Изобретение касается станков для автоматическо дуговоГ сварки трубных решеток, в которых трубки расположены по концентрическим окружностям.
Известные станки такого рода, также содержащие головку для автоматической дуговой сварки, механизм для кругового перемещения головки при обварке трубки, механизм для перемещения изделия и головки, с целью перехода на очередную позицию сварки в соответствии с расположением трубок в решетке, не обеспечивают автоматического перехода на очередную позицию сварки в решетках с круговым расположением трубок.
Для устранения указанного недостатка предлагается снабдить станок поворотным столом для закрепления изделия, а сварочную головку закрепить на иолзуне, который перемещается но отношению к свариваемой решетке в радиальном направлении и движется иод действием противовеса при взаимодействии упоров нолзуна и делительпого диска, связанного с механизмо.м кругового вращения сварочной головки и механизмом поворота стола.
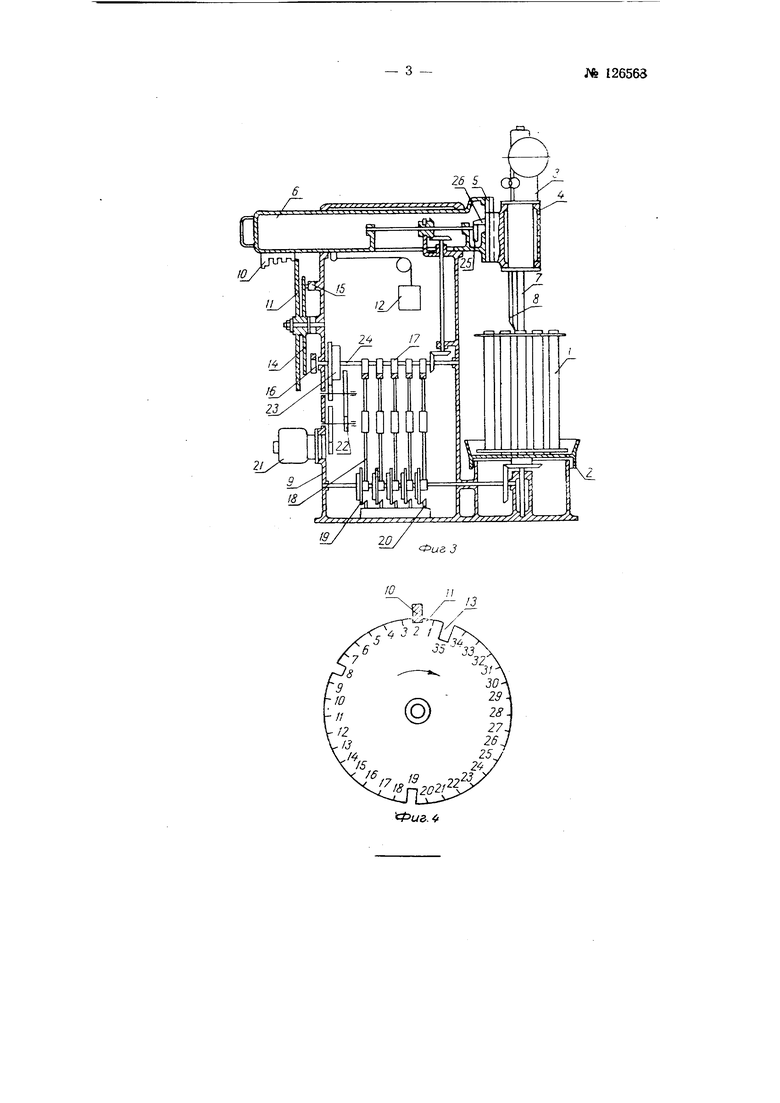
На фиг. 1 и 2 показано расположение трубок в рещетках и последовательность их обварки; на фиг. 3 изображена схема предлагаемого станка; на фиг. 4 - делительный диск станка.
Свариваемое изделие 1 устанавливается на иоворотном столе 2. Сварочная головка 3, снабженная механизмом подачи электрода и механизмом вращения головки- закреплена на опоре 4, которая закреплена а направляющих 5 ползуна 6. Сварочная головка снабжена центрирующим стержне.м 7 и сварочным мундштуком 8. Ползун находится в направляющих станины 9 и перемещается по горизонтали. Упор 10 закреплен на заднем конце иолзуна и взаимодействует с делительным диском //. Противовес 12 стремится передвинуть лолзун вправо, а упор W и делительный диск 11 препятствуют такому перемещению. Делительный диск
№ 126568
(фиг. 4) снабжен пазами 13, которые имеют различную глубину, в соответствии с высотой выступов упора 10. Ползун может перемещаться вправо в тех случаях, когда делительный диск устанавливается так, что его паз совпадает с упором. Величина перемеш,ения ползуна определяется расстоянием между выступами упора.
Поворот делительного диска осуществляется с помощью храпового колеса 14, снабженного фиксатором 15. Кулачок/& через толкатель (на чертеже не ноказан) воздействует на храповое 14 и поворачивает его и делительный диск. Поворот стола 2 происходит с помощью кулачка 17, толкателя 18 и храпового колеса 19, удерживаемого фиксатором 20. Электродвигатель 21 через щестерни 22 и электромагнитную муфту 23 вращает вал 24 с кулачками 17. С помощью кулачка 25 и упора 25 опора 4 со сварочной головкой и центрирующий стержень 7 поднимаются кверху при переходе на очередную сварочную позицию.
Таким образом, в заранее установленный момент времени происходит поворот стола 2 с изделием для перехода на очередную позицию сварки в пределах одрюй окружности и перемещение ползуна 6 со сварочной головкой для перехода с одной окружности на другую.
Пред м е т и з о б р е т е и и я
Станок для обварки трубок в трубных рещетках, содержащий голозку для автоматической дуговой сварки, механизм для кругового перемещения головки при обварке трубки, механизм для перемещения изделия и головки, с целью перехода на очередную позицию сварки в соответстви:с расположением трубок в рещетке, отличающийся тем, что, с целью обеспечения автоматического перехода на очередную позицию сварки в рен1етках с круговым расположением трубок, станок снабжен поворотным столом для закрепления изделия, а сварочная головка закреплена на ползуне, который перемещается по отнощению к свариваемой рещетке в радиальном направлении и движется под действием противовеса при взаимодействии упоров ползупа и делительного диска, связанного с механизмом кругового вращения сварочной головки и механизмом поворота стола.

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для автоматической дуговой сварки трубных решеток | 1958 |
|
SU118925A1 |
| Станок для обварки трубок в трубных решетках | 1959 |
|
SU132739A1 |
| Станок для дуговой сварки замкнутых швов | 1961 |
|
SU148863A1 |
| Станок для автоматической дуговой сварки ободов колес | 1960 |
|
SU137209A1 |
| Станок для автоматической сварки | 1959 |
|
SU130131A1 |
| Устройство для автоматической сварки | 1960 |
|
SU138679A1 |
| Устройство для автоматической сварки | 1956 |
|
SU114970A1 |
| Переносное устройство для электродуговой обварки трубок | 1961 |
|
SU140513A1 |
| Машина для контактной точечной сварки | 1977 |
|
SU740438A1 |
| УСТАНОВКА Для СБОРКИ И СВАРКИ | 1969 |
|
SU252520A1 |
.2
Фиг./
