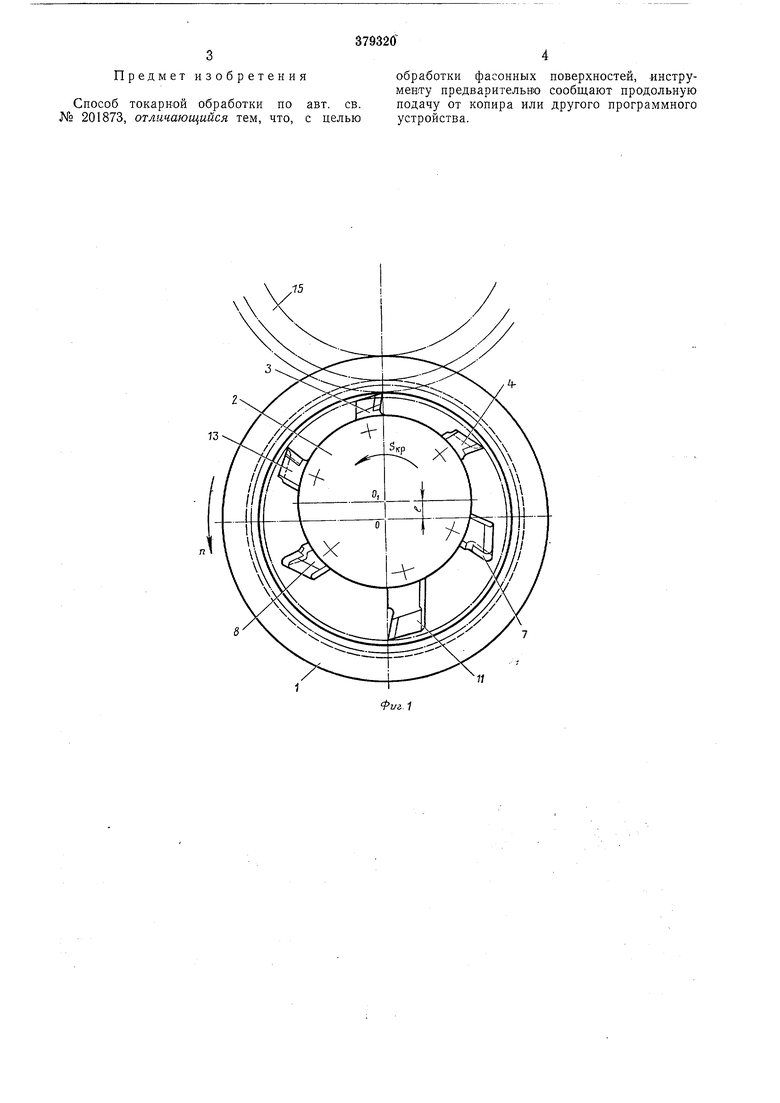
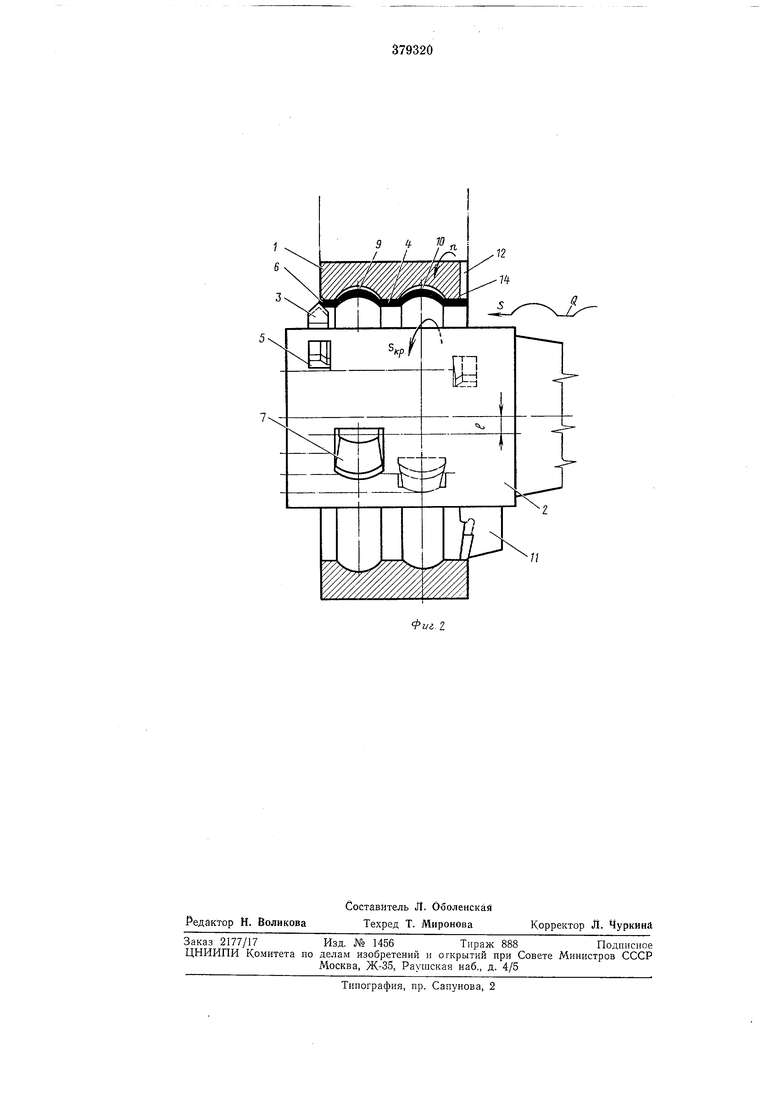
Изобретение относится к классу механиче ской обработки, в частности, инструментам по круговой траектории. По основному авт. св. № 201873 известен способ течения внутренних и На-ружных фасонных поверхностей с круговой тангенциальной подачей. По такому способу ввод инструмента в изделие является вспомогательным переходом, а весь припуск удаляется: фасонными резцами с тангенциальной подачей. В условиях затрудненного размещения резцов при обработке фасонных профилей отверстий невозможно обработка за один установ. Кроме того, большое количество резцов в наладке повышает сложность инструмента и уменьшает его надежность. По предлагаемому способу инструменту предв,арительно сообш,ают Продольную подачу от копира или другого программного устройства. Способ поясняется чертежом. На фИГ. 1 и 2 показана деталь и ивструмент, общий вид и разрез. Деталь / получает вран;ение вокруг центра О с числом оборотов п, определяюш,им скорость резания. Многорезцовый инструмент 2, установленный со смеш,ением / относительно центра вращения детали 1, получает продольную подачу S по сложной траектории Q. Работаюш,ий по копиру резец 3 снимает прнпуск 4, формируя предварительно грубый профиль и окончательно неответственные участки детали. После прохода всей ширины инструмент 2 получает врашение вокруг центра Oi по стрелке Зкр, определяющее круговую тангенциальную подачу. Чистовые резцы производят окончательное формирование фасонной поверхности. Резец 5 снимает внутренюю фаску 6 со стороны базового торца, желобные резцы 7 н 8 обрабатывают окончательно желоба 9 и 10, торцовый резец П подрезает торец 12, а фасочный резец 13 снимает внутренюю фаску 14 со стороны противобазового торца. Такое распределение припуска позволяет грубо обработать профиль по несложному копиру и получить отделку сложных переходов фасонньгаи резцами; фасочными, желобньгми, прорезными. В результате улучшается отвод струл ки, уменьшается объем, занимаемый ею в зоне резания, уменьшается количество резцов и упрощается наладка. Возможна обработка и наружных поверхностей (деталь /5). Способ осуществим на гидрокопировальных станках, оснащенных редуктором с приводом вращения резцовой головки.
Предмет изобретения
Способ токарвой обработки по авт. св. № 201873, отличающийся тем, что, с целью
обработки фасонных поверхностей, инструмевту предварительно сообщают продольную подачу от копира или другого программного устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ токарной обработки | 1975 |
|
SU619297A1 |
| Способ обработки фасонных изделий из природного камня комплектом шлифовальных инструментов | 1985 |
|
SU1371872A1 |
| Металлорежущий станок | 1985 |
|
SU1284705A1 |
| Способ обработки внутренней фаски | 1985 |
|
SU1271662A1 |
| Способ тангенциального точения | 1980 |
|
SU931301A2 |
| СПОСОБ ОБРАБОТКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ ТОЧЕНИЕМ | 2009 |
|
RU2412785C1 |
| СПОСОБ ОБРАБОТКИ ФАСОННОЙ ВОЛНИСТОЙ ПОВЕРХНОСТИ ИЗДЕЛИЯ СТРОГАНИЕМ | 2010 |
|
RU2456130C2 |
| Способ обработки деталей типа тел вращения | 1985 |
|
SU1301564A1 |
| СУППОРТ КОЛЕСОТОКАРНОГО СТАНКА | 2001 |
|
RU2208501C2 |
| Способ обработки внутренних поверхностей | 1973 |
|
SU471951A2 |
//
