113
Изобретение относится к автоматизации куэнечно-штамповочного производства, а именно к устройствам управления оборудованием для обработки листового материала. Цель изобретения - повышение надежности работы за счет своевременно го распознавания сбойных ситуаций при автоматической ориентации листа,
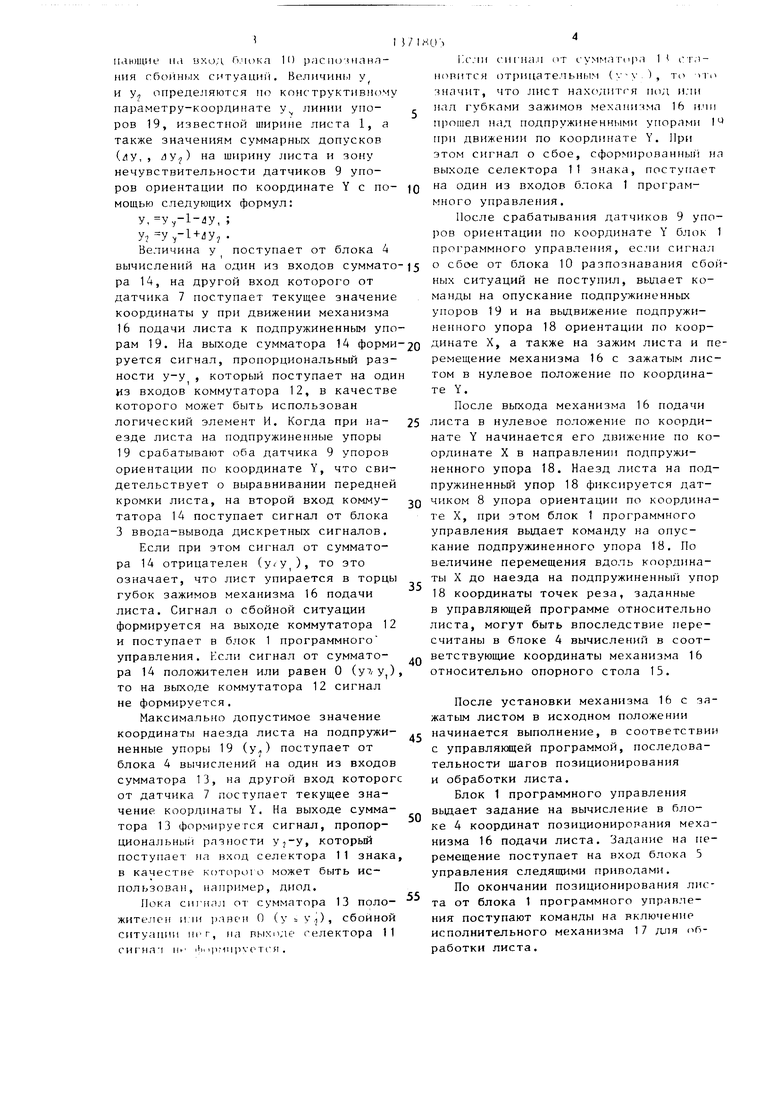
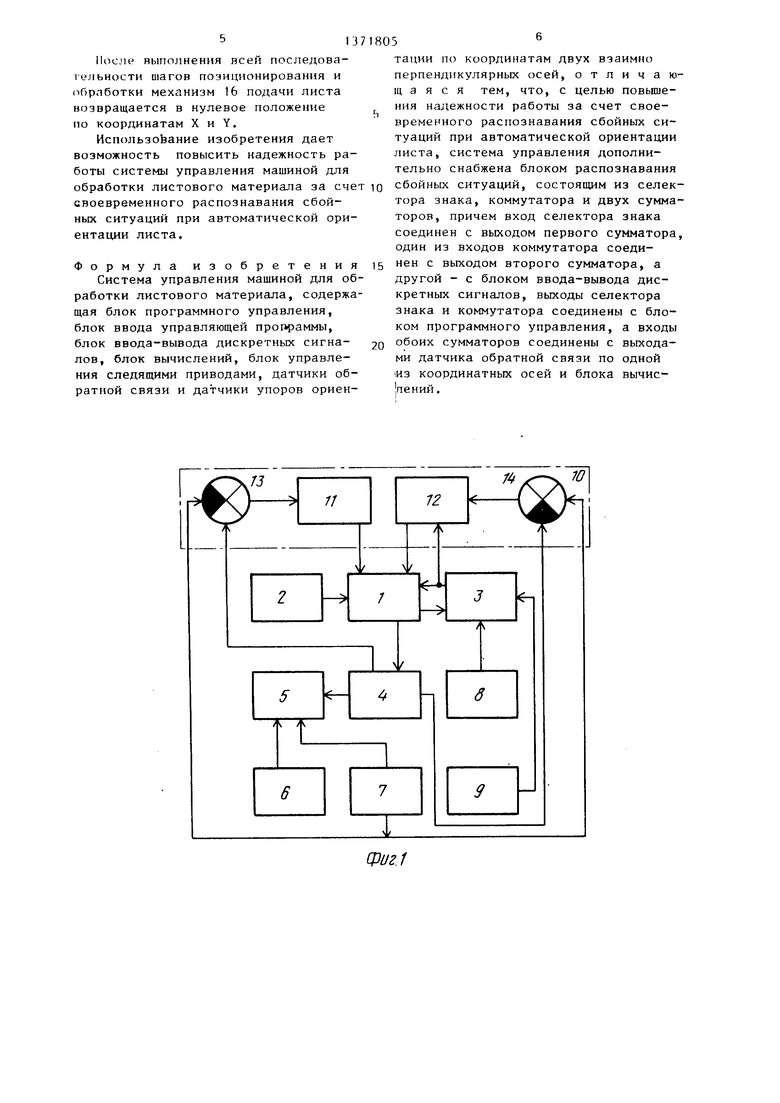
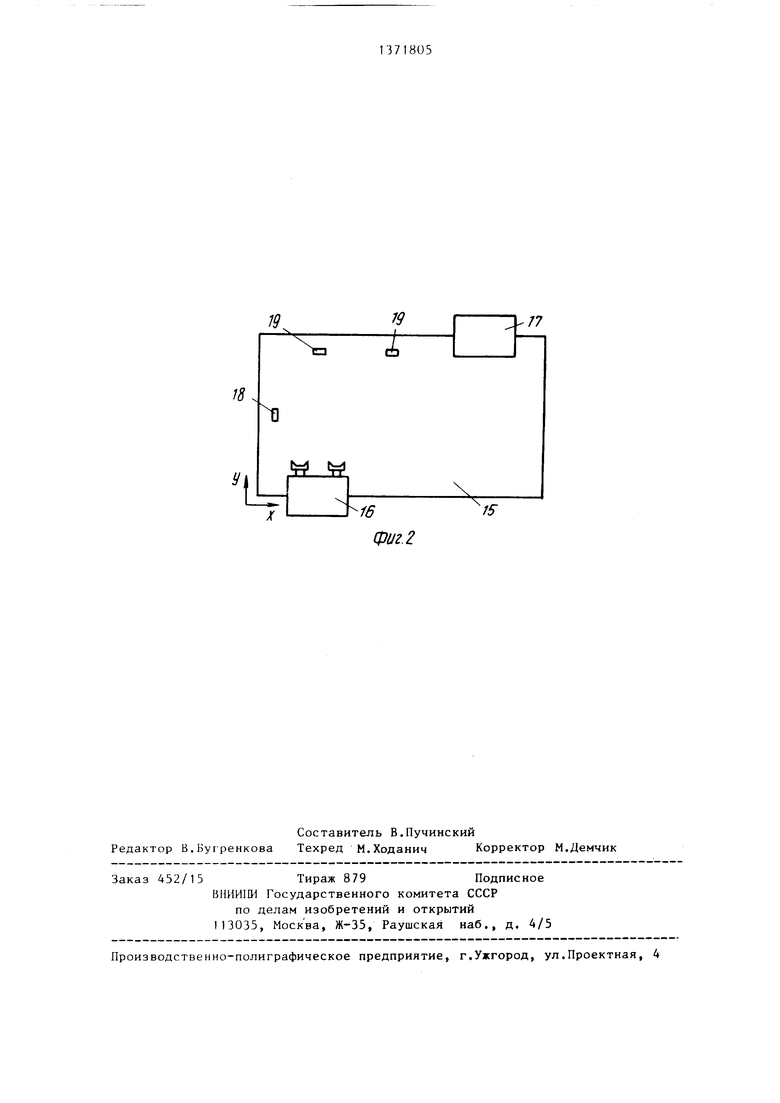
На фиг, 1 изображена блок-схема системы управления машиной для обработки листового материала; на фиг,2 схема распложения основных узлов машины для обработки листового материала .
Система управления (фиг, 1) содержит блок 1 программного управления, входы которого соединены с выходами блока 2 ввода управляющей программы и блока 3 ввода-вывода дискретных сигналов, а выходы - с входами блока 3 и блока 4 вычислений. Выход блока 4 вычислений соединен с входом блока 5 управления следящими приводами, к другим входам которого подключены датчики 6 и 7 обратной связи по координатам X и Y.
Датчики 8 и 9 упоров ориентации по координатам X и Y подключены к входам блока 3 ввода-вывода дискретных сигналов.
Дополнительно система управления содержит блок 10 распознавания сбойных ситуаций, состоящий из селектора 11 знака, коммутатора 12 и двух сумматоров 13 и 14,
Машина для обработки листового материала (фиг, 2) состоит из опорного стола 15, мзханизма 16 подачи листа, исполнительного механизма 17 для обработки.листа, подпружиненного упора 18 ориентации по координате X и двух подпружиненных упоров 19 ориентации по координате Y,
Система управления машиной для обработки листового материала работает следующим образом.
Лист подается на опорный стол 15 в неориентированном положении относительно координат X и Y,
Блок 1 программного управления в соответствии с программой, введенной через блок 2 ввода управляющей программы, выдает через блок 3 ввода- вывода дискретных сигналов команду на выдвижение подпружиненных упоров 19 ориентации по координате Y, Одновременно от блока 4 вычислений.
52
соединенного с выходом блока 1 программного управления, на вход блока 5 управления следящими приводами
поступает задание на перемещение по координате X механизма 16 подачи листа, выполненного в виде тележки с зажимами, из нулевого положения в позицию напротив подпружиненных упоров 19 ор иентации по координате Y, . Начинается движение механизма 16 по координате X, при зтом ее текущее значение поступает от датчика 6 обратной связи по координате X в блок 5
управления следящими приводами. По окончании этого движения от блока 1 программного управления поступает команда на перемещение механизма 16 подачи листа по координате Y,
Механизм 16 с раскрытыми зажимами перемещается, толкая лист до подпружиненных упоров 19 ориентации по координате Y, текущее значение которой от датчика 7 обратной связи по
координате Y поступает в блок 5 управления следящими приводами. Для нормальной ориентации необходимо, чтобы лист попал между губками раскрытых зажимов механизма 16, При наезде на оба подпружиненных упора 19 ориентации по координате Y,, что фиксируется датчиками 9, лист занимает ориентированное положение относительно координат X и Y и зажимается,
Однако, если лист изогнут, он может с самого начала движения по координате Y не попасть между губками зажимов механизма 16, а упереться в их торцы. Тогда датчики 9 упоров ориентации по координате Y сработают, но лист не будет зажат.
Кроме того, изогнутьш лист может либо оказаться под или над губками зажимов, либо, попав между губками,
пройти над подпружиненными упорами 19 ориентации по координате Y. Во всех этих случаях лист не будет нормально сориентирован и возникнет сбойная ситуация,
Для повышения надежности системы управления путем своевременного распознавания сбойных ситуаций осуществляется контроль за текущим положением механизма 16 подачи листа. В блоке 4 вычислений определяются минимально и максимально допустимые значения (у , у) координаты механизма подачи листа в момент наезда листа на подпружиненные упоры 19, посту
пающие на цу.од блока 11) расиочианл- ния сбоиных ситуаций. Величины у и у, определяются по конструктивному параметру-координате у линии упоров 19, известной ширине листа 1, а также значениям суммарных допусков (лу,, У) на ширину листа и зону нечувствительности датчиков 9 упоров ориентации по координате Y с помощью следующих формул:
У,Уу-1-4у, ;
У5 У .
Величина у поступает от блока 4
. сиснал от с-умма rii|i,i 1 ,)- нопится отрицате.чьн1з1м (- у . ), то го значит, что jnicT находится иод или над губками зажимов меха11и: ма 16 или прошел над подпружиненными упорами I J при движении по координате Y. При этом сигнал о сбое, сфор п1рованный на выходе селектора 11 знака, поступает на один из входов блока 1 программного управления.
После срабатывания датчиков 9 упоров ориентации по координате Y блок 1 программного управления, если сигнал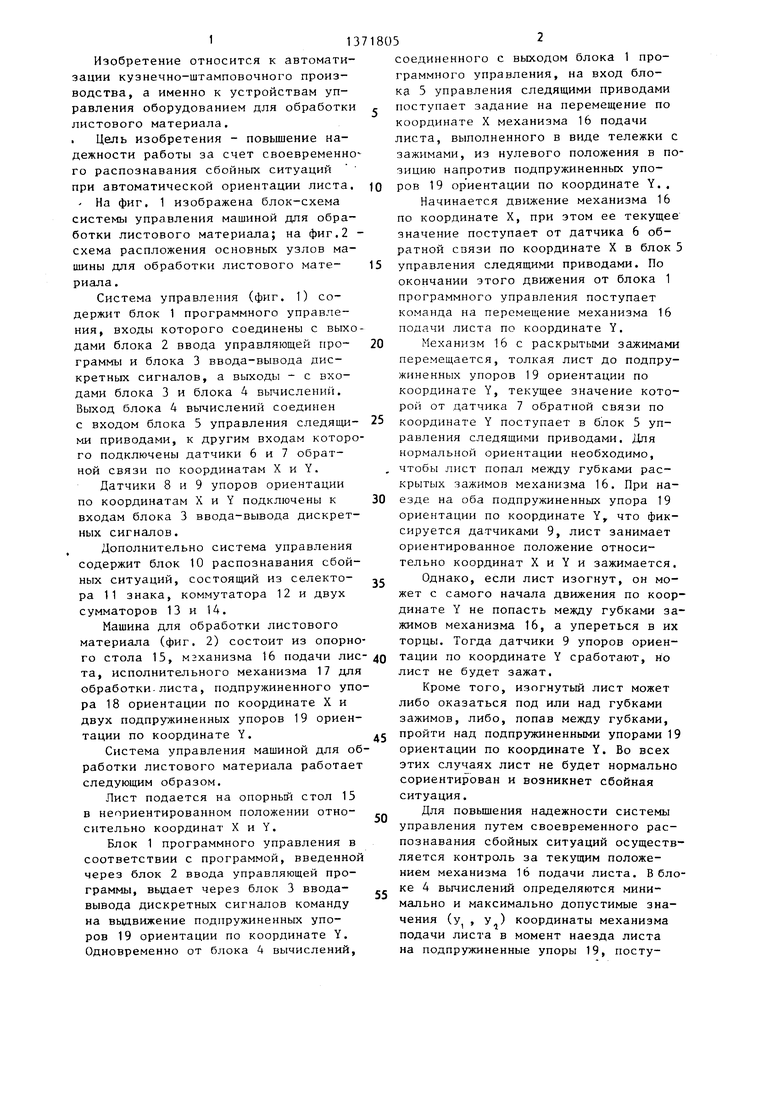
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления координатно-пробивным прессом | 1988 |
|
SU1602748A1 |
| СИСТЕМА ПРОГРАММНОГО УПРАВЛЕНИЯ СБОРОЧНЫМ УСТРОЙСТВОМ | 1991 |
|
RU2029335C1 |
| Устройство для фиксации листового материала в зоне обработки | 1989 |
|
SU1593755A1 |
| СПОСОБ ВЕКТОРНОГО УПРАВЛЕНИЯ СИНХРОННЫМ ЭЛЕКТРОДВИГАТЕЛЕМ С ПОСТОЯННЫМИ МАГНИТАМИ НА РОТОРЕ И ЭЛЕКТРОПРИВОД ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 1998 |
|
RU2141719C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ СИСТЕМЫ УГЛОВОЙ ОРИЕНТАЦИИ ЛЕТАТЕЛЬНОГО АППАРАТА | 2004 |
|
RU2265876C1 |
| УСТРОЙСТВО ДЛЯ ПРОГРАММНОГО УПРАВЛЕНИЯ МАНИПУЛЯТОРОМ С ШЕСТЬЮ СТЕПЕНЯМИ ПОДВИЖНОСТИ И ЛИНЕЙНО ПЕРЕМЕЩАЕМЫМ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ ОСНОВАНИЕМ | 2022 |
|
RU2794082C1 |
| ЛЕТНО-МОДЕЛИРУЮЩИЙ КОМПЛЕКС ИССЛЕДОВАНИЯ ПОСАДОЧНЫХ СИСТЕМ ЛЕТАТЕЛЬНЫХ АППАРАТОВ КОРАБЕЛЬНОГО БАЗИРОВАНИЯ | 1991 |
|
RU2042583C1 |
| Круговой интерполятор | 1988 |
|
SU1566321A1 |
| Устройство для управления процессом намотки | 1986 |
|
SU1390618A1 |
| Устройство для программного управления | 1987 |
|
SU1474595A1 |
Изобретение относится к автоматизации кузнечно-штамповочного производства, а именно к устройствам управления оборудованием для обработки листового материала. Целью изобретения является повышение надежности работы за счет своевременного распознавания сбойных ситуаций при автоматической ориентации листа. Для достижения цели система управления содержит следующие блоки: программного управ- лтения, ввода управляющей программы, ввода-вывода дискретных сигналов, вьшислений, управления следящими приводами, датчики обратной связи по координатам X и Y, датчики упоров ориентации по коорд инатам X и Y, а также блок распознавания сбойных ситуаций (БРСС). Последний состоит из селектора знака, коммутатора и двух сумматоров. С помощью БРСС контролируется координата нахождения механизма подачи листа в момент срабатывания датчиков упоров. Максимально и минимально допустимые значения координаты определяются в блоке вычислений по известным ширине листа и координате линии упоров и суммарным допускам на ширину листа и зону нечувствительности датчиков. Если контролируемая координата меньше или больше допустимых значений, то лист не попадает между губками зажимов, а упирается в их торцы, либо находится под или над губками, либо проходит над упорами. Во всех этих случаях от БРСС в блок программного управления поступает сигнал о сбое. 2 ил. сл оо 00 о СП
вычислений на один из входов суммато-|5 о сбое от блока 10 разпознавания c6oii- ра 14, на другой вход которого от ных ситуаций не поступил, вьщает ко- датчика 7 поступает текущее значение манды на опускание подпружиненных координаты у при движении механизма упоров 19 и на выдвижение подпружи- 16 подачи листа к подпружиненным упо- ненного упора 18 ориентации по коор- рам 19. На выходе сумматора 14 форми-20 динате X, а также на зажим листа и пе- руется сигнал, пропорциональный раз- ремещение механизма 16 с зажатым лис- ности у-у , который поступает на один из входов коммутатора 12, в качестве которого может быть использован логический элемент И. Когда при наезде листа на подпружиненные упоры
том в нулевое положение по координате Y.
После выхода механизма 16 подачи 25 листа в нулевое положение по координате Y начинается его движение по координате X в направлении подпружиненного упора 18. Наезд листа на подпружиненный упор 18 фиксируется дат19 срабатывают оба датчика 9 упоров ориентации по координате Y, что свидетельствует о выравнивании передней
кромки листа, на второй вход комму- -JQ чиком В упора ориентации по координа- татора 14 поступает сигнал от блока 3 ввода-вывода дискретных сигналов. Если при зтом сигнал от сумматора 14 отрицателен (), то это
те X, при этом блок 1 программного управления выдает команду на опускание подпружиненного упора 18. По величине перемещения вдоль координаты X до наезда на подпружиненный упор 18 координаты точек реза, заданные в управляющей программе относительно листа, могут быть впоследствие пересчитаны в бпоке 4 вычислений в соответствующие координаты механизма 16 относительно опорного стола 15.
означает, что лист упирается в торцы губок зажимов механизма 16 подачи листа. Сигнал о сбойной ситуации формируется на выходе коммутатора 12 и поступает в блок 1 программного управления. Если сигнал от сумматора 14 положителен или равен О (у, у), то на выходе коммутатора 12 сигнал не формируется.
Максимально допустимое значение
35
40
те X, при этом блок 1 программного управления выдает команду на опускание подпружиненного упора 18. По величине перемещения вдоль координаты X до наезда на подпружиненный упор 18 координаты точек реза, заданные в управляющей программе относительно листа, могут быть впоследствие пересчитаны в бпоке 4 вычислений в соответствующие координаты механизма 16 относительно опорного стола 15.
После установки механизма 16 с зажатым листом в исходном положении координаты наезда листа на подпружи- ., начинается выполнение, в соответствии ненные упоры 19 (ул) поступает от с управляющей программой, последоваблока 4 вычислений на один из входов сумматора 13, на другой вход которогс от датчика 7 поступает текущее значение координаты Y. На выходе сумматора 13 формируется сигнал, пропорциональный разности , который поступае мл вход селектора 11 знака, в качестне к оторого может быть использован, например, диод.
Пока сигилл от сумматора 13 положителен и;|н iK iBE H О (у i у,)), сбойной ситуации III г, на выхиле селектора 11 сигна 1 nf iJH 1|1| iiipvoTt M .
о сбое от блока 10 разпознавания c6oii ных ситуаций не поступил, вьщает ко- манды на опускание подпружиненных упоров 19 и на выдвижение подпружи- ненного упора 18 ориентации по коор- динате X, а также на зажим листа и пе- ремещение механизма 16 с зажатым лис-
том в нулевое положение по координате Y.
После выхода механизма 16 подачи листа в нулевое положение по координате Y начинается его движение по координате X в направлении подпружиненного упора 18. Наезд листа на подпружиненный упор 18 фиксируется дат-JQ чиком В упора ориентации по координа-
35
40
те X, при этом блок 1 программного управления выдает команду на опускание подпружиненного упора 18. По величине перемещения вдоль координаты X до наезда на подпружиненный упор 18 координаты точек реза, заданные в управляющей программе относительно листа, могут быть впоследствие пересчитаны в бпоке 4 вычислений в соответствующие координаты механизма 16 относительно опорного стола 15.
0
5
тельности шагов позиционирования и обработки листа.
Блок 1 программного управления выдает задание на вычисление в блоке 4 координат позиционирования механизма 16 подачи листа. Задание на перемещение поступает на вход блока 5 управления следящими приводами.
По окончании позиционирования листа от блока 1 программного управления поступают команды на включение исполнительного механизма 17 /шя обработки листа.
513
После выполнения всей последова- гельностн шагов позиционирования и обработки механизм 16 подачи листа возвращается в нулевое положение по координатам X и Y,
Использование изобретения дает возможность повысить надежность работы системы управления машиной для обработки листового материала за счет своевременного распознавания сбойных ситуаций при автоматической ориентации листа.
Формула изобретения Система управления машиной для обработки листового материала, содержащая блок программного управления, блок ввода управляющей программы, блок ввода-вывода дискретных сигналов, блок вычислений, блок управления следящими приводами, датчики обратной связи и датчики упоров ориен5
тации по координатам двух взаимна перпендикулярных осей, отличающаяся тем, что, с целью повышения надежности работы за счет своевременного распознавания сбойньк ситуаций при автоматической ориентации листа, система управления дополнительно снабжена блоком распознавания
сбойньк ситуаций, состоящем из селектора знака, коммутатора и двух сумматоров, причем вход селектора знака соединен с выходом первого сумматора, один из входов коммутатора соединен с выходом второго сумматора, а другой - с блоком ввода-вывода дискретных сигналов, вЕзКоды селектора знака и коммутатора соединены с блоком программного управления, а входы
обоих сумматоров соединены с выходами датчика обратной связи по одной из координатных осей и блока вычис- |пений.
Ф//г/
19,
19
18
tl
V
фиг. 2
| Автоматизация и программное управление кузнечно-прессового оборудования | |||
| Сб.ЭНИКМАШ | |||
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
| Патент Великобритании № 1353168, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
