Известны устройства для сварки электрозаклепками, имеющие самоходную тележку, сварочную головку для автомати ческой дуговой сварки и Систему электромеханических щуноз, кулачко1В и электромагнитных муфт для управления отдельными механизмами устройства. Однако -в та:ких устройствах не .механизировано перемещение от одной сварочной позиции к другой.
Описываемое устройство для автоматизации перехода с позиции на позицию снабжено щуиа-ми, реагирующими иа наличие отверстий под 1заклеики в верхнем свариваемом элементе. В |случае Сварки без предварительного прокола отверстий используется щуп, реагирующий на узлы мерной проволоки, расположенные над изделием ,в соответствии с расположением подлежащих сварке заклепок.
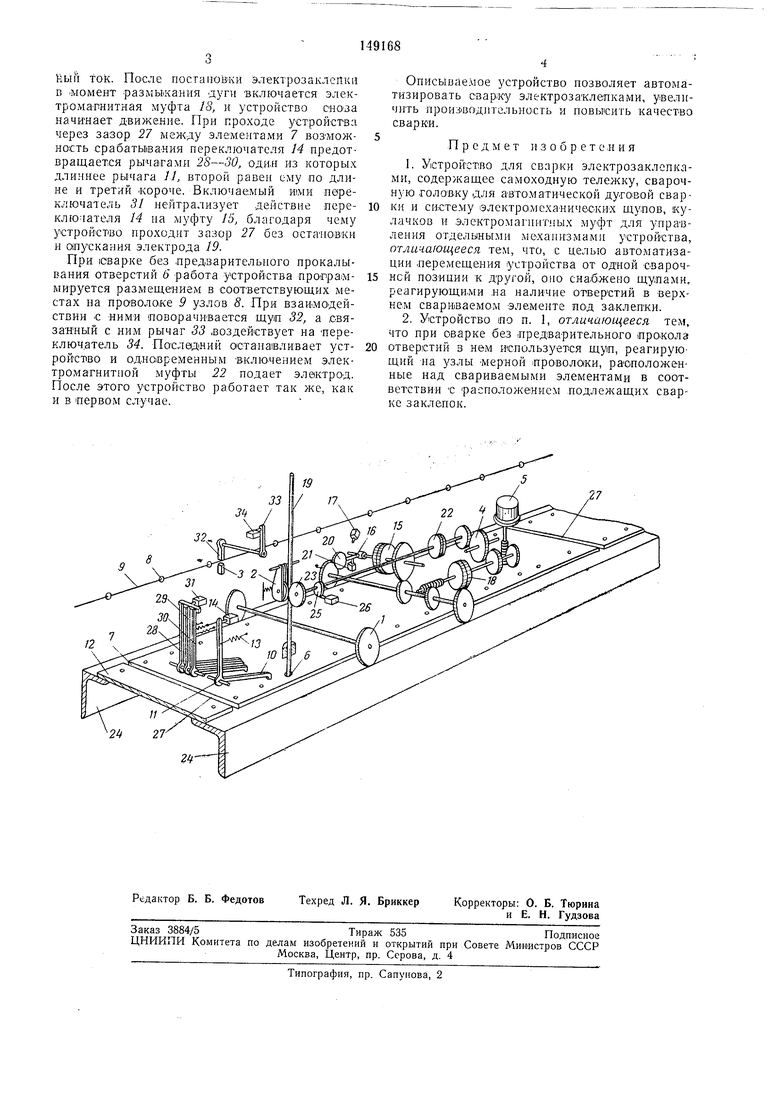
Па чертеже изображена схема описываемого устройства.
Устройство СОСТОИТ из самоходной тележки 1, сварочной головки 2, механизма 3 программирования, редуктора 4 и электродвигателя 5.
Устройство может производить сварку по программе, задаваемой заранее проколотыми отверстиями 6 в верхнем свариваемом элементе 7 или узлами S мерной проволоки 9, расположениой над элементом 7. В первом Случае при движении устройства конец 10
рычага t/i/, выполняющий роль щупа, скользит по поверхности 12 элемента 7 и прижи.мается к ней усилием пружины 13.
Когда конец 10 рычага 11 попадает в от.верстие 6, срабатывает переключатель 14, в результате чего включаегся электромагнитная муфта 15 и рычаг 16 поворачивается вверх. Конец рычага // выходит из от1верстия 6, после чего устройство продолжает двигаться
вдоль элемента 7. Когда под воздействием рычага 16 срабатывает переключатель 17 и выключается электрОМагнитная муфта 18, устройство останавливается. При этом электрод
19располагается точно над соответствующим отверстием 6, так как угол поворота рычага
16 в определенном масщтабе соответствует отрезку пути, который устройство должно пройти, чтобы достичь отверстия 6. При срабатывании переключателя 17 выключается муфта 15, рычаг 16 под воздействием груза
20опускается и воздействует на переключатель 2:1, включающий электромагнитную муфту 22. Ролик 23 начинает перемещать электрод 19 вниз, подавая его в отверстие 6 до
упора в нижний свариваемый элемент 24, после чего начинает проскальзывать по электроду. Так продолжается до тех пор, пока кулачок 25, повернувши.сь, не выключит муфту 22 посредством переключателя 26. ОдновременНын ток. После посга1юв.ки электрозаклепки в Момент размы кания дуги включается электромагнитная муфта 18, и устройство сно-за начинает движение. При проходе устройства через зазор 27 между элементами 7 возможность .срабатывания переключателя 14 предотвращается рычагами 2S-30, оди.н из которых длиннее рычага //, второй равен ему по длине и третий короче. Включаемый ими переключатель 31 нейтрализует действие переключателя 14 на муфту 15, благодаря чему устройсрво проходит зазор 27 без остановки и опускания электрода 19.
При юварке без предйарительного прокалывания отверстий 6 работа устройства программируется размещением в соответствующих местах на проволоке 9 узлов 8. При взаимодействии с ними поворачивается щуо 32, а связанный с ним рычаг 33 .воздействует на переключатель 34. Последний астанавливает устройство и одновременным включением электромагнитпой муфты 22 подает электрод. После этого устройство работает так же, как и в первом случае.
Описываемое устройство позволяет автоматизировать сварку электрозаклепками, увеличить произ1вод11тельно1сть и повысить качество сварки.
Предмет изобретения
1.Устройство для сварки электрозаклепками, содержащее самоходную тележку, сварочную головку для автоматической дуговой сварки и систему 1электр0|механичеокжх щупов, кулачков и электромагнигных муфт для управления отделынь ми механизмами устройства, отличающееся тем, что, с целью автоматизации перемещения устройства от одной сварочной позииии к другой, оно снабжено щупами, реагирующими .на наличие отверстий в верхнем свари1ваемом элементе по.д заклепки.
2.Устройство по п. 1, отличающееся тем, что при сварке без .предварительного прокола
отверстий в нем используется щуп, реагирующий иа узлы Мерной проволоки, расположенные над свариваемыми элементами в соответствии с расположением подлежащих сварке заклепок.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БОКОВЫХ СТЕН ГРУЗОВЫХ ВАГОНОВ И УСТРОЙСТВО ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2575112C2 |
| Устройство для сварки электрозаклепками | 1975 |
|
SU698736A1 |
| ЭЛЕКТРОЗАКЛЕПОЧНОЕ СОЕДИНЕНИЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2006 |
|
RU2375161C2 |
| Устройство для сварки | 1979 |
|
SU874292A1 |
| УСТРОЙСТВО для ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ВЕРТИКАЛЬНЫХ ШВОВ | 1967 |
|
SU203809A1 |
| Устройство для подачи электроднойпРОВОлОКи | 1979 |
|
SU821094A1 |
| Станок для автоматической дуговой сварки трубных решеток | 1958 |
|
SU118925A1 |
| Устройство для сварки электрозаклепками | 1985 |
|
SU1250421A1 |
| Устройство для дуговой сварки плавящимся электродом | 1976 |
|
SU719841A1 |
| Датчик положения свариваемого стыка | 1978 |
|
SU764890A1 |
