Изобретение относится к измерительной технике и может быть использовано в приборах активного контроля размеров деталей в процессе их хонингования.
Цель изобретения - повышение точ- HOCTJ1 контроля за счет снижения износа рабочей поверхности образцового кольца.
На чертеже изображено устройство, реализующее предлагаемый способ.
Способ осуществляют следующим образом.
Образцовое кольцо помещают соосно обрабатываемому отверстию в зоне нижней мертвой точки поступательного движения хо- на, приводят его во вращение с угловой скоростью, равной угловой скорости вращения хона, и момент окончания обработки определяют по усилию захвата хоном образцового кольца.
Устройство, реализующее способ, содержит основание 1, опирающееся на подшипник 2, запрессованный в станину 3 станка. Платформа 4, на которой расположено образцовое кольцо 5, кинематически связана посредством щлицевого соединения с основанием 1 и опирается на пружи йы 6, помещенные в углубления основания 1. Шли- цевая полумуфта 7 кинематически связана с основанием 1 и опирается на пружину 8, другой конец которой размещен в основании I. Рабочая поверхность полумуфты 7 покрыта для лучшего сцепления фрикционным материалом 9. На основании 1 и платформе 4 размещена нормально разомкнутая контактная группа 10.
Устройство работает следующим образом.
В процессе обработки детали 11 хон- головка 12, совершая вращательное возвратно-поступательное движение, в зоне нижней мертвой точки поступательного движения второй полумуфтой 13, жестко связанной с хонголовкой 12, взаимодействуя
0
5
0
5
0
5
с полумуфтой 7, придает вращательное движение основанию 1, через шлицевые соединения - платформе 4 и установленно му на ней соосно хонголовке 12 образцовому кольцу 5. Жесткость пружины 8 обеспечивает к моменту вхождения брускор хон- головки 12 в образцовое кольцо 5 их равные угловые скорости.
При достижении требуемого размера режущие кромки брусков хонголовки 12 вступают во взаимодействне с рабочей поверхностью образцового кольца 5. За счет сил трения между брусками хонголовки 12 и образцовым кольцом 5 последнее при возврате хонголовки 12 из нижней мертвой точки увлекается вверх и разгружает пружины 6, которые, разжимаясь, перемещают платформу 4 также вверх, замыкая при этом контактную группу 10.
При замыкании контактов 10 выдается команда на прекращение дальнейшего увеличения диаметра хонголовки 12 и начинается процесс «выхаживания.
Таким образом, за счет равенства угловых скоростей хонголовки и образцового кольца, подрессоривания массы кольца и расположения его в зоне нижней мертвой точки поступательного движения хонголовки обеспечивается минимум сил взаимодействия режущих кромок хонголовки и рабочей поверхности образцового кольца, что существенно снижает износ этой поверхности.
Формула изобретения
Способ контроля диаметра отверстия в процессе хонингования, заключающийся в фиксации достижения заданного размера по повороту образцового кольца, отличающийся тем, что, с целью повышения точности контроля, образцовому кольцу сообщают вращение вокруг своей оси с угловой скоростью, равной угловой скорости хона.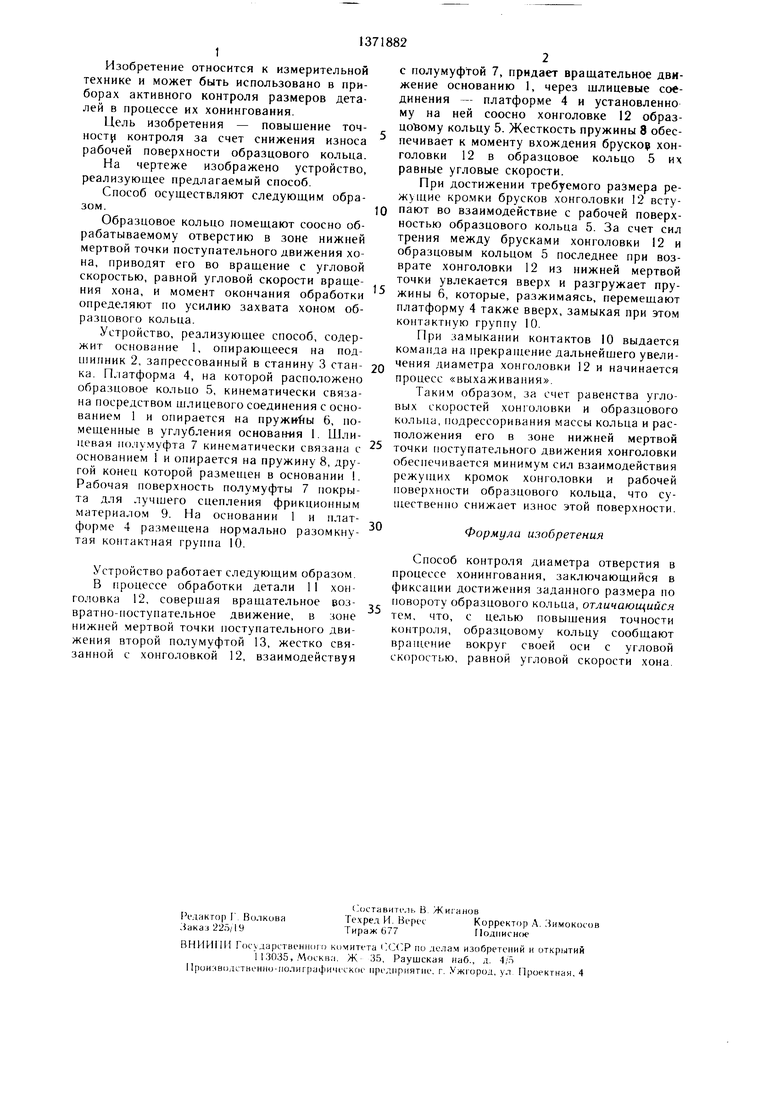
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ХОНИНГОВАНИЯ | 1999 |
|
RU2155123C1 |
| Устройство для хонингования длинномерных цилиндров | 1988 |
|
SU1604576A1 |
| Горизонтально-хонинговальный станок | 1988 |
|
SU1611708A1 |
| Устройство для горизонтального хонингования отверстий | 1980 |
|
SU973320A1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2001 |
|
RU2201955C2 |
| Способ хонингования гильз цилиндров двигателей внутреннего сгорания | 1988 |
|
SU1611706A1 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРА ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1995 |
|
RU2095221C1 |
| ХОНИНГОВАЛЬНЫЙ СТАНОК | 2009 |
|
RU2424102C2 |
| ПРИБОР ДЛЯ КОНТРОЛЯ ДИАМЕТРА ОТВЕРСТИЯ В ПРОЦЕССЕ ХОНИНГОВАНИЯ | 1972 |
|
SU340882A1 |
| Способ хонингования | 1978 |
|
SU804399A1 |
Изобретение относится к области измерительной техники и может быть использовано в приборах активного контроля размеров деталей в процессе их хонингования. Целью изобретения является повы шение точности контроля за счет снижения износа рабочей поверхности образцового кольца. Для этого образцовому кольцу с внутренним диаметром, равным окончательному диаметру обрабатываемой детали, сообщают вращение с угловой скоростью, равной угловой скорости вращения хона, и момент окончания обработки определяют по усилию захвата хоном образцового кольца. За счет отсутствия проскальзывания абразивных брусков хона по рабочей поверхности образцового кольца в процессе работы уменьшается его износ, а его расположение в зоне нижней мертвой точки позволяет производить «выхаживание с поступательным движением хона. 1 ил. i (Л оо 00 00 ьо
| ПРИБОР ДЛЯ КОНТРОЛЯ ДИАМЕТРА ОТВЕРСТИЯ В ПРОЦЕССЕ ХОНИНГОВАНИЯ | 0 |
|
SU311132A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
