Изобретение относится к машиностроению, к средствам активного контроля при хонинговании отверстий в деталях.
Известны приборы для контроля диаметра отверстия в процессе хонингования, содержащие устанавливаемое над обрабатываемой деталью с возможностью поворота относительно своей осн образцовое кольцо с внутренним диаметром, равным окончательному размеру обрабатываемой деталн, блок выдачи сигнала с чувствительным элементом, дающим команду на выдачу сигнала об окончании обработки. В таком приборе происходит интенсивный износ кольца, так как бруски хона скользят по его поверхности.
Цель изобретения - уменьшить износ образцового кольца.
Для этого на наружном диаметре этого кольца расположены равномерно чередующиеся выступы и впадины, а чувствительный элемент контактирует с выступами образцового кольца и включен в цепь, на выходе которой установлен электрИческий блок выдачи сигнала о прекращении обработки.
Для устранения радиального биения образцового кольца прибор снабжен вторым чувствительным элементом, расположенным диаметрально противоположно первому. Прибор МОжет быть выполнен с электрическим чувствительным элементом или пневматическим.
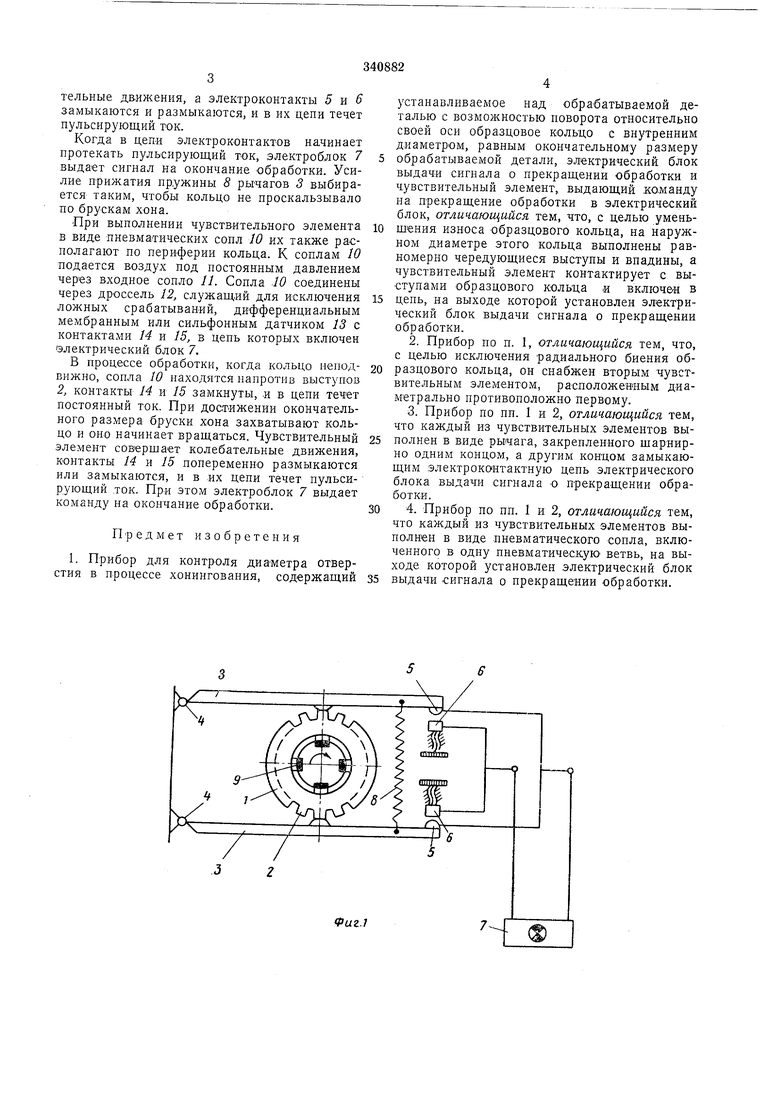
На фиг. 1 изображен предлагаемый прибор с электрич1еским чувствительным элементом; на фит. 2 - с пневматическим элементом.
Прибор содержит образцовое кольцо 1, установленное над обрабатываемой деталью (на чертеже не показана). Размер отверстия образцового кольца равен окончательному размеру детали. На наружном диаметре образцового кольца выполнены равномерно чередующиеся со впадинами выступы 2.
С обеих сторон кольца расположены чувствительные элементы, выполненные в виде рычагов 3, один конец 4 которых закреплен шарнирно, а другой через электроконтакты 5 к 6 замыкает или размыкает электрическую день, на выходе которой установлен электроблок 7, выдающий команду о прекращении Обработки только при пульсирующем токе. Рычаги 3 прижимаются к поверхности образцового кольца пружиной 8.
Прибор работает следующим образом. В процессе обработки Образцовое кольцо / неподвижно и рычаги 3 -находятся или на его выступах 2 или в его впадинах. При этом контакты 5 и б либо замкнуты, либо разомкнуты, а в их цепи ток течет постоянно либо отсутствует совсем. В конце обработки, когда достигнут окончательный размер, бруски хона 9 захватывают кольцо 1 и начинают его вращать. При это-м .рычаги 3 совершают колебательные движения, а электроконтакты 5 и замыкаются и размыкаются, и в их цепи течет пульсирующий ток.
Когда в цепи электроконтактов начинает протекать пульсирующий ток, электроблок 7 выдает сигнал на окончание обработки. Усилие прижатия пружины 8 рычагов 3 выбирается таким, чтобы кольцо не проскальзывало по брускам хона.
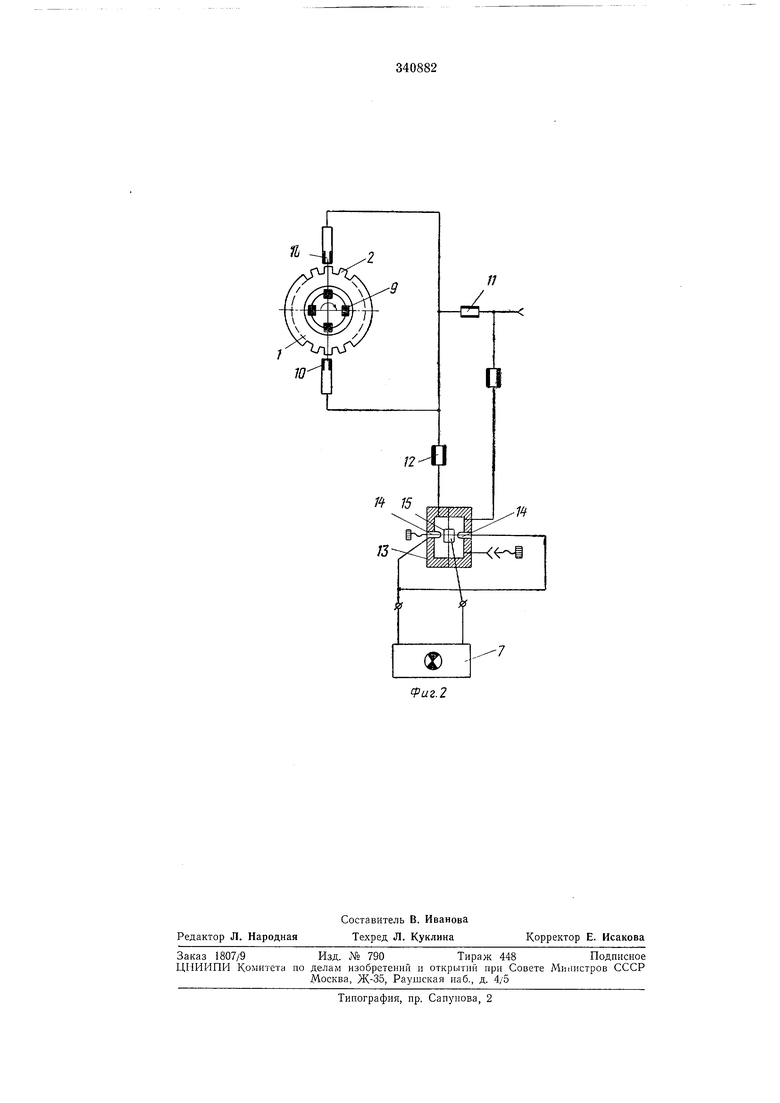
При выполнении чувствительного элемента в виде пневматических сопл 10 их также располагают по периферии кольца. К соплам 10 подается воздух под постоянным давлением через входное сопло IL Сопла JO соединены через дроссель 12, служащий для исключения ложных срабатываний, дифференциальным мембранным или сильфонным датчиком 13 с контактами 14 и 15, в цепь которых включен электрический блок 7.
В процессе обработки, когда кольцо неподвижно, сопла 10 находятся напротив выступов 2, контакты 14 и 15 замкнуты, ,и в цепи течет постоянный ток. При достижении окончательного размера бруски хона захватывают кольцо и оно начинает вращаться. Чувствительный элемент совершает колебательные движения, контакты 14 и 15 попеременно размыкаются или замыкаются, и в их цепи течет пульсирующий .ток. При этом электроблок 7 выдает команду на окончание обработки.
Предмет изобретения
1. Прибор для контроля диаметра отверстия в процессе хонингования, содержащий
устанавливаемое над обрабатываемой деталью с возможностью поворота относительно своей оси образцовое кольцо с внутренним диаметром, равным окончательному размеру
обрабатываемой детали, электрический блок выдачи сигнала о прекращении обработки и чувствительный элемент, выдающий ко,манду на прекращение обработки в электрический блок, отличающийся тем, что, с целью уменьщения износа образцового кольца, на наружном диаметре этого кольца выполнены равномерно чередующиеся выступы и впадины, а чувствительный элемент контактирует с выступами образцового кольца и включе-н в
цепь, на выходе которой установлен электрический блок выдачи сигнала о прекращении обработки.
2.Прибор по п. 1, отличающийся тем, что, с целью исключения радиального биения образцового кольца, он снабжен вторым чувствительным элементом, расположенным диаметрально противоположно первому.
3.Прибор по пп. 1 и 2, отличающийся тем, что каждый из чувствительных элементов выполнен в виде рычага, закрепленного шарнирно одним концом, а другим концом замыкающим электроконтактную цепь электрического блока выдачи сигнала о прекращении обработки.
4. Прибор по пп. 1 и 2, отличающийся тем, что каждый из чувствительных элементов выполнен в виде цневматического сопла, включенного в одну пневматическую ветвь, на выходе которой установлен электрический блок
выдачи сигнала о прекращении обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИБОР ДЛЯ КОНТРОЛЯ ДИАМЕТРА ОТВЕРСТИЯ В ПРОЦЕССЕ ХОНИНГОВАНИЯ | 1971 |
|
SU311132A1 |
| Хонинговальная головка с прибором для контроля диаметров отверстий | 1973 |
|
SU443748A1 |
| Способ контроля диаметра отверстия в процессе хонингования | 1986 |
|
SU1371882A1 |
| Станок для хонингования шлицевых отверстий | 1972 |
|
SU484974A1 |
| Устройство для измерения отверстийВ пРОцЕССЕ ХОНиНгОВАНия | 1979 |
|
SU806385A1 |
| Устройство активного контроля размеров при хонинговании | 1981 |
|
SU971636A1 |
| Способ электроабразивного хонингования | 1981 |
|
SU975295A1 |
| Хон для обработки цилиндрических отверстий | 1983 |
|
SU1155429A1 |
| Хонинговальная головка | 1974 |
|
SU523788A2 |
| ПНЕВМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2004 |
|
RU2252857C1 |
J2
Фиг
