Изобретение относится к кузнечно-прессовому машиностроению и может быть использовано для управления координатно-пробив- ными прессами с программным управлением.
Цель изобретения - повышение качества изготавливаемых на прессе изделий путем обеспечения контроля правильной установки обрабатываемого листа в зажимах.
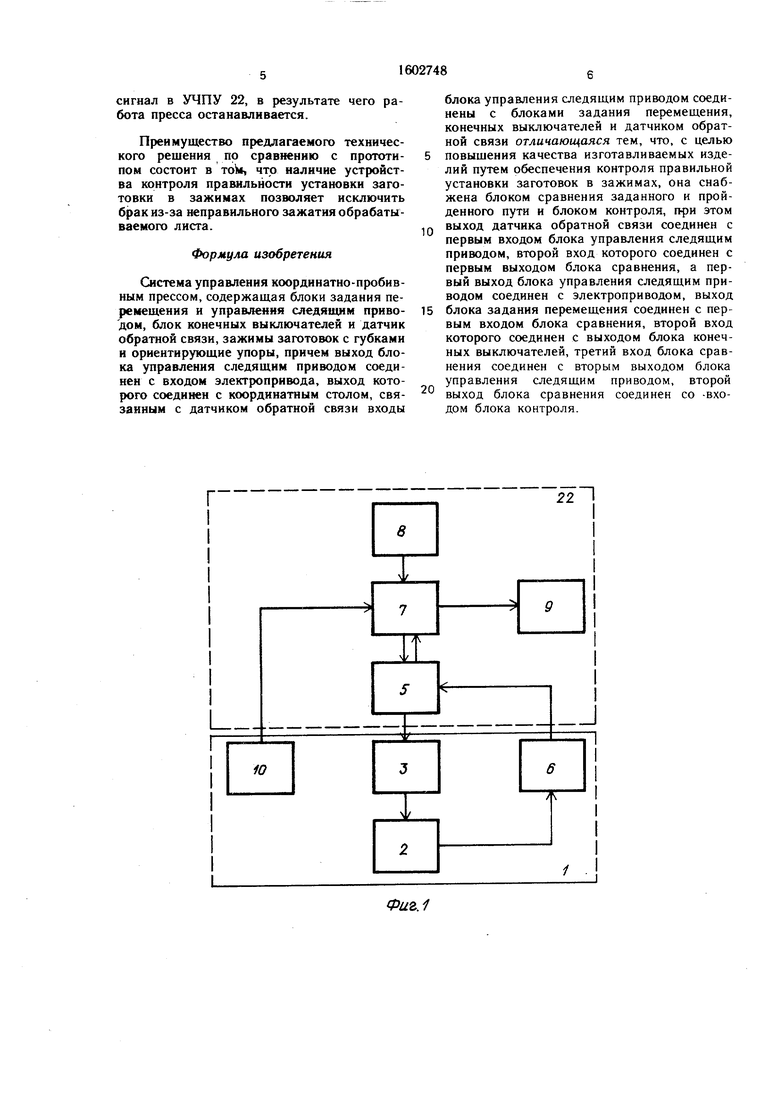
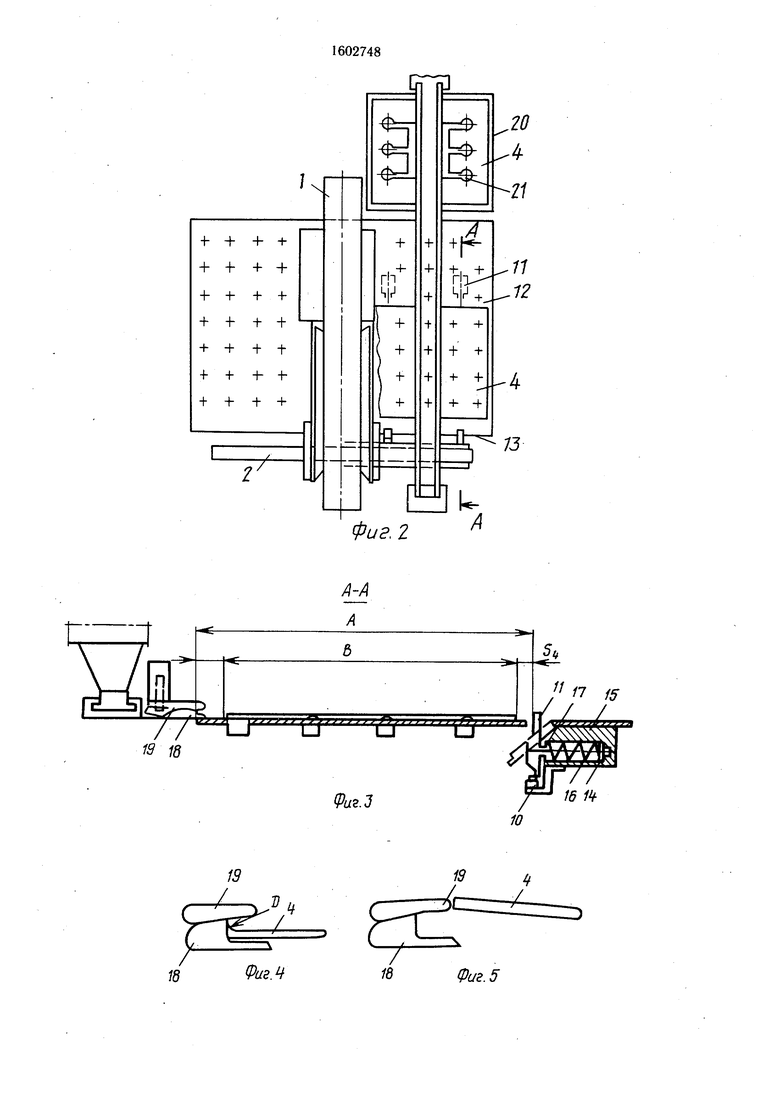
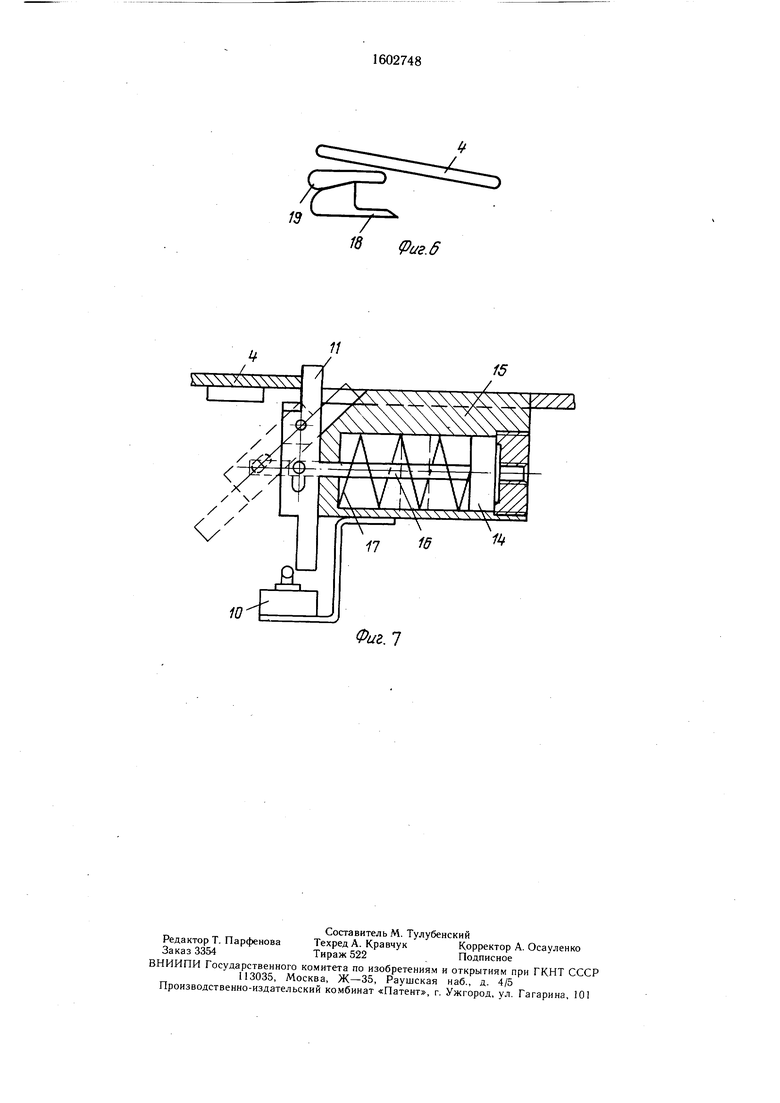
На фиг. 1 представлена схема управления прессом; на фиг. 2 - пресс, вид сверху; на фиг. 3 - разрез А-А на фиг. 2 (по опорному столу); на фиг. 4 - правильное положение обрабатываемого листа в зажимах; на фиг. 5 - положение листа, упертого в губку зажима; на фиг. 6 - положение листа выше губок зажима; на фиг. 7 - конструкция ориентирующего упора.
Система управления координатно-пробивным прессом содержит собственно пресс 1, координатный стол 2, электропривод 3 координатных перемещений, заготовку 4, блок 5 управления следящим приводом, датчик 6 обратной связи, блок 7 сравнения заданного и пройденного пути, блок 8 задания перемещения, блок 9 контроля, блок 10 конечных выключателей, ориентирующие упс ры 11, опорный стол 12, зажимы 13, поршень 14, пневмоцилиндр 15, шток 16, пружину 17, нижнюю губку 18 и верхнюю губку 19, тару 20, устройство 21 подачи заготовок- и систему УЧПУ 22.
Выход координатного стола 2 связан с входом датчика 6 обратной связи, выход которого связан с первым входом блока 5
СГ5
О
ьо «
оо
управления следящим приводом, второй вход которого соединен с первым выходом блока 7 сравнения, а первый выход блока 5 соединен с входом электропривода 3 координатных перемещений, выход которого соединен с вхо- 5 дом координатного стола 2. Выход блока 8 задания перемещения соединен с первым входом блока 7 сравнения, второй вход которого соединен с выходом блока 10 конечных выключателей, третий вход блока 7 сравнения соединен с вторым выходом блока 5 ° управления следящим приводом. Второй выход блока 7 сравнения соединен с входом блока 9 контроля. Ориентирующие упоры 11 расположены на опорном столе 12 на расстоянии А от базовых поверхностей зажимов 13. is Упоры 11 связаны с порщнем 14 пневмо- цилиндра 15 посредством щтока 16. В пиев- моцилиндре 15 размещена пружина 17. На корпусе пневмоцилиндра 15 установлен конечный выключатель 10. Зажим 13 состоит из нижней губки 18 и верхней губки 19. Нижняя губка 18 имеет базовую поверх- ность Д,, к которой прижимается обрабатываемая заготовка 4. На таре 20 уложен пакет заготовок 4. Пресс снабжен устройством 21 подачи заготовок 4 в рабочую зо- OR ну и системой УЧПУ 22.
Система управления прессом работает следующим образом.
При подаче сигнала от УЧПУ 22 устройство 21 переносит заготовку 4 из тары 20 30 на опорный стол 12. Заготовка 4 располагается между зажимами 13 и ориентирующими упорами 11. После этого по сигналу от УЧПУ 22 поднимаются ориентирующие упоры 11, а губки 18 и 19 раскрываются. В зависимости от ширины листа в блок 8 35 задания перемещения вводится размер щи- рины заготовки 4. По сигналам от блока 5 управления следящим приводом при помощи электропривода 3 производится перемещение координатного стола 12 с зажимами 13 в направлении уменьщения расстояния А между зажимами 13 и ориентирующими упорами 11. При перемещении координатного стола 2 на расстоянии 5з (фиг. 3) обрабатываемая заготовка входит в соприкосновение с зажимами 13 и начи- 45 нает перемещаться в сторону ориентирующих упоров 11. После этого, как заготовка 4 пройдет расстояние Sy, она упрется в ориентирующие упоры 11 и произойдет ее выравнивание в зажимах по базовым плоскостям D губок 18. При дальнейщем пере- 50 мещении координатного стола 2 ориентирующие упоры 11 повернутся и произойет срабатывание конечных выключателей 10 и координатный стол остановится. Величина перемещения заготовки контролируется датчиком 6 обратной связи.55
Сигнал о величине перемещения координатного стола с момента начала движения
и до его установки передается с блока 5 в блок 7 сравнения. В блок 7 сравнения поступает сигнал с блока 8, соответетвую- щий расстоянию, вычисленному по формуле:
,
где S - заданное расстояние перемещения координатного стола до срабатывания ориентирующих упоров; А - расстояние между базовой поверхностью губок зажимов и ориентирующими упорами в исходном положении;
В - щирина обрабатываемого листа; Фактически пройденное координатным столом 2 расстояния определяется по формуле
5, 3+Sy ,
где 5з - расстояние между базовыми поверхностями губок зажимов и заготовкой в исходном положении; 5у - расстояние между заготовкой и ориентирующими упорами в исходном положении.
При правильном положении листа в губках 18 и 19 зажимов 13 (фиг. 4), пройденное расстояние S координатным столом 2 равно заданному 5эдПри этом от УЧПУ 22 подается команда на зажим заготовки 4 зажимами 13.
Пресс подготовлен к дальнейщей работе. В случае, показанном на фиг. 5, лист упирается в губку 19 зажима 13. Ориентирующий упор 11 отклоняется раньще , чем в предыдущем случае, конечные выключатели 10 срабатывают, и блок 7 сравнения фиксирует состояние, выраженное формулой:
«д
и выдает информацию в блок 9 контроля, который фиксирует сбой и выдает сигнал в УЧПУ 22. В результате этого пресс останавливается. При поступлении от блока 10 сигнала «1 блок 7 снимает управляющий сигнал с блока 5 управления следящим приводом, в результате чего координатный стол останавливается.
В случае, показанном на фиг. 6, лист 4 прощел выше губок зажимов 13, на подпружиненные упоры 11 давление со стороны листа отсутствует, после прохождения координатным столом 2 расстояния 2, выраженного формулой:
5,S
ЭЗА
конечные выключатели 10 не срабатывают, блок 7 сравнения выдает информацию о сбойной ситуации в блок 9 контроля. Блок 9 контроля фиксирует сбой и выдает
сигнал в УЧПУ 22, в результате чего работа пресса останавливается.
Преимущество предлагаемого технического решения по сравнению с прототипом состоит в ToW, что наличие устройства контроля правильности установки заготовки в зажимах позволяет исключить брак из-за неправильного зажатия обрабатываемого листа.
Формула изобретения
Система управления координатно-пробив- ным прессом, содержащая блоки задания перемещения и управления следящим приводом, блок конечных выключателей и датчик обратной связи, зажимы заготовок с губками и ориентирующие упоры, причем выход блока управления следящим приводом соединен с входом электропривода, выход которого соединен с координатным столом, связанным с датчиком обратной связи входы
0
блока управления следящим приводом соединены с блоками задания перемещения, конечных выключателей и датчиком обратной связи отличающаяся тем, что, с целью повыщения качества изготавливаемых изделий путем обеспечения контроля правильной установки заготовок в зажимах, она снабжена блоком сравнения заданного и пройденного пути н блоком контроля, при этом выход датчика обратной связи соединен с первым входом блока управлеиия следящим приводом, второй вход которого соединен с первым выходом блока сравнения, а первый выход блока управлення следящим приводом соединен с электроприводом, выход блока задания перемещения соединен с первым входом блока сравнения, второй вход которого соедииен с выходом блока конечных выключателей, третий вход блока сравнения соединен с вторым выходом блока управления следящим приводом, второй выход блока сравнения соединен со -входом блока контроля.
5

| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления координатно-пробивным прессом | 1989 |
|
SU1691139A1 |
| Система управления машиной для обработки листового материала | 1986 |
|
SU1371805A1 |
| Устройство для ориентации, базирования и подачи листовой заготовки в рабочую зону пресса | 1991 |
|
SU1784376A1 |
| Люнет | 1988 |
|
SU1662799A1 |
| Гибкий производственный модуль электроэрозионной последовательной вырезки группы заготовок | 1985 |
|
SU1321537A1 |
| Люнет | 1989 |
|
SU1731577A1 |
| Устройство для гибки обечаек из листовых заготовок | 1982 |
|
SU1061883A2 |
| Автомат для мерной резки труб | 1980 |
|
SU882708A1 |
| Модуль для автоматизированной листовой штамповки | 1989 |
|
SU1708477A1 |
| Автоматическая линия для многопозиционной листовой штамповки | 1986 |
|
SU1470398A1 |
Изобретение относится к кузнечно-прессовому машиностроению и может быть использовано для управления координатно-пробивными прессами с программным управлением. Цель изобретения - повышение качества изготавливаемых на прессе изделий за счет уменьшения брака путем обеспечения контроля правильной установки обрабатываемого листа в зажимах. Система управления координатно-пробивным прессом содержит собственно пресс с координатным столом с зажимами заготовки и электроприводом координатных перемещений, блок управления следящим приводом, датчик обратной связи, ориентирующие упоры с блоком конечных выключателей, блок сравнения пути заданного и пройденного, блок контроля. После помещения заготовки между зажимами и упорами с блоком конечных выключателей электропривод приводит в движение координатный стол. При одновременном соприкосновении торцов заготовки с зажимами и упорами блок управления производит сравнение заданного и пройденного координатным столом расстояния. В случае равенства этих расстояний дается команда на обработку листа, а в случае их неравенства процесс обработки листа прекращается. Система управления координатно-пробивным прессом позволяет исключить брак из-за неправильной установки листа. 7 ил.
I j Trz i
Фиг.1
19
/
18
Фиг. Ч
Фиг. 5
10
(Риг. 6
Фиг.1
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
