Известны станки для автоматической дуговой сварки ободов колес прерывистым швом, содержащие сварочную головку, механизм для иергмещения головки по линии свариваемого шва и механизм для закрепления свариваемого колеса.
Однако известные станки не обеспечивают автоматизации процесса сварки и последняя производится с применением ручного труда.
Станок, выполненный согласно изобретению, не имеет VKasaHHoro недостатка. Это достигнуто тем, что он снабжен системой независимых пневмоприводов, управляемых с помощью кулачкового валика и осуществляющих подъем и опускание электрода при переходе из одного отверстия диска колеса в другое, изменение угла наклона электрода и поворот колеса для сварки швов на другой его стороне, а также системой электровыключателей, взаимодействующих с кулачковым валиком и осуществляющих управление электроприводом и включением сварочного тока.
А с целью повышения производительности, станок снабн ен двумя электроприводами для перемещения сварочной головки с рабочей и с марщевой скоростью.
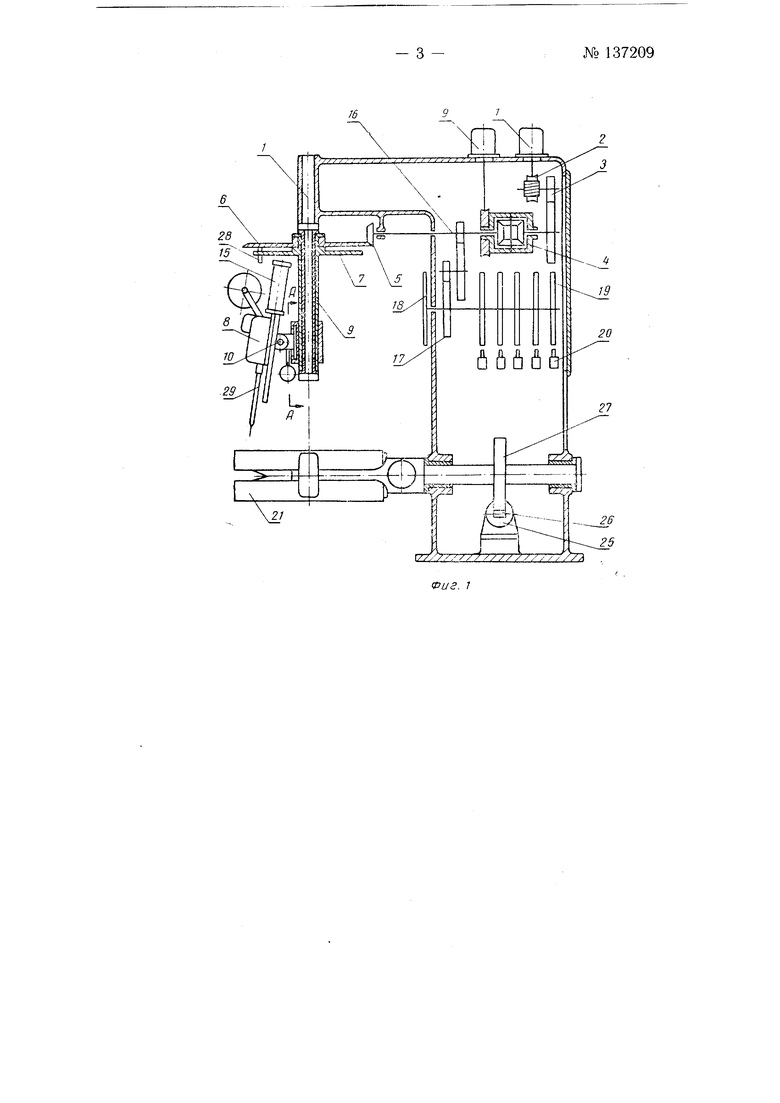
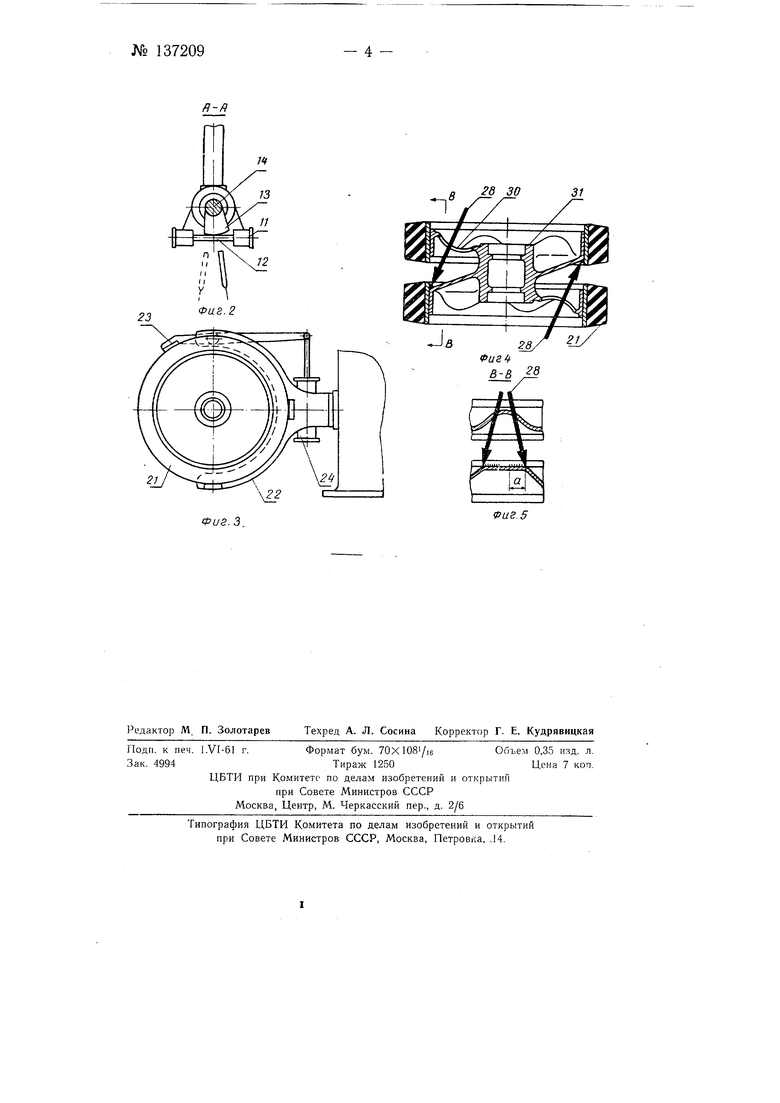
На фиг. 1 показан общий вид станка в разрезе; на фиг. 2 - сечение по А-А на фиг 1; на фиг. 3 - установка колеса; на фиг. 4 - колесо в разрезе и схематично показан прием сварки; на фиг. 5 - разрез колеса по В-В на фиг. 4.
Электродвигатель / через посредство червячной передачи 2. сменных шестерен 3, дифференциала 4, конических шестерен 5 и 5, а также диска 7, вращает сварочную головку 8 с необходимой скоростью сварки.
Второй электродвигатель 9 придает головке 8 ускоренную подачу для быстрого перехода с одной позиции на другую, а шарнир 10 обеспечивает ей возможность изменять угол наклона.
№ 137209- 2 Пневмоцилиндр // через посредство рейки 12 и зубчатого сектора 13 осуществляет поворот головки S относительно оси 14, а пневмоцилиндр 15 производит подъем и опускание головки.
Вал 16 через шестерню 17 вращает фиксирующий диск 18 и кулачки /Я взаимодействующие с системой электродвигателей 20, осуществляющих управление электроприводом и включение сварочного тока.
За полный цикл работы станка кулачковый механизм с кулачками 19 и фиксирующий диск 18 делают один оборот. На фиксирующем диске нанесены положения кулачкового вала относительно всех моментов цикла сварки, что дает возможность производить быструю установку сварочной головки относительно колеса.
Колесо 21 вертикально накатывается в захват 22 и удерживается зажимами 3 от пневмоцилиндра 24. Пневмоцилиндр 25 посредством рейки 26 и щестерни 27 производит поворачивание колеса в горизонтальное положение.
Сварочная головка вручную поворачивается в положение, относительно колеса 2/, соответствующее положению на фиксирзющем диске/S и последний соединяется с щестерней 6 фиксатором 28.
С нажатием кнопки станок начинает работать на автоматическом режиме и остановится только после сварки всех щвов с двух сторон колеса.
Пневмопривода, управляемые с помощью кулачкового валика, осуществляют подъем и опзскапие электрода 29 при переходе из одного отверстия 30 диска 31 колеса 21 в другое.
Применение двух электроприводов с электродвигателями / и 9 для перемещения сварочной головки 8 с рабочей и маршевой скоростью обеспечивает повыщение производительности станка.
Предмет изобретения
1.Станок для автоматической дуговой сварки ободов колес прерывистым щвом, содержащий сварочную головку, механизм для перемещения головки по линии свариваемого щва и механизм для закрепления свариваемого колеса, от личающийся тем, что, с целью автоматизации процесса сварки, станок снабжен системой независимых пневмоприводов, управляемых с помощью кулачкового валика и осуществляющих подъем и опускание электрода при переходе из одного отверстия диска колеса в другое, изменение угла наклона электрода и поворот колеса для сварки щвов на другой его стороне, а также системой электровыключателей, взаимодействующих с кулачковым валиком и осуществляющих управление электроприводом и включением сварочного тока.
2.Станок пои. 1,отличающийся тем, что, с целью повышения производительности, он снабжен двумя электроприводами для перемещения сварочной головки с рабочей и с маршевой скоростью.
T77-f.77
Фиг. 3.
Фиг. 5
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для дуговой сварки замкнутых швов | 1961 |
|
SU148863A1 |
| Станок для обварки трубок в трубных решетках | 1959 |
|
SU126568A1 |
| Станок для автоматической дуговой сварки трубных решеток | 1958 |
|
SU118925A1 |
| Станок для автоматической сварки | 1959 |
|
SU130131A1 |
| Устройство для автоматической сварки | 1960 |
|
SU138679A1 |
| Станок для обварки трубок в трубных решетках | 1959 |
|
SU132739A1 |
| Устройство для автоматической сварки | 1956 |
|
SU114970A1 |
| УСТРОЙСТВО для СВАРКИ ЭЛЕКТРОЗАКЛЕПКАМИ В. С. ЛАДНОВА | 1962 |
|
SU149168A1 |
| Станок для рифления деталей из листовых материалов | 1957 |
|
SU111343A1 |
| Установка для газоэлектрической сварки | 1960 |
|
SU134355A1 |