щетки напряжение от DIHH 10 подается к пружинным контактам. При подходе держателя 3 ламп к механизму 12 загрузки ламп ролики, обкатывая путевой кулак 35, разводят прижим. Через штыри приоткрываются захваты. При дальнейшем движении с помощью захвата и прижима лампа перемещается по транспортеру. При дальнейшем движении лампы напряжение от шин 10 через щетки подается на пружинные контакты. В это время ролик поджат на путевой кулак 11, поворачивая вниз рычаг, и лампа
цокольной частью присоединяется к пружинным контактам. Ролик сходит с путевого кулака 11 и держатель 3 ламп за счет пружины возвращается в исходное состояние. Если лампа дефектная. То срабатывает реле и кулак 41 взаимодействует с прижимом, раскрывая захват лампы, и она попадает в лоток 42. Если лампа годная, то она беспрепятственно проходит до кулака 38, который разводит прижим. Захват раскрывается, и лампа попадает в направляющие 37. 4 ил.

Изобретение относится к области электротехники и может быть использовано в производстве ламп накаливания для их автоматического контроля и отбраковки. Целью изобретения является увеличение производительности автомата. Электродвигатель приводит в непрерывное движение конвейер. Через (Л to С 15 Риг.2
Изобретение относится к области электротехники машиностроения и может быть использовано в производстве ламп накаливания для их автоматического контроля и отбраковки.
Цель изобретения - увеличение производительности.
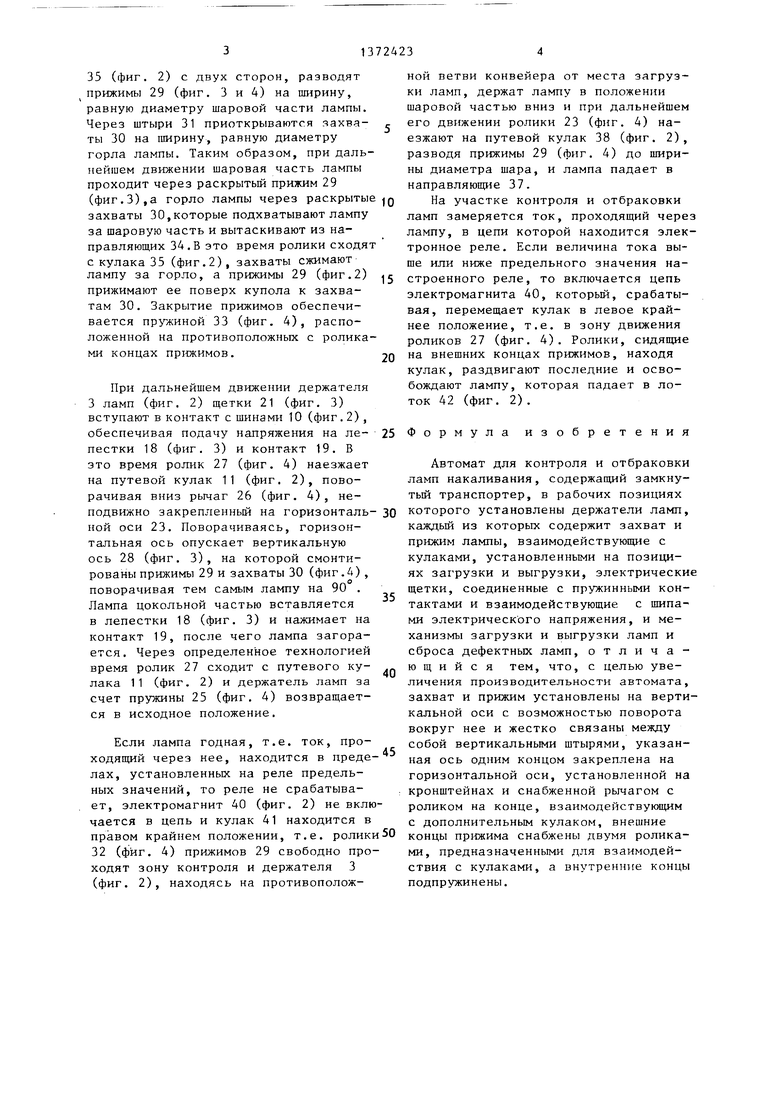
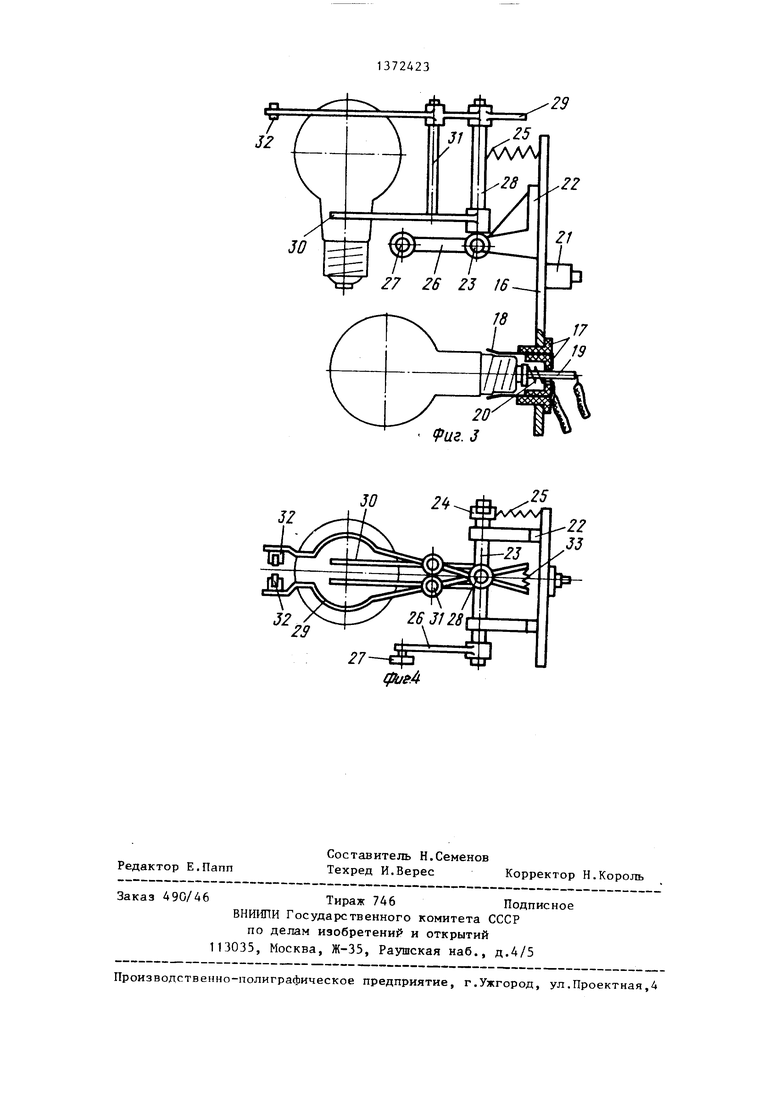
На фиг. 1 изображен предлагаемый автомат, вид спереди; на фиг. 2 - то же, вид сбоку; на фиг. 3 - держатель лампы, вид сбоку; на фиг. 4 - то же, вид сверху.
Автомат содержит стол 1, на котором установлены два вертикально рас- положенных конвейера 2, на звеньях которого закреплены держатели 3 ламп смонтированные на кронштейнах 4 посредством валов 5, и получающие движение через электромагнитные муфты 6, редуктор 7 и цепную передачу 8 от электродвигателя 9, шины 10 низкого и высокого напряжения (фиг. 2), путевой кулак 11, механизм 12 загрузки ламп, устройство 13 для выгрузки ламп, устройство 14 для сброса дефектных ламп, пульт 15 управления.
Держатель 3 ламп (фиг.1,3 и 4) включает основание 16, изоляционные втулки 17, пружинные лепестковые кон- такты 18, подвижный контакт 19 с пружиной 20, щетку 21, два кронштейна 22 (фиг. 4), несущих ось 23, на одном конце которой смонтирован рычаг 24 с пружиной 25 возврата, на другом - рычаг 26 с роликом 27. В середине оси 23 смонтирована вертикальная ось
с п 25
-JQ
5
28 (фиг. 3), несущая прижим 29 и зажим 30, соединенных между собой штырями 31. Прижимы 29 на внешних концах имеют ролики 32 (фиг. 4), а внутренние их концы соединены пружиной 33.
Устройство 12 (фиг. 2) для загрузки ламп состоит из неподвижных направляющих 34, неподвижного путевого кулака 35, смонтированных на кронштейне 36.
Устройство 13 для съема годных ламп состоит из неподвижных направляющих 37, неподвижного путевого кулака 38, смонтированных на кронштейнах 39.
Устройство 14 для сброса негодных ламп состоит из электромагнита 40, перемещающегося кулака 41, лотка 42, смонтированных на кронштейне 43. Ведущая звездочка 44 и натяжная 45 закрываются кожухом 46, закрепленным на кронштейне 47 (фиг. 1).
Автомат работает следующим образом.
С пульта 15 управления (фиг. 1) включается электродвигатель 9, который через цепную передачу 8, редуктор 7, электромагнитные муфты 6 приводит в непрерывное движение конвейер 2. Через щетки 21 (фиг. 3) напряжение от шин 10 (фиг. 2) подается по проводам лепесткам 18 и подвижному контакту 19.
При подходе держателя 3 ламп к .устройству 12 загрузки ламп ролики j2 (фиг. 4), обкатывая путевой кулак
35 (фиг. 2) с двух сторон, разводят прижимы 29 (фиг. 3 и 4) на ширину, равную диаметру шаровой части лампы. Через штыри 31 приоткрываются захва- ты 30 на ширину, равную диаметру горла лампы. Таким образом, при дальнейшем движении шаровая часть лампы проходит через раскрытый прижим 29 (фиг.3),а горло лампы через раскрыты захваты 30,которые подхватывают лампу за шаровую часть и вытаскивают из направляющих 34.В это время ролики сходя с кулака 35 (фиг.2), захваты сжимают лампу за горло, а прижимы 29 (фиг.2) прижимают ее поверх купола к захватам 30. Закрытие прижимов обеспечивается прг/киной 33 (фиг. 4), расположенной на противоположных с роликами концах прижимов.
При дальнейшем движении держателя 3 ламп (фиг. 2) щетки 21 (фиг. 3) вступают в контакт с шинами 10 (фиг.2), обеспечивая подачу напряжения на ле- пестки 18 (фиг. 3) и конта-кт 19. В это время ролик 27 (фиг. 4) наезжает на путевой кулак 11 (фиг. 2), поворачивая вниз рычаг 26 (фиг. 4), неподвижно закрепленный на горизонталь ной оси 23. Поворачиваясь, горизонтальная ось опускает вертикальную ось 28 (фиг. 3), на которой смонтированы прижимы 29 и захваты 30 (фиг.4), поворачивая тем самым лампу на 90 . Лампа цокольной частью вставляется в лепестки 18 (фиг. 3) и нажимает на контакт 19, после чего лампа загорается. Через определенное технологией время ролик 27 сходит с путевого ку- лака 11 (фиг. 2) и держатель ламп за счет пружины 25 (фиг. 4) возвращается в исходное положение.
Если лампа годная, т.е. ток, проходящий через нее, находится в преде лах, установленных на реле предельных значений, то реле не срабатывает, электромагнит 40 (фиг. 2) не включается в цепь и кулак 41 находится в правом крайнем положении, т.е. ролик 32 (фиг. 4) прижимов 29 свободно проходят зону контроля и держателя 3 (фиг. 2), находясь на противополож
Q с 0
5 0
0
5
ной ветви конвейера от места загрузки ламп, держат лампу в положении шаровой частью вниз и при дальнейшем его движении ролики 23 (фиг. 4) наезжают на путевой кулак 38 (фиг. 2), разводя прижимы 29 (фиг. 4) до ширины диаметра шара, и лампа падает в направляющие 37.
На участке контроля и отбраковки ламп замеряется ток, проходящий через лампу, в цепи которой находится электронное реле. Если величина тока выше или ниже предельного значения настроенного реле, то включается цепь электромагнита 40, который, срабатывая, перемещает кулак в левое крайнее положение, т.е. в зону движения роликов 27 (фиг. 4). Ролики, сидящие на внешних концах прижимов, находя кулак, раздвигают последние и освобождают лампу, которая падает в лоток 42 (фиг. 2).
Формула изобретения
Автомат для контроля и отбраковки ламп накаливания, содержащий замкнутый транспортер, в рабочих позициях которого установлены держатели ламп, каждый из которых содержит захват и прижим лампы, взаимодействующие с кулаками, установленными на позициях загрузки и выгрузки, электрические щетки, соединенные с пружинными контактами и взаимодействующие с шипами электрического напряжения, и механизмы загрузки и выгрузки ламп и сброса дефектных ламп, отличающийся тем, что, с целью увеличения производительности автомата, захват и прижим установлены на вертикальной оси с возможностью поворота вокруг нее и жестко связаны между собой вертикальными штырями, указанная ось одним концом закреплена на горизонтальной оси, установленной на кронштейнах и снабженной рычагом с роликом на конце, взаимодействующим с дополнительным кулаком, внешние концы прижима снабжены двумя роликами, предназначенными для взаимодействия с кулаками, а внутренние концы подпружинены.
Фиг.
32
32
29
29
Z2
| Полуавтомат для контроля и отбраковки ламп накаливания | 1982 |
|
SU1121722A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для технического контроля и отбраковки ламп накаливания | 1976 |
|
SU652628A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
