Известны отаики для автоматической сварки изделий со швом криволинейной формы. Они Имеют сварочную головку, перемещаемую по направляющим при помощи ходового винта, и механизм для закрепления И поворота изделия в процессе сварки. Такие станки не обеспечивают постоянной скорости сварки щвов, имеюн1и.х прямолинейные н криволинейные участки.
В описываемом станке механизм поворота изделия расположен на подвижной тележке. Он содержит закрепленный на одной оси с «зделием копир с рабочей, поверхностью, повторяющей форму сварного шва. Копир охвачен тросом, один конец которого закреплен на копире, а второй-на корпусе станка. При перемещении подвижной тележки, осуществляелюМ в результате взаимодейств-ия упора движущейся сварочной головки с откидными упорами подвижной телелжи. трос сматывается с копира и осуществляет поворот изделия. Такое устройство станка обеспечивает постоянную скорость сварки 1пвов, Имеющ,их прямолинейные и криволинейные участки.
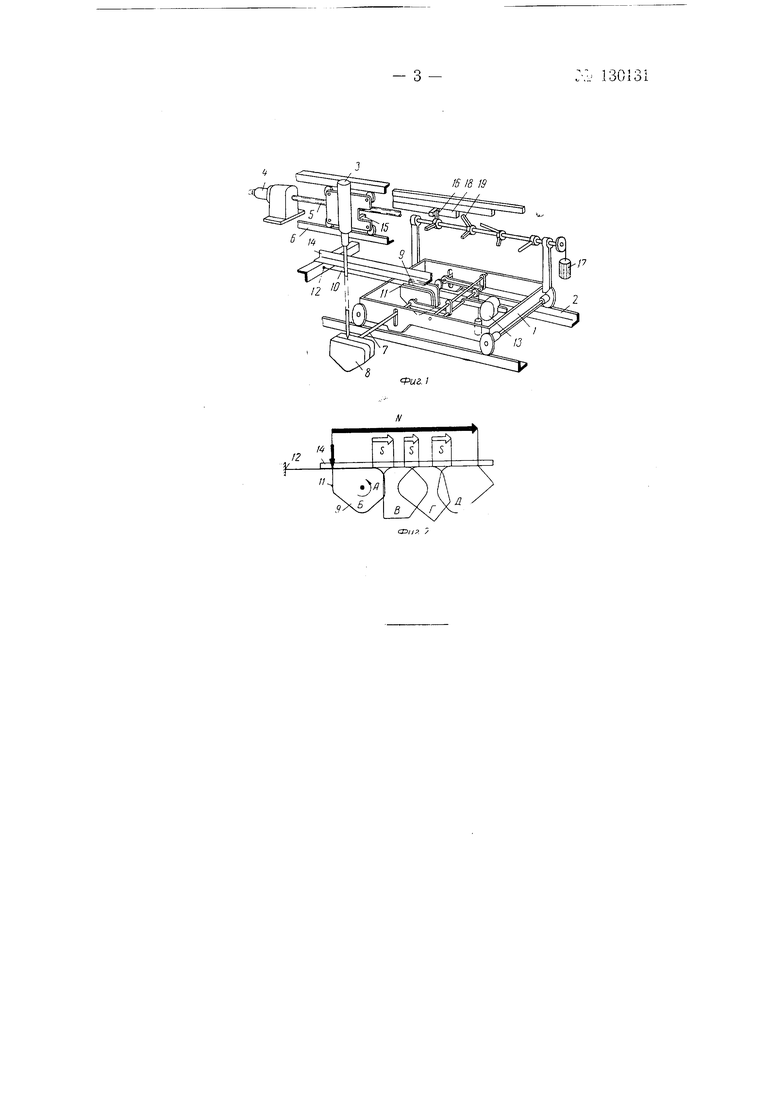
На фиг. 1 изображена схема описываемого станка; на фиг. 2- схема процесса сварки, где движение сварочной головки обозначено стрелкой Л , а движение подвижной тележки-стрелкой S.
Описываемый станок состоит из двух основных уз.лов: из подвижной тележки 1, перемещающейся по рельсам 2, и сварочной го.говки 3, перемещающейся при помощи мотора 4 и вннта 5 по рельсам 6.
На подвижной тележке 1 расположен механизм поворота )зделия. О« представляет собою ось 7, па одном конце которой закреплено изделие 9 н на другом конце-копир 9. Копир охвачен тросом 10, один конец которого закреплен па копире в точке //, а другой-на корпусе станка з точке 12. Поверхность копира 9 повторяет форму сварного щва. Ось 7 может вращаться, а также перемен аться в вертикальном направлении в имеющейся прорези. Копир 9 при помонщ груза ./5 приj b {30131
жимается к балке 14. Сварочная головка 3 при ломощи винта 5 передвигается Еправо и производит сварку прямолинейного участка изделия. В это время тележка 1 остается неподвижной. Копир и изделие находятся в положении Б. При подходе мундштука сварочной головки 3 к точке перехода на криволинейный участок Зпор 15 (иа тележке сварочной головки) подойдет « откидному упору 16 ..ной тележки 1. Тогда сварочная головка 3 начнет передвигать подвижную тележку 1. Трос 10, сматываясь с копира 9, осуществит поворот копира У и изделня 5 по стрелке А в положение В. В точке перехода на прямой участок сварки откидной упор 16 подвижной тележки 1 при помощи груза 17 соскочит с плаики 18 и упора 15. Тележка остановится. Сварочная головка 5, передвигаясь вправо, бздет сваривать прямолинейный участок до подхода к следующей точке перехода на криволинейный участок. Тогда упор 15 подойдет к следующему откидному упору 19 подвижной тележки /, заставит ее передвигаться вправо. Сматываясь с копира 9, трос 10 повернет копир 9 и изделие 8 в положение Г, а потом, пройдя тот же цикл,-в положение Д.
Предмет изобретения
Станок для автоматической сварки изделий со швом криволинейной формы, содержащий сварочную головку, перемещаемую по напрааляющим при помощи ходового винта, и механизм для закрепления и поворота изделия в процессе сварки, отличающийся тем, что, с целью обеспечения постоянной скорости сварки швов, имеющих прямолинейные и криволинейные участки, механизм поворота изделия расположен на подвижной тележке и содержит закрепленный на одной оси с изделием копир с рабочей поверхностью, повторяющей форму свариваемого щва, причем копир охвачен тросом, один конец которого закреплен на копире, а второй-«а корпусе станка так, что при перемещении подвижной тележки, осуществляемом в результате взаимодействия упора движущейся сварочной головки с откидными упорами подвижной тележки, трос сматывается с копира и осуществляет поворот изделия.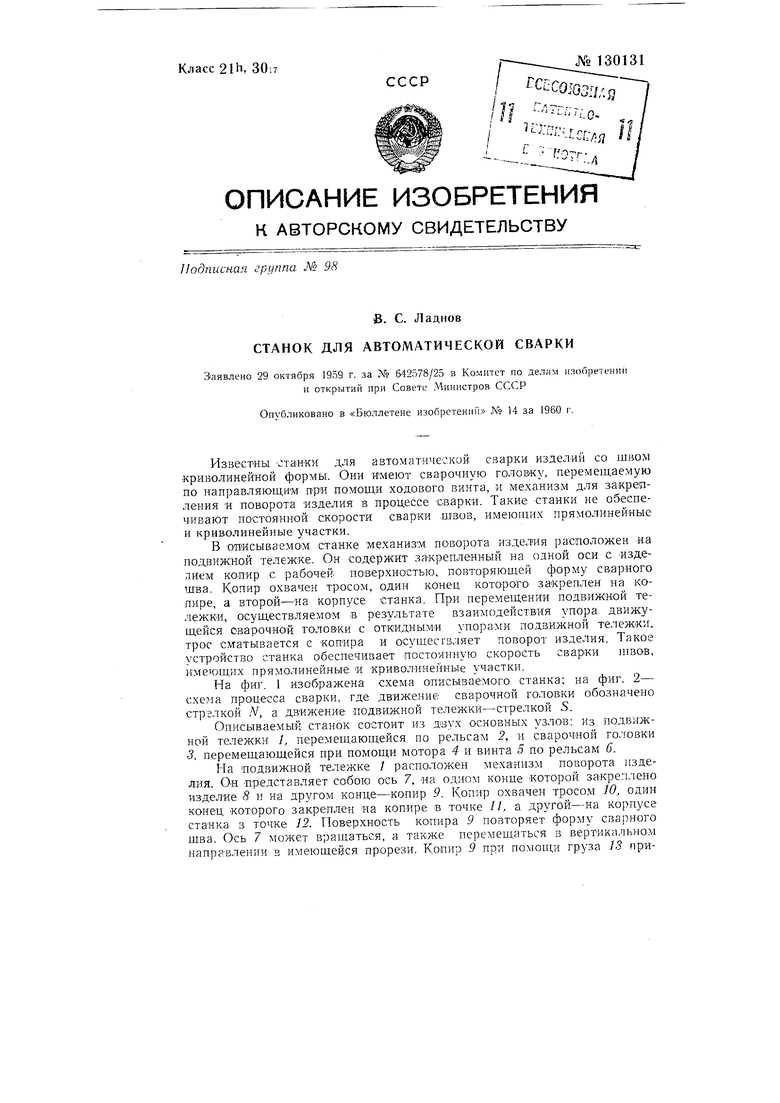
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для дуговой сварки замкнутых швов | 1961 |
|
SU148863A1 |
| Устройство для автоматической сварки | 1960 |
|
SU138679A1 |
| Устройство для автоматической сварки | 1956 |
|
SU114970A1 |
| Станок для автоматической дуговой сварки ободов колес | 1960 |
|
SU137209A1 |
| Станок для автоматической дуговой сварки трубных решеток | 1958 |
|
SU118925A1 |
| Станок для обварки трубок в трубных решетках | 1959 |
|
SU126568A1 |
| Станок для обварки трубок в трубных решетках | 1959 |
|
SU132739A1 |
| Устройство для сварки криволинейных швов | 1981 |
|
SU959970A1 |
| Следящее устройство для сварки криволинейных угловых швов | 1987 |
|
SU1447625A1 |
| Устройство для сборки и сварки кожухов центробежных вентиляторов | 1985 |
|
SU1316777A1 |