СО
СП
Изобретение относится к области обработки материалов резанием и может быть использовано для определения оптимальных режимов резания.
Целью изобретения является снижение трудоемкости и уменьшение расхода инструментального и обрабатьшаемо го материалов при определении оптимальной скорости резания.
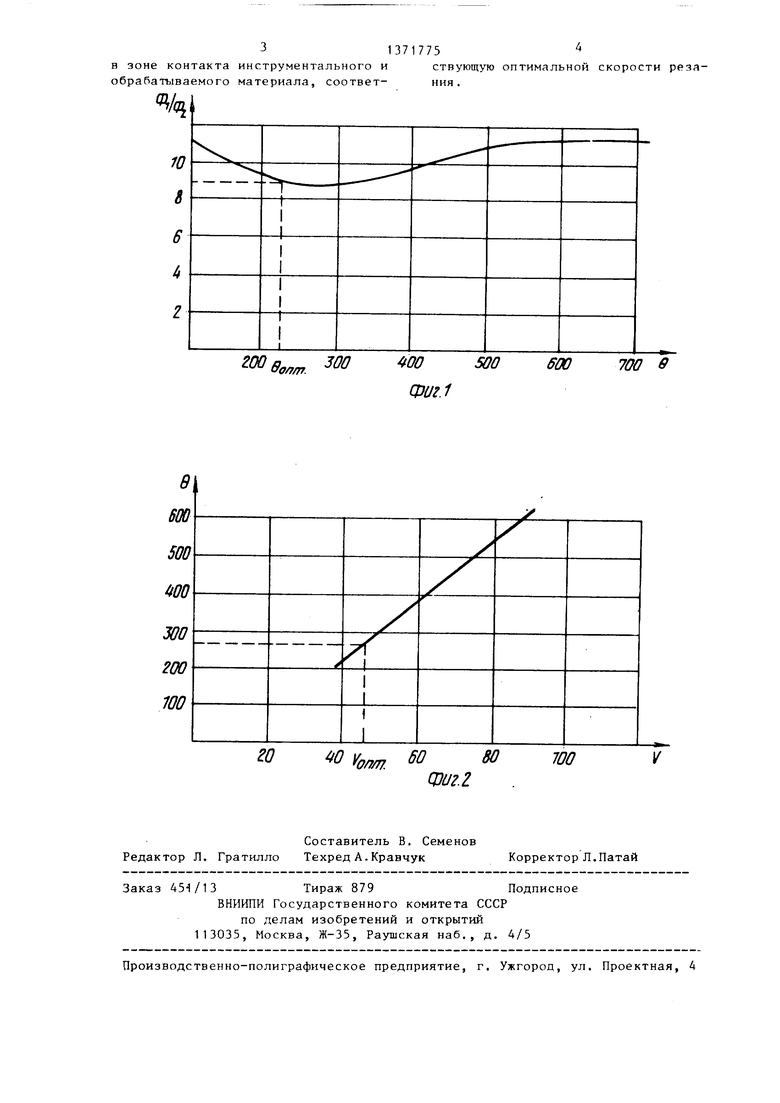
На фиг. 1 показана зависимость отношения потоков энергииФ /Ф, переносимой поверхностными волнами в инструментальный ,и обрабатываемый материалы, от температуры 0; на фиг. 2 - зависимость изменения температуры 0 в зоне резания от скорости резания V.
Способ реализуется следующим образом.
На образцах инструментального и обрабатываемого материалов измеряю плотность, скорости распространения ультразвуковых акустических продольных и поперечных волн при комнатной и повышенных температурах. Диапазон измерений температуры 20-900°С выбра исходя из условий работы режугцих инструментов.
По полученным данным определяют ве личины потоков энергии Ф и Ф, переносимой поверхностными волнами в инструментальный и обрабатываемый материалы, устанавливают величину их отношения Ф /Фл при разных температурах.
Зависимость отношения Ф / Ф температуры 0 изображают на графике (фиг. 1). По значению (Ф,/Ф)„| определяют величинубд Проводят кратко- временные температурные испытания при продольном точении, в результате которых получают зависимость температуры в зоне контакта от скорости резания. По полученным данным строят график (фиг. 2). По значению б птсоответствующему (Ф/Ф ) , из гра12фика (фиг. 2) определяют оптимальную
скорость резания V
Пример. Определяли оптимальную скорость резания для пары инструментальный (РбМ5) - обрабатываемый (XI2М) материалы.
На образцах из сталей РбМ5 и Х12М измеряли плотность методом гидростатического взвешивания на весах ВЛА 200-м. Получили значения для Р6М5 |7,9 кг/м , для XI2М 7,83 кг/м . На резонансной установке устанавливали температурную зависимости скоростей распространения продольной VP(0) и поперечной V. (0) волн напряжений в диапазоне температур 20700°С.
По полученным данным V. (0), V (0) и у устанавливали температурную зависимость отношения потоков энергии,
переносимой поверхностными волнами в инструментальный (Р6М5) и обрабатываемый (XI2м) материалы.
Расчет отношений Ф /Ф„ проводился на ЭВМ ЕС 10-22.
Зависимость отношения Ф /ф от температуры изображали на графике (фиг. 1). Из графика определяли величину температуры, соответствующей минимальному значению отношения
2ДО°С.
Методом естественной термопары измеряли температуру в зоне резания при продольном точении резцом из стали Р6М5 образца из стали XI2М на
токарно-винторезном станке 16К20, оборудованном потенциометром КСП-4. В результате получали зависимость температуры в зоне резания от скорости резания. Принятые режимы резания:
S 0,3 мм/об, t 1 мм, скорость - переменная V 30-80 м/мин. По полученным данным строили график зависимости температуры от скорости резания (фиг. 2). По найденному из графика t (фиг. 1) значению температуры опти, 000Т
мальная скорость резания для пары Р6М5-Х12М равна м/мин.
Формула изобретения
40
Способ определения оптимальной скорости резания, согласно которому определяют зависимость последней от температуры в зоне контакта инстру45 ментального и обрабатываемого материалов, отличающийся тем, что, с целью снижения трудоемкости и уменьшения расхода инструментального и обрабатываемого материа50 лов, в инструментальном и обрабатываемом материалах при различных температурах возбуждают ультразвуковые акустические продольные и поперечные волны, определяют величины потоков
55 энергии, переносимой в инструментальный и обрабатываемый материалы,и вычисляют их отношение при различных темпе15атурах, по минимальному значению которого определяют температуру
31371775
в зоне контакта инструментального и ствующую оптимальной скорости резаобрабатываемого материала, соответния .
ния .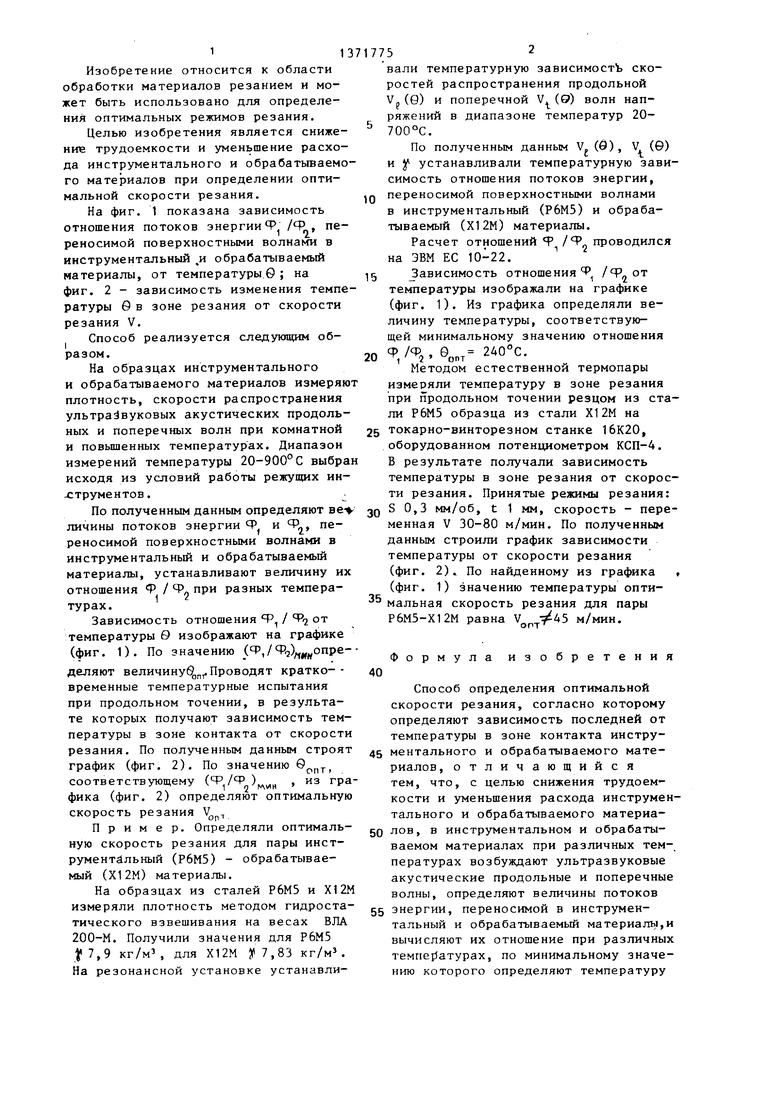
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ оптимизации процесса механической обработки | 1983 |
|
SU1098674A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КРИТИЧЕСКОЙ ТЕМПЕРАТУРЫ РЕЗАНИЯ | 2012 |
|
RU2535250C2 |
| Способ управления обработкой резанием | 1990 |
|
SU1754419A1 |
| Способ выбора технологических среддля МЕХАНичЕСКОй ОбРАбОТКи | 1979 |
|
SU835712A1 |
| СПОСОБ УСКОРЕННОГО ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНЫХ РЕЖИМОВ НЕСТАЦИОНАРНОГО РЕЗАНИЯ | 2001 |
|
RU2207935C2 |
| Способ определения оптимальной скорости резания | 1987 |
|
SU1585080A1 |
| Способ определения оптимальной скоростиРЕзАНия | 1979 |
|
SU841779A1 |
| Способ обработки металлов резанием | 1984 |
|
SU1194581A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ В ПРОЦЕССЕ МЕТАЛЛООБРАБОТКИ | 2013 |
|
RU2538750C2 |
| Способ определения стойкости режущего инструмента | 1985 |
|
SU1411640A1 |
Изобретение относится к обработке материалов резанием и может быть использовано для определения оптимальных режимов резания. Целью изобретения является снижение трудоемкости и уменьшение расхода инструментального и обрабатываемого материалов при определении оптимальной скорости резания. На образцах из инструментального и обрабатываемого материалов при различных температурах диапазон которых выбирают, исходя из условий работы режущих инструментов, возбуждают ультразвуковые акустические .продольные и поперечные волны. Измеряют скорость распространения последних и определяют отношение потока энергии, переносимой в инструментальный материал, к потоку энергии, переносимой в обрабатьшае- мый материал. По минимальному значению данного отношения определяют оптимальную температуру резания, по которой, используя зависимость температуры резания от скорости резания, определяют оптимальную скорость резания. 2 ил. lO)
10 S
6
4
00 ff,
300 00500
Фиг.1
, 6080
Сии2.1
600
700 G
700
| Способ определения оптимальной скорости резания | 1982 |
|
SU1065086A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Лоладзе Т.И | |||
| Прочность и износостойкость режущего инструмента | |||
| М.: Машиностроение, 1982, с | |||
| ПОРШНЕВОЙ ДВИГАТЕЛЬ | 1916 |
|
SU282A1 |
