Конструкции двух валковых станков для гофрирования изделий пз листового материала, состоящие из ряда дисков, установленных на валах, известны.
Однако такие станки не позволяют производить глубокое рифление деталей, что снижает их эксплуатационные качества.
Описываемый станок не имеет указанного недостатка. Это достигается установкой на валах дисков с промежутками и применением отдельного привода для сближения дисков от краев валков к середине в процессе рифления изделия. При этом привод дисков выполнен в виде, нескольких винтов, пропущенных сквозь диски и расположенных параллельно валу.
Винты снабжены правой и левой резьбой, а их щаг выполнен постепенно увеличивающимся от середины к концам для сохранения одинакового расстояния между дисками при их сближении.
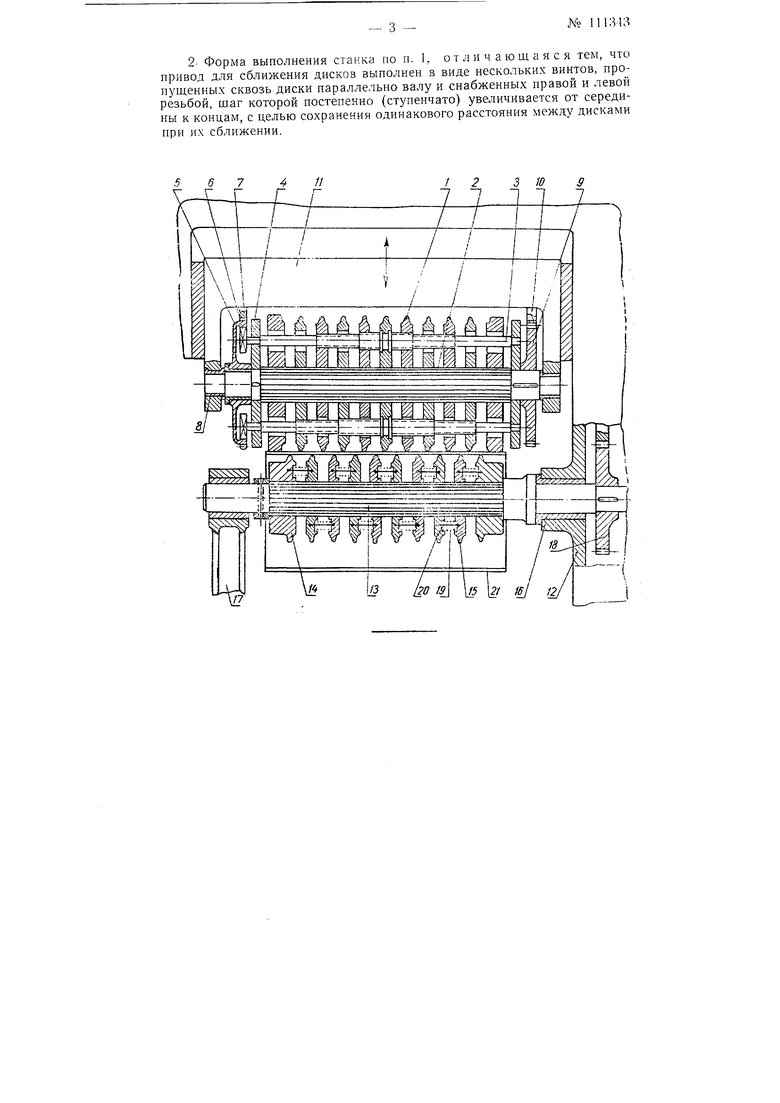
На чертеже схематически изображен станок в разрезе.
Станок имеет два валка, из которых верхний состоит из дисков 1, шлицевого вала 2 и привода, выполненного из нескольких винтов 3, расположенных параллельно валу 2. Винты 3 снабжены правой и левой резьбой, щаг которой постепенно (ступенчато) увеличивается от середины к концам.
Наружная цилиндрическая поверхность дисков / имеет очертание., которое соответствует профилю гофрирования. Диски / установлены на валу 2 с определенными промежутками и соединены винтами 5. Причем каждый из дисков соединен тремя такими винтами, равномерно расположенными по окружности, остальные же винты пропущены через отверстия в них свободно. Такое конструктивное сочетание винтов и дисков дает возможность сохранять одинаковое расстояние между дисками, при их сближении от краев валков к середине. Винты 3 имеют опоры в боковых стенках 4, которые жестко закреплены на шлицезом валу 2. При
NO 111343
вращении вала вращаются диски / вместе с боковыми стенками 4 и винтами 3.
На шлицевом валу 2 на втулке размещен блок щестерен, у которого щестерня 5 внутренним зацеплением соединена с шестернями 6 и винтом 3, а наружным зацеплением она соединена с шестерней 7 коробки передач. При вращении блока шестерен относительно вала 2 вращаются щестерни б, а следовательно, и винты 3.
Вал 2 с дисками 1 вращается во втулках 8 через шестерни 9 н 10, из которых шестерня 9 жестко закреплена на валу 2, а щестерня 10 соединена с коробкой передач.
Вал 2 с дисками / и блоком шестерен вмонтирован в раму //, которая по направляющим станины 12 станка может перемещаться вверх и вниз. Передвижение рамы производится винтами (не показаны на чертеже), получающими вращение от коробки передач- Скорость подачи регулируется сменными шестернями.
На нижнем шлицевом валу J3 расположены диски 14 и 15. Один конец вала опирается на втулку 16 станины 12 и на вторую опору (не показана на чертеже), что дает возможность валу находиться консольно. Второй конец вала 13 опирается на откидной кронштейн /7. Вал 13 получает вращение через шестерню 18, от коробки передач, имеющей сменные шестерни.
Диски 14 и 15 могут быть соединены с винтами, как и диски верхнего вала, если это позволяют габариты дисков, которые зависят от изделий и определяются из условия свободного снятия готового изделия с дисков.
дисками М и 13 установлены пружины 19, служащие для раздвигания дисков, и ограничители 20, которые ограничивают раздвижение их. Пружины и ограничители расположены равномерно по окружности дисков. Наибольшее расстояние между верщинами дисков нижнего вала соответствует наибольщему расстоянию между вершинами дисков верхнего вала и зависит от установ.генного начального нгага для заготовки изделияЗаготовка 21 изделия надевается на диски 14 и /5 нижнего вала до упора, при снятом откидном кронштейне 17, после чего откидной кронП1тейн ставится на место и поддерживает вал 13.
Верхний вал с дисками опускается до соприкосновения их гребней с поверхностью заготовки. Причем диски валов расставлены шире шага окончательных гофров. После этого включается электродвигатель, передающий вращение через шестерни верхним и нижним дискам.
Одновременно движение сообщается винтом 3 через планетарную зубчатую передачу дискам и раме //.
После образования гофров расстояние между дисками / постепенно уменьшается, причем средний диск верхнего валка остается неподвижным, а уменьшение расстояния между дисками происходит за счет их сближения от концов к середине посредством винтов.
При окончании рифления изделия горизонта/гьная и вертикальная подачи дисков выключаются автоматически.
Предмет изобретения
1. Станок для рифления деталей из листовых материалов, состоящий -из двух валков, снабженных дисками, сидящими на валах, отличающийся тем, что, с целью формовки глубоких рифлений, диски установлены с промежутками и сближаются от краев валков к середине посредством отдельного привода.