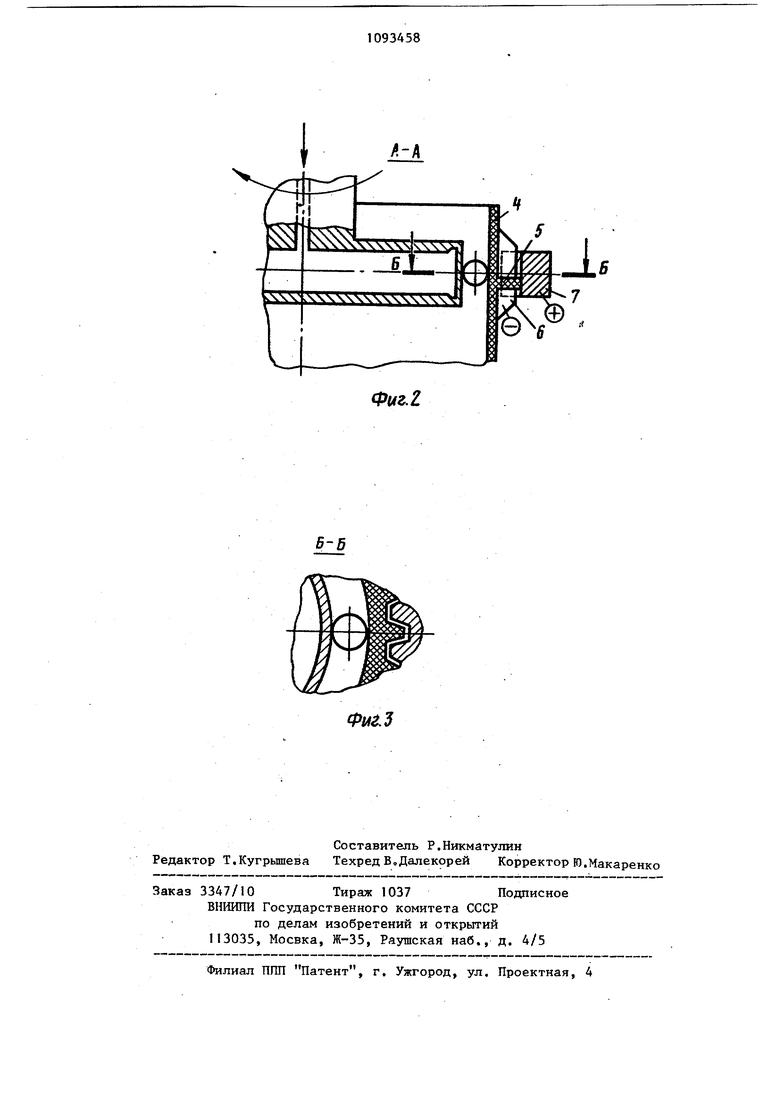
Изобретение относится к электрофизическим и электрохимическим методом обработки и, в частности, к электрохимической обработке зубчатых колес. Известен способ электрохимической обработки зубчатых колес методом вза имообкатывания с активной зоной анод ной поверхнотси, образованной окруж. ностями выступов зу;бьев электрода-ин струмента и колеса f Недостатком способа является то, что небольшое количество пар зубьев одновременно находится в активной зо не электролизадИ отсутствует регулирование усилия прижима диэлектрической проставки электрода-инструмента к анодной поверхности в процессе электролиза, что снижает производительность и точность процесса обработки. Цель изобретения - повышение точности и производительности процесса. Поставленная цель достигается тем что согласно способу электрохимической обработки зубчатых колес с прило жением усилия механической депассива ц ИИ в активной зоне анодной поверх ности электродом-инструментом, вращающегося с постоянной угловой скоростью, обработку .профиля зуба осуществляют одновременно в двух активных 3dHax анодной поверхности гибким элементом волнового зубчатого зацепления, а усилие механической депассивации анодной поверхности регулируют изменением окружности скорости и ynpyfKM прижатием гибкого элемента в зонах обработки. На фиг,1 изображено устройство для реализации предлагаемого способа на фиг.2 - сечение А-А на фиг.1; на фиг.З - сечение Б-Б на фиг.2. Устройство для реализации способа состоит из электрода-инструмента 1, тел 2 качения, пустотельного генератора 3 волн. Электрод-инструмент вьтолнен в виде гибкого зубчатого диэлектрического венца 4 с выступами 5, расположенного по диагонали над катодными поверхностями зубьев на величину межэлектродного зазора. Рабочие поверхности 6 катода образованы за счет нанесения электропроводного материала на диэлектрический венец 4. Анодом является зубчатое колесо 7. Способ осуществляется следующим образом. Гибкий электрод-инструмент 1 де- формируется телами 2 ла-1со«/1, качения, которые приводятся во вращение пустотелым генератором 3 волн. Гибкий зубчатый диэлектрический венец 4 выступами 5 зубчатое зацепление с обравходит в батываемой заготовкой с гарантированным межэлектродным зазором между катодом 6 и анодом, образуя несколько активных зон электролиза 8. Усилие прижима зубчатых диэлектрических выгсупов 5 венца электродаинструмента к анодной поверхности регулируется в процессе электролиза за счет измения окружной скорости тел 2вращения путем регулирования частоты вращения пустотелого генератора 3волн и подачей избыточного давления в его полость. В первом случае усилие прижима изменяется под действием центробежных сил тел 2 вращения, а во во втором - за счет упругой деформации периметра генератора 3 волн. Эвакуация продуктов анодного растворения с обновлением электролита осуществляется в нерабочих зонах 9 путем подачи очищенного электролита под избыточным давлением в межэлектродный промежуток. Создание нескольких активных зон электрохимической обработки регулируемым усилием механической депассивации анодной поверхности в процессе электролиза позволило увеличить не только .производи- тельность процесса, но и повысить точность обработки зубчатых колес. Пример . Межэлектродный зазор устанавливают с помощью диэлектрического зубчатого венца равным 0,2-0,3 мм; окружная скорость заготовки 0,4-1,5-м/с. Дпя обработки цементированных зубчатых колес из стали 12ХНЗА используется 15%-ный водный раствор поваренной соли с добавкой 2% кербсина по весу при температуре электролита 20-25 0. Керосин в электролите находится в мелкодисперсном состоянии. Рабочее напряжение на электродах 10-12 В.
-А
Фиг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 1971 |
|
SU298454A1 |
| Многоэлектродный вращающийся инструмент | 1979 |
|
SU772785A1 |
| Способ электрохимикомеханической обработки арочных зубьев цилиндрических зубчатых колес | 2018 |
|
RU2701977C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ БЛАГОРОДНЫХ МЕТАЛЛОВ | 2000 |
|
RU2198947C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2010 |
|
RU2476297C2 |
| Способ электрохимической обработки зубчатых колес | 1988 |
|
SU1530358A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2305614C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТОГО КОЛЕСА | 2014 |
|
RU2586936C1 |
| ЭЛЕКТРОХИМИЧЕСКАЯ МОДУЛЬНАЯ ЯЧЕЙКА ДЛЯ ОБРАБОТКИ РАСТВОРОВ ЭЛЕКТРОЛИТОВ | 2007 |
|
RU2350692C1 |
| Способ электрохимического хонингования фасонных поверхностей | 1986 |
|
SU1425004A1 |
СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС с приложением постоянного усилия механической дёпассивации в активной зоне анодной поверхности, осуществляемый электродом-инструментом, приводимым во вращение с постоянной угловой скоростью, отличающийся тем, что, с целью повышения производительности и точности обработки, Процесс ведут электродом-инстрзгментом в виде гибкого зубчатого венца, который приводят во вращение при помощи генератора волн с образованием пространственно разделенных активных и нерабочих зон, причем усилие механической депассивации регулируют путем изменения скорости вращения электрода-инструмента и путем изменения давления среды, подаваемой в полость генератора волн. (Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 0 |
|
SU248411A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
