1
Изобретение относится к электротехнике, в частности к устройствам для контроля электрических ламп накаливания и отбраковки негодных ламп при их изготовлении,
Известно устройство для контроля ламп накаливания, содержащее замкнутьй транспортный механизм с механизмами захвата и прия;има лампы, взаимодействующими с кулачками, установленными на позициях загрузки, раз,грузки, и механизм сбрасывания дефектных ламп11,
Выгрузка дефектных ламп на этом устройстве проходит путем срабатывания сложного многоэлементного механизма захвата и прижима лампы и механизма сбрасывания дефектных ламп
Наиболее близким к предлагаемому является автомат для контропя и , отбраковки ламп накаливания, содержащий механизмы съема годных и отбракованных ламп, кронштейны, установленные на карусели, развитую систему криволинейных направляющих и коллектор с шинами низкого и высокого напряжения, подводимого посредством щеток к расположенным на подвижной карусели позициям для ламп.
Однако на этом автомате можно контролировать только один типоразме ламп накаливания общего назначения. Для проверки другого типоразмера лампы требуется сложная перестройка. Лампы накаливания другой формы, отличающейся от формы ламп общего назначения, например-галогенные, не могут быть использованы в автоматеtZ
Кроме того, недостатками этого автомата являются жестко установленный технологический цикл проверки лампы, невозможность изменения места проверки лампы врепения еще нескольких узлов контроля, необходимых по технологии, обеспечивающих проверку лампы не только по целостности тела накала, но и другим электрическим параметрам.
Цель изобрения - расширение технологических возможностей и упрощение конструкции автомата.
Указанная цель достигается тем, что в полуавтомате для контроля и отбраковки ламп накаливания, содержащем установленные на станине механизм съема отбракованных ламп, механизм съема годных ламп, коллектор с шинами низкого и высокого напряжения
222
подводимого посредством щеток к расположенным на подвижной карусели позициям для ламп, снабженным контактами для подключения лампы к электрической схеме, каждая позиция полуавтомата снабжена разгрузочным лотком и элементами базировки и загрузки, а механизм съема отбракованных ламп снабжен золотником, регулирующим подачу сжатого воздуха на позицию для лампы, приводимым в действие с помощью электромагнита, включенного в цепь контролируемой лампы.
Элементы базировки и загрузки позиции для лампы могут быть выполнены в виде призмы, установленной на одном конце двуплечего рычага, на втором конце которого расположен противовес, обеспечивающий контакт лампы с токоподводящими элементами, и ролик, взаимодействующий с копиром.
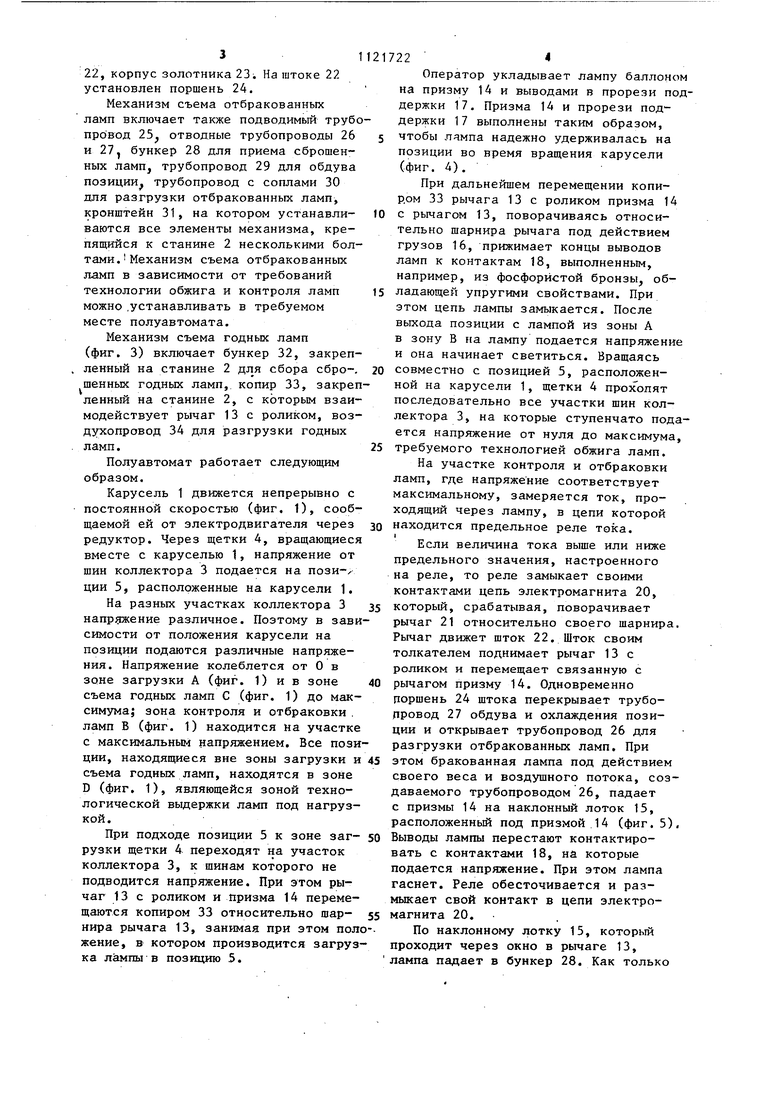
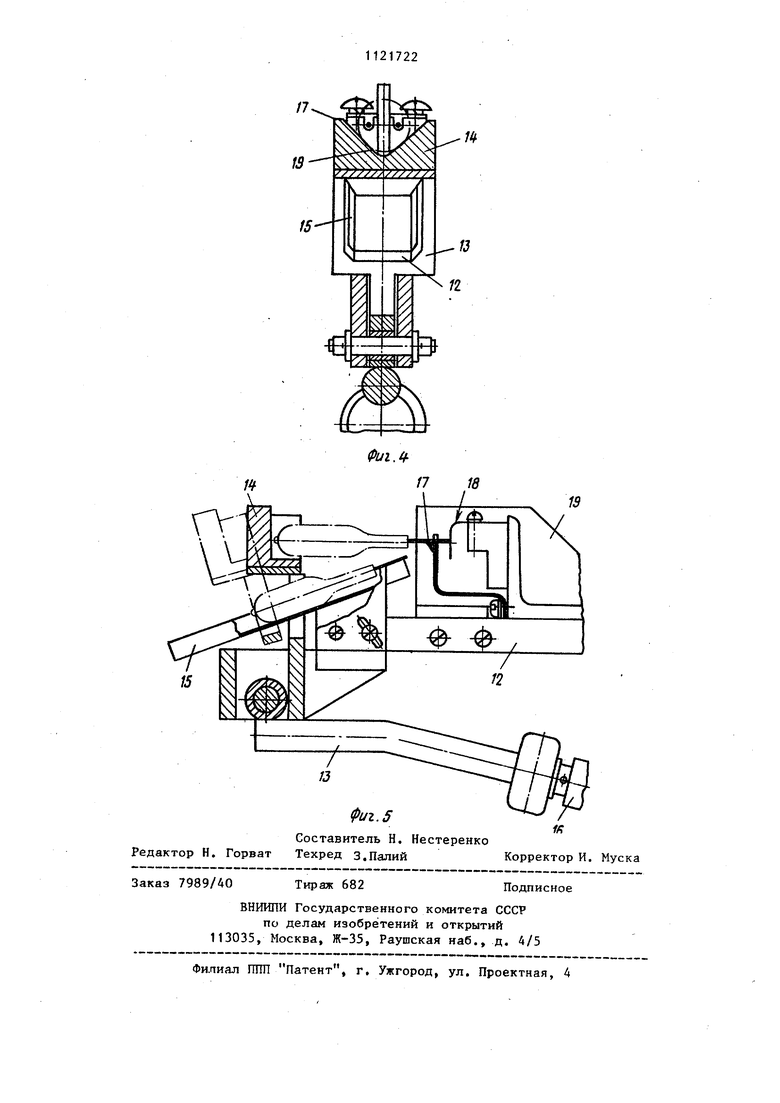
На фиг. 1 показан полуавтомат для контроля и отбраковки ламп накаливания, общий вид в плане; на фиг. 2 позиция и механизм съема отбракованных ламп; на фиг. 3 - позиция и механизм съема годных ламп; на фиг. 4элементы позиции в разрезе - призма, рычаг с окном, поддержки, лоток; на фиг. 5 - позиция в положении загрузки и разгрузки лампы. Полуавтомат (фиг. 1) включает карусель 1, установленную на станине 2, коллектор 3 с шинами низкого и высокого напряжения, щетки 4 и позиции 5, расположенные на подвижной карусели. На станине 2 установлены столик 6 для загрузки ламп в позиции 5, механизм съема годных ламп 7, механизм съема отбракованных ламп 8, воздухопроводы 9, 10 и электрошкаф 11.
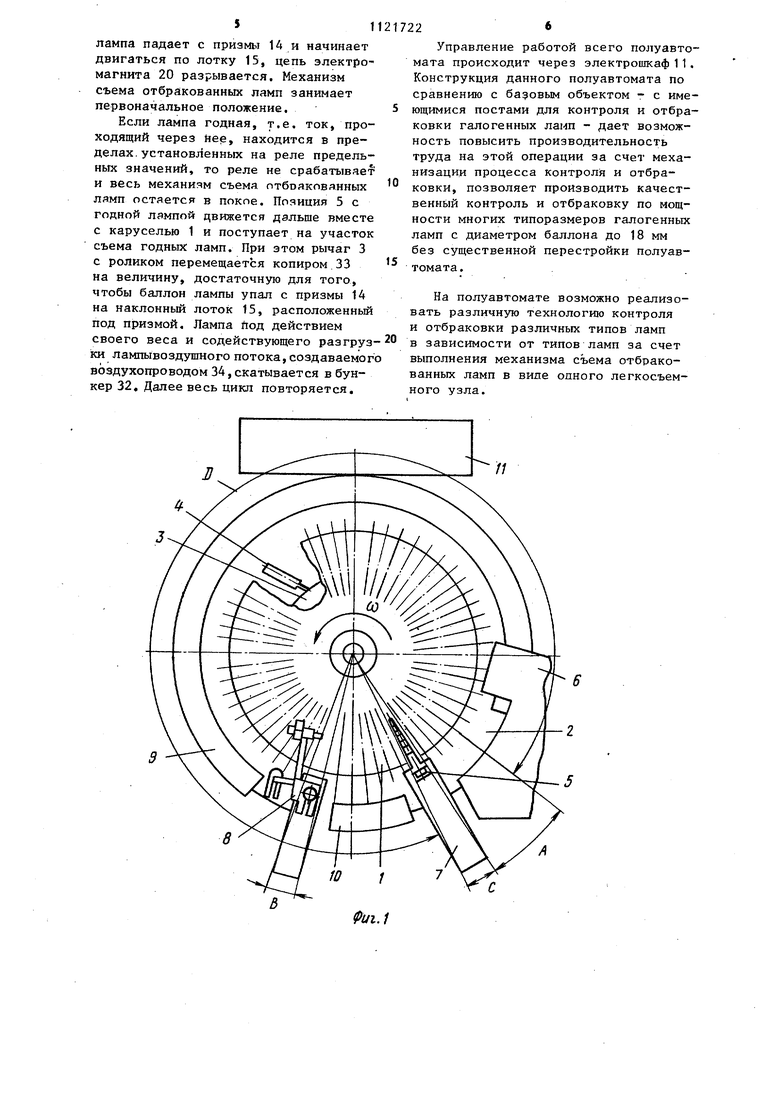
Позиция, расположенная на карусели (фиг. 2, 3), включает основание 12, выполненное из изоляционного материала, рычаг 13 с роликом, призму 14, закрепленную на рычаге 3, разгрузочный лоток 15, установленный в окне рычага 13, грузы 16, закрепенные на рычаге 13, две поддержки с прорезями для установки выводов ампы, два контакта 18, на которые одается напряжение от щеток, изоляор 19 для изоляции контактов.
Механизм съема отбракова-нных ламп (фиг. 2) включает электромагнит 20, связанный электрически с реле тока, включенном в цепь проверяемой лампы, шарнирно установленный рычаг 21, шток
31
22, корпус золотника 23i На штоке 22 установлен поршень 24.
Механизм съема отбракованных ламп включает также подводимый трубопровод 25у отводные трубопроводы 26 и 27, бункер 28 для приема сброшенных ламп, трубопровод 29 для обдува позиции трубопровод с соплами 30 для разгрузки отбракованных ламп, кронштейн 31, на котором устанавливаются все элементы механизма, крепящийся к станине 2 несколькими болтами, i Механизм съема отбракованных ламп в зависимости от требований технологии обжига и контроля ламп можно .устанавливать в требуемом месте полуавтомата.
Механизм съема годных ламп (фиг. 3) включает бункер 32, закрепленный на станине 2 сбора сбро-, шейных годных ламп, копир 33, закрепленный на станине 2, с которым взаимодействует рычаг 13 с роликом, воздухопровод 34 для разгрузки годных ламп.
Полуавтомат работает следующим образом.
Карусель 1 движется непрерывно с постоянной скоростью (фиг. 1), сообщаемой ей от электродвигателя через редуктор. Через щетки 4, вращающиеся вместе с каруселью 1, напряжение от шин коллектора 3 подается на пози-, ции 5, расположенные на карусели 1,
На разных участках коллектора 3 напряжение различное. Поэтому в зависимости от положения карусели на позиции подаются различные напряжения. Напряжение колеблется от О в зоне загрузки А (фиг. 1) и в зоне съема годных ламп С (фиг. 1) до максимума; зона контроля и отбраковки . ламп В (фиг. 1) находится иа участке с максимальным напряжением. Все позиции, находящиеся вне зоны загрузки и съема годных ламп, находятся в зоне D (фиг. 1), являющейся зоной технологической выдержки ламп под нагрузкой.
При подходе позиции 5 к зоне загрузки щетки 4 переходят на участок коллектора 3, к шинам которого не подводится напряжение. При этом рычаг 13 с роликом и призма 14 перемещаются копиром 33 относительно шарнира рычага 13, занимая при этом полжение, в котором производится загрузка лампы в позицию 5.
22
Оператор укладывает лампу баллоном на призму 14 и выводами в прорези поддержки 17. Призма 14 и прорези поддержки 17 выполнены таким образом, чтобы лчмпа надежно удерживалась на позиции во время вращения карусели (фиг. 4).
При дальнейшем перемещении копиром 33 рычага 13 с роликом призма 14 с рычагом 13, поворачиваясь относительно шарнира рычага под действием грузов 16, прижимает концы выводов ламп к контактам 18, выполненным, например, из фосфористой бронзы, обладающей упругими свойствами. При этом цепь лампы замыкается. После вьпсода позиции с лампой из зоны А в зону В на лампу подается напряжение и она начинает светиться. Вращаясь совместно с позицией 5, расположенной на карусели 1, щетки 4 прохопят последовательно все участки шин коллектора 3, на которые ступенчато подается напряжение от нуля до максимума, требуемого технологией обжига ламп.
На участке контроля и отбраковки ламп, где напряжение соответствует максимальному, замеряется ток, проходящий через лампу, в цепи которой
находится предельное реле тока. I
Если величина тока выше или ниже
предельного значения, настроенного на реле, то реле замыкает своими контактами цепь электромагнита 20, который, срабатывая, поворачивает рычаг 21 относительно своего шарнира. Рычаг движет шток 22. Шток своим толкателем поднимает рычаг 13 с роликом и перемещает связанную с рычагом призму 14. Одновременно поршень 24 штока перекрывает трубопровод 27 обдува и охлаждения позиции и открывает трубопровод 26 для разгрузки отбракованных ламп. При этом бракованная лампа под действием своего веса и воздушного потока, создаваемого трубопроводом 26, падает с призмы 14 на наклонный лоток 15, расположенный под призмой. 14 (фиг. 5), Выводы лампы перестают контактировать с контактами 18, на которые подается напряжение. При этом лампа гаснет. Реле обесточивается и размыкает свой контакт в цепи электромагнита 20.
По наклонному лотку 15, который проходит через окно в рычаге 13, лампа падает в бункер 28, Как только лампа падает с призмы 14 и начинает двигаться по лотку 15, цепь электромагнита 20 разрывается. Механизм съема отбракованных ламп занимает первоначальное положение. Если лампа годная, т.е. ток, проходящий через йее, находится в пределах, установленных на реле предельных значений, то реле не срабатывает и весь механизм съема отбоаковянных ламп остается в покпе. Позиция 5 с годной лампой движется дальше вместе с каруселью 1 и поступает на участок съема годных ламп. При этом рычаг 3 с роликом перемещается копиром 33 на величину, достаточную для того, чтобы баллон лампы упал с призмы 14 на наклонный лоток 15, расположенный под призмой. Лампа йод действием своего веса и содействующего разгруз ки лампывоздзшного потока, создаваемо г воздухопроводом 34,скатывается в бункер 32, Далее весь цикл повторяется.
Б
11
Фиг.1 Управление работой всего полуавтомата происходит через электрошкаф 11 . Конструкция данного полуавтомата по сравнению с базовым объектом - с имеющимися постами для контроля и отбраковки галогенных ламп - дает возможность повысить производительность труда на этой операции за счет механизации процесса контрол1я и отбраковки, позволяет производить качественный контроль и отбраковку по мощности многих типоразмеров галогенных ламп с диаметром баллона до 18 мм без существенной перестройки полуавтомата . На полуавтомате возможно реализовать различную технологию контроля и отбраковки различных типов ламп в зависимости от типов ламп за счет выполнения механизма съема отбракованных ламп в вияе одного легкосъемного узла.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для контроля и отбраковки ламп накаливания | 1981 |
|
SU983831A1 |
| Автомат для контроля и отбраковки ламп накаливания | 1986 |
|
SU1372423A1 |
| Устройство для технического контроля и отбраковки ламп накаливания | 1976 |
|
SU652628A1 |
| Автомат для заливки цоколей источников света | 1984 |
|
SU1262596A1 |
| АВТОМАТ ДЛЯ ОТБРАКОВКИ И КАЛИБРОВКИ СТЕКЛЯННЫХ ТРУБОК | 1968 |
|
SU207407A1 |
| ЗАВАРОЧНО-ОТКАЧНОЙ АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ЛАМП НАКАЛИВАНИЯ С ДАВЛЕНИЕМ НАПОЛНИТЕЛЬНОГО ГАЗА ВЫШЕ АТМОСФЕРНОГО | 1970 |
|
SU260741A1 |
| Устройство для бракеража ампул, наполненных прозрачной жидкостью | 1977 |
|
SU682799A1 |
| Автомат для контроля и отбраковки электрических ламп | 1987 |
|
SU1534549A1 |
| Автомат для монтажа спиралей ламп накаливания | 1982 |
|
SU1095274A1 |
| Автомат для откачки и наполнения ламп накаливания | 1987 |
|
SU1504691A1 |
1. ПОЛУАВТОМАТ ДЛЯ КОНТРОЛЯ И ОТБРАКОВКИ ЛАМП НАКАЛИВАНИЯ, содержащий установленные на станине механизм съема отбракованных ламп, механизм съема годных ламп, коллектор с шинами низкого и высокого напряжения, подводимого посредством щеток к расположенным на подвижной карусели позициям для ламп, снабженным контактами для подключения лампы к электрической схеме, отличающийся тем, что, с целью расширения технологических возможностей и упрощения конструкции полуавтомата, каждая позиция полуавтомата снабжена разгрузочным лотком и элементами базировки и загрузки, а механизм съема отбракованньк ламп снабжен золотником, регулирующим подачу сжатого воздуха на позицию для лампы, приводимым в действие с помощью электромагнита, включенного в цепь контролируемой лампы. 2. Полуавтомат по п. 1, отлиi чающийся тем, что элементы базировки и загрузки позиции выпол(Л нены в виде призмы, установленной на одном конЦе двуплечего рычага, на втором конце которого расположен противовес, обеспечивающий контакт лампы с токоподводящими элементами, и ролик, взаимодействующий с копиром.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для технического контроля и отбраковки ламп накаливания | 1976 |
|
SU652628A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР Ito заявке № 3324085/24-07, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| . | |||
