Известны станки для дуговой сварки замкнутых швов, состоящих из .прямолинейных участков и закруглений, имеющие сварочную головку, установленную на шарнирной подвеске, механизм поворота головки по окружности заданного радиуса и неподвижный стол для закрепления изделий,
Однако в таких станках процесс сварки недостаточно автоматизирован.
В описываемом станке для автоматизации процесса сварки головка и механизм ее поворота расположены на консоли, снабженной устройством для ее продольного перемещения относительно стола с изделием и электромеханической системой упоров, кулачков и электровыключателей, обеспечивающих включение механизма поворота сварочной -головки при сварке закруглений шва и включение устройства продольного .перемещения при сварке прямолинейных участков шва.
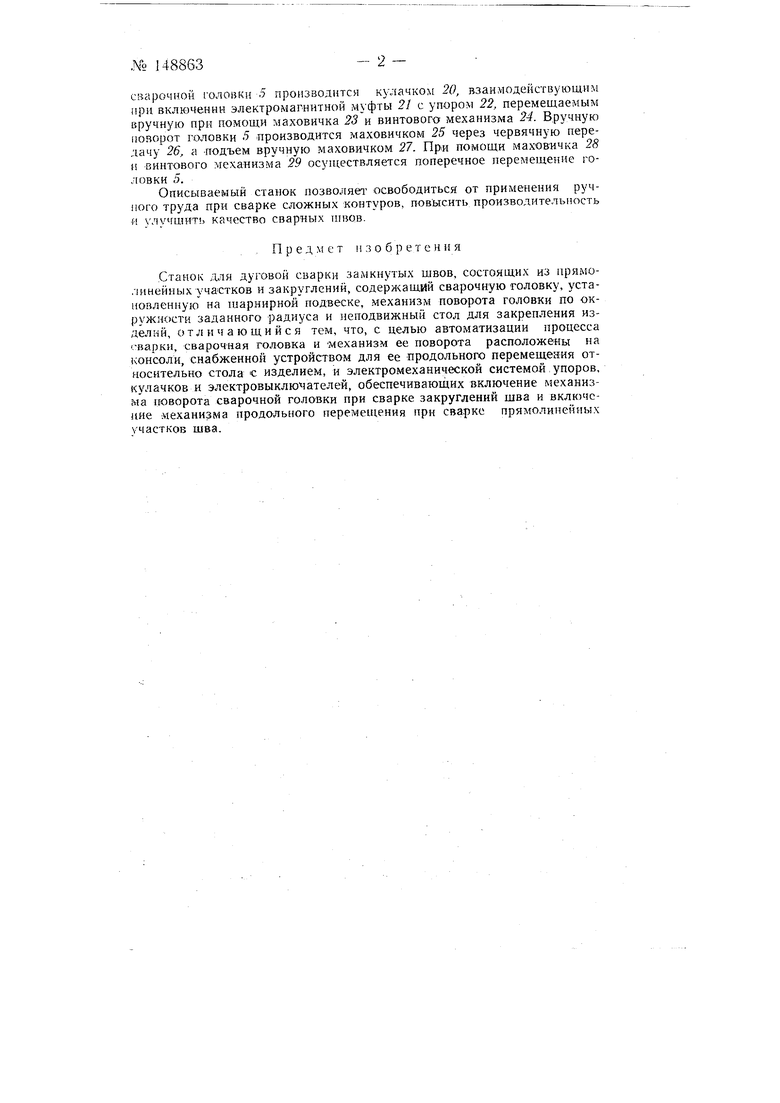
На фиг. 1 изображена схема станка; на фиг. 2 - вид по стрелке А
Станок для дуговой сварки замкнутых щвов состоит из основания /, стойки 2, стола 5, консоли 4, сварочной головки 5, механизма 6 поворота головки, устройства 7 продольного перемещения консоли 4 и элекгродвигателей 8, 9При сварке замкнутых швов на их прямолинейных участках происходит перемещение консоли 4 на катках 10 по направляющим //.В момент взаимодействия программного линейного упора 12 с электровыключателем 13 происходит выключение электромагнитной муфты 14 устройства 7, перемещение консоли 4 прекращается, а мехаяизм 6 начинает поворачивать головку 5 относительно свариваемого изделия 15 таким образом, чтобы электрод 16 всегда располагался по нормали к шву на его криволинейных участках. Направление движения головки 5 определяется копирным устройством в сочетании с программным диском 17, взаимодействующим с электровыключателем 18, включающим или выключающим электромагнитную муфту 19. Подъем или опускание
.NO 148863
сварочной головки 5 производится кулачкох 20, взаимодействующ.им при включении электромагнитной 21 с упором 22, перемещаемым вручную при помощи маховичка 23 и винтового механизма 24. Вручную поворот головки .5 производится маховичком 25 через червячную передачу 26, а Подъем вручную маховичком 27. При помощи маховичка 28 и винтового механизма 29 осупхествляется поперечное перемещение головки 5.
Описываемый станок позволяет освободиться от применения ручного труда при сварке сложных контуров, повысить производительность и улучшить кйчество сварных гивов.
. Предмет изобретения
.Станок для дуговой сварки замкнутых швов, состоящих из прямолинейных участков и закруглений, содержащий сварочную головку, установленную на шарнирной подвеске, механизм поворота головки по окружности заданного -радиуса и неподвижный стол для закрепления изделий, отличающийся тем, что, с целью автоматизации процесса -варки, сварочная головка и механизм ее поворота расположены на онсоли, снабженной устройством для ее продольного перемещения относительно стола с изделием, и электромеханической системой упоров, кулачков и электровыклюмателей, обеспечиваю1цих включение механизма поворота сварочной головки при сварке закруглений щва и включение механиз1ма продольного перемещения при сварке прямолинейных участков шва.
23 24 4
27 20 22
8
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для автоматической дуговой сварки ободов колес | 1960 |
|
SU137209A1 |
| Станок для автоматической сварки | 1959 |
|
SU130131A1 |
| Устройство для автоматической сварки | 1960 |
|
SU138679A1 |
| Устройство для автоматической сварки | 1956 |
|
SU114970A1 |
| Станок для обварки трубок в трубных решетках | 1959 |
|
SU126568A1 |
| Станок для автоматической дуговой сварки трубных решеток | 1958 |
|
SU118925A1 |
| Станок для обварки трубок в трубных решетках | 1959 |
|
SU132739A1 |
| Установка для автоматической сварки замкнутых швов с радиусными скруглениями | 1982 |
|
SU1038161A1 |
| УСТРОЙСТВО для СВАРКИ ЭЛЕКТРОЗАКЛЕПКАМИ В. С. ЛАДНОВА | 1962 |
|
SU149168A1 |
| Станок для сварки резервуаров | 1958 |
|
SU121890A1 |


