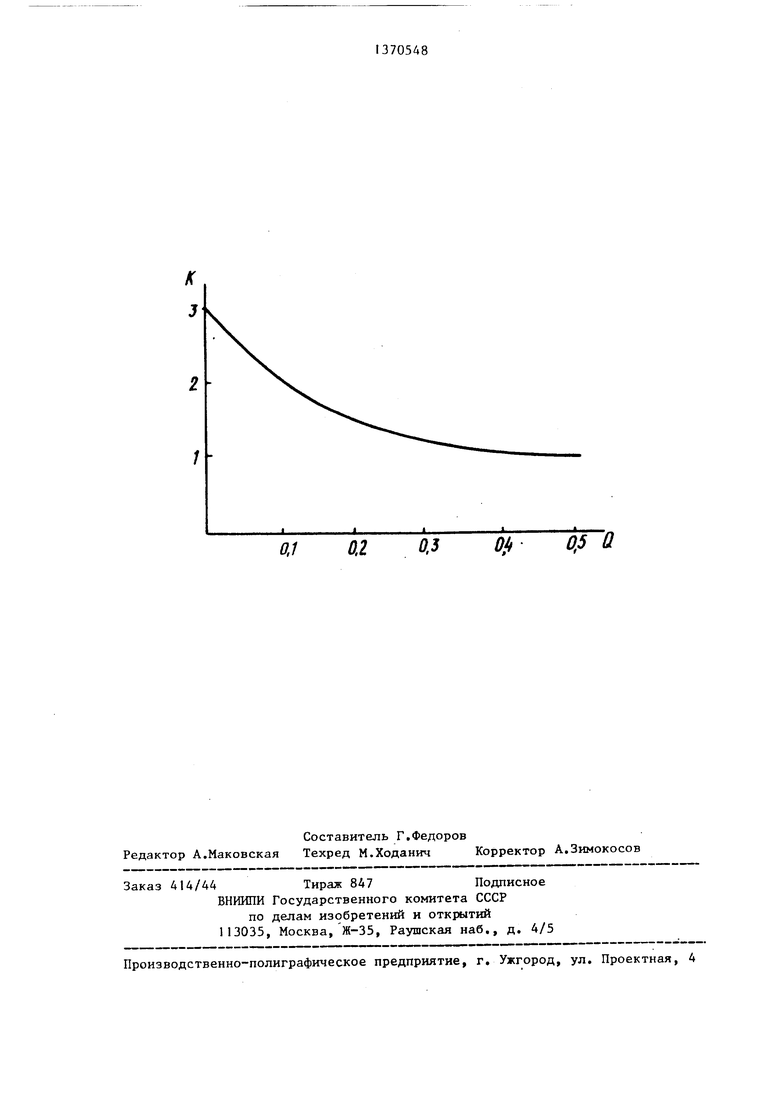
На чертеже приведена эксперимен- тальная кривая зависимости козффици- ента формы Q дефекта от отношения максимальных амплитуд спектров сигналов.
Способ ультразвукового контроля изделий осуществляют следующим образом.
поверхностей ступенчатого образца, расположенную на той же, что и де- фект, глубине. При контроле изделий наклонным преобразователем в качестве эталонной поверхности используется наклонная поверхность клинового образца. Измеряют величину его амп- лиТуды АЭ . Получают частотный спектр этого сигнала. Вьщеляют для него частотную составляющую с максимальной амплитудой, измеряют ее величину А и находят соотношение
А
2
Затем находят отношение
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ТИПА ДЕФЕКТА В МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЯХ | 2013 |
|
RU2524451C1 |
| Способ определения местоположения дефекта в изделии | 1982 |
|
SU1037170A1 |
| Способ ультразвукового контроля материалов | 1976 |
|
SU607137A1 |
| Способ ультразвукового контроля качества изделий | 1974 |
|
SU521512A1 |
| Способ ультразвуковой дефектоскопии | 1978 |
|
SU832456A1 |
| МНОГОПАРАМЕТРИЧЕСКИЙ ДЕФЕКТОСКОП | 1997 |
|
RU2123687C1 |
| Способ ультразвукового контроля качества тонкостенных изделий и покрытий | 1991 |
|
SU1827620A1 |
| Устройство ультразвукового контроля состояния изделий | 2016 |
|
RU2640956C1 |
| Способ ультразвукового контроля качества изделий | 1989 |
|
SU1668933A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ МАТЕРИАЛОВ И ИЗДЕЛИЙ | 2022 |
|
RU2793565C1 |
Изобретение относится к неразрушающему контролю материалов и может быть использовано для определения типа обнаруживаемых дефектов. Целью изобретения является повьш1ение точности контроля путем выбора нового информативного параметра. Согласно способу ультразвукового контроля изделия в последнем возбуждают ультразвуковые импульсы с широким спектром частот, принимают сигналы, отраженные от дефекта, измеряют их амплитуду АО, анализируют спектр.этого сигнала и измеряют амплитуду Ал максимальной составляющей этого спектра, принимают сигнал, отраженный от эталонной поверхности, измеряют амплитуду АЗ этого сигнала, анализируют его спектр, измеряют амплитуду А максимальной составляющей его спектра, а тип дефекта определяют по отношению Afl,-A,/AcL А,. , 1 ил. | сл
С помощью широкополосного преобразователя в изделие излучают последовательность ультразвуковых импульсов с широким спектром частот и принимают отраженные сигналы, по которы определяют наличие дефекта. Измеряют величину АО, амплитуды сигнала от дефекта, затем получают частотный спектр сигнала от дефекта, выделяют частотную составляющую с максимальной амплитудой и измеряют ее величи-
ну АС
Определяют отношение
Aic
К,
L п j v/i 1 Jc d lTinj t vy 1 nwiucnnt; .
a
Известно, что сигналы, отраженные от объемных дефектов, имеют монотонно изменяющиеся спектры с равномерным распределением энергии по составляюп;им.
ориентированных дефектов, имеют осциллирующие спектры, т.е. вследствие интерференционных явлений происходит перераспределение энергии в спектре отраженного сигнала по различным частотным составляющим. Причем амплитуда отдельньрс составляющих спектра сигнала, отраженного от плоскостного дефекта, может превьщ1ать амплитуду составляющих спектра сигнала от объемного дефекта в несколько раз при одинаковой величине амплитуды сигналов. Затем принимают сигнал, отраженный от эталонной поверхности. При контроле изделий прямыми преобразова- телями целесообразно использовать в качестве эталонной поверхности донную поверхность самого изделия или угол, образованный двумя перпендикулярны- ми поверхностями, или одну из донных
К - к,А
i
А2
АЭС
и по кривой определяют коэффициент Q, т.е. тип дефекта. В практической работе для упрощения процесса обра- ботки можно устанавливать сигналы, отраженные от дефекта и эталонной поверхности, одинаковой амплитуды, и тогда тип дефекта определяют по отношению
К
А|С
Aj
40
Формула изобретения
Способ ультразвукового контроля 35 изделий, заключающийся в том, что в контролируемом изделии возбузкдают ультразвуковые импульсы с щироким спектром частот, принимают сигналы, отраженные от дефекта, анализируют спектр этих сигналов и по параметрам спектра определяют тип дефекта, о т- л и чающий ся тем, что, с целью повышения точности контроля, измеряют амплитуду Ал сигнала от де- фекта и амплитуду А„ максимальной составляющей его спектра, дополнительно принимают сигнал, отраженный от эталонной поверхности, измеряют
50
его амплитуду А, , анализируют частотный спектр этого сигнала и измеряют амплитуду А,р максимальной составляющей его спектра, а тип дефекта определяют с учетом соотношения
7С
as Q
| Способ ультразвукового контроля материалов | 1976 |
|
SU607137A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Дефектоскопия, 1985, № 2, с.79-80. | |||
