113
Изобретение относится к прокатному производству и может быть использовано в конструкциях рабочих клетей применяемых для прокатки лент и полос .
Цель изобретения - повышение жесткости клети при одновременном снижении металлоемкости и упрощении конструкции, а также регулирования усилия предварительного напряжения.
На фиг,1 схематически изображена предлагаемая клеть, вид спереди; на фиг.2 - то же, вид сбоку; на фиг.З - схема действия сил при умень шении межвалкового раствора; на фиг.4 - механизм распора, вариант выполнения.
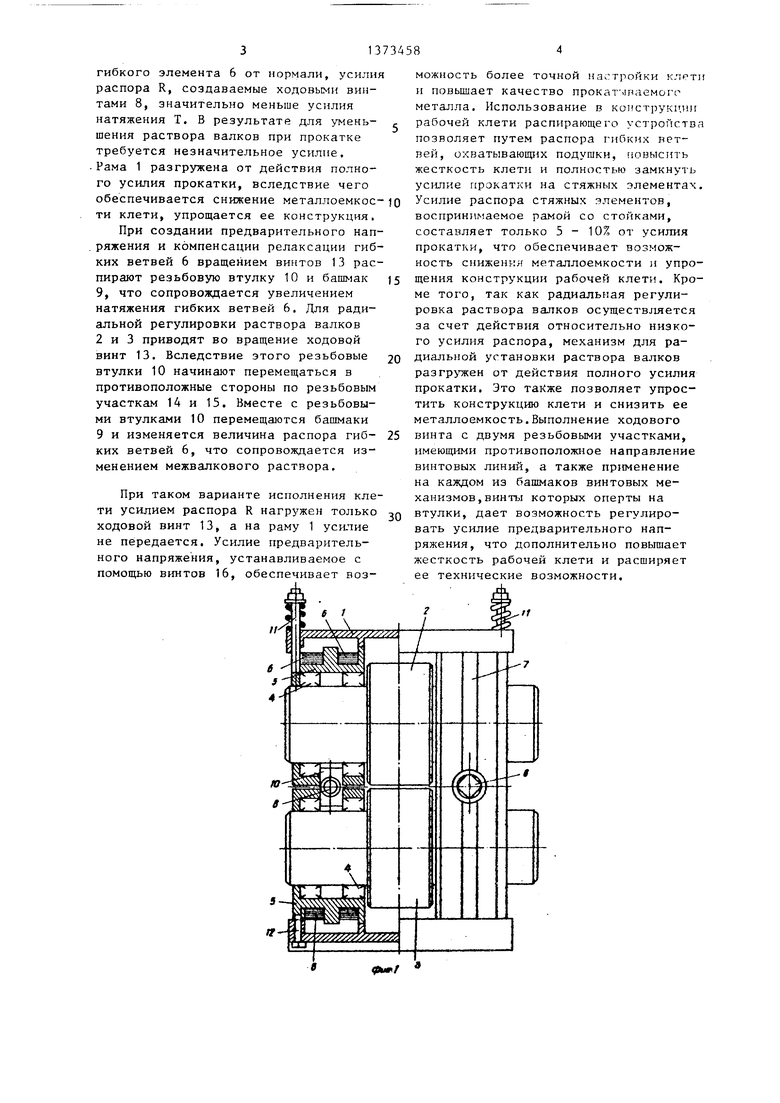
Рабочая клеть прокатного стана состоит из рамы 1- со стойками, в которой размещены верхний 2 и нижний 3 палки на шейках которых при помощи подшипниковых опор 4 установлены подушки 5. На внешних поверхностях подушек 5 выполнены проточки, в которые уложены гибкие ветви 6, представляющие собой замкнутые пакеты из стальных лент. Каждая из гибких ветвей 6 охватывает пару смежных подушек 5 верхнего 2 и нижнего 3 валков. Стойки рамы 1 образуют окна 7, через которые по обеим сторонам от вертикальной оси клети пропущены ходовые винты 8, опертые на стойки. На концах ходовых винтов 8, обращенных внутрь клети, выполнена резьба, Ре- зьбовый конец каждого из ходовых винтов 8 пропущен через подвижный башмак 9 и ввернут в резьбовую ьтул- ку 10. Ходовые винты 8, резьГовые втулки 10 и башмаки 9 образук;т распорный механизм, с помощью ко т орого обеспечивается распор гибких ветвей 6, Ходовые винты 8 закреплены с воз
можностью вращения, а подвижные бащ- дЗ втулкам 10 ветвями гибких элементов
5
0 5 0
0
5
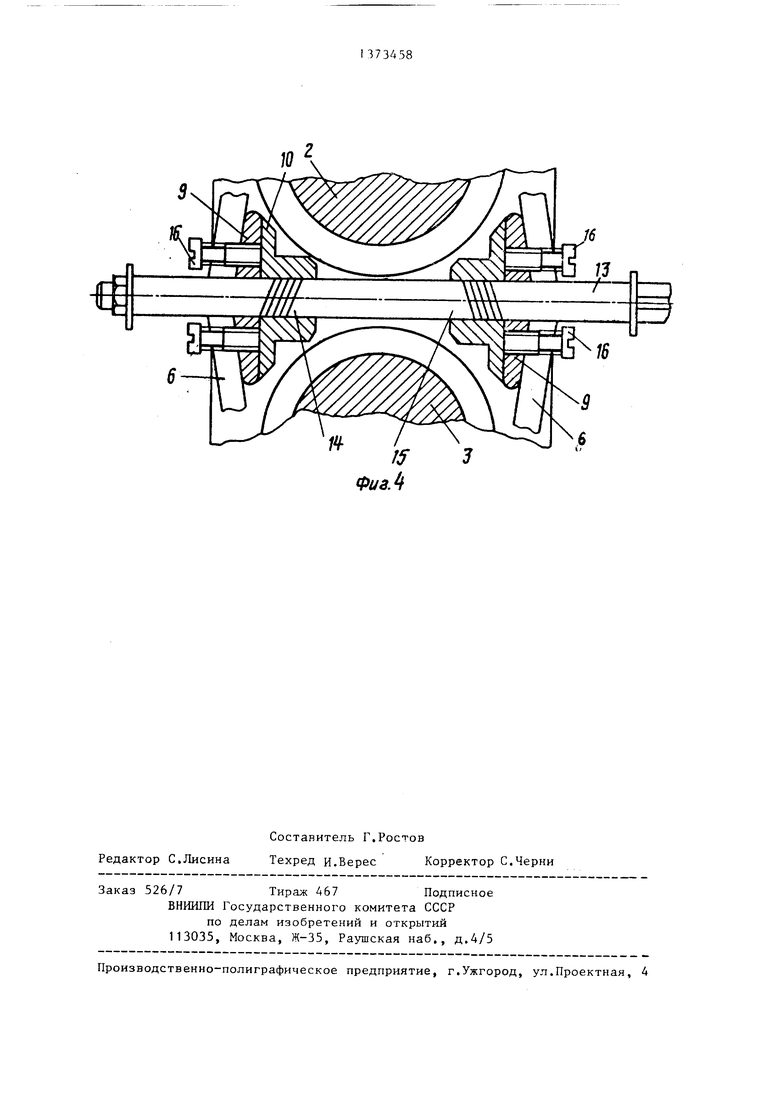
резьбовых участках 14 и 15 установлены резьбовые втулки 10 с возможностью перемещения одна относительно другой вдоль оси ходового винта 13, При этом каждый из башмаков 9 снабжен парой винтов 16, размещенных по обеим сторонам от продольной оси резьбовых втулок 10 и опертых на их торцы.
Устройство работает следующим образом.
Верхний валок 2 через свои подшипники 4 и подушки 5 подвешен на уравновешивающих устройствах 11 внутри рамы 1. Пружины уравновешивающих устройств 11 частично сжаты. Вследствие усилия их сжатия гибкие элементы 6, охватывающие смежные подушки 5, находятся в натянутом состоянии. Это натяжение гибких элементов 6 замыкается через винты 12 на раму 1. Для уменьшения радиального раствора валков 2 и 3 приводят во вращение ходовые винты 8. Резьбовые втулки 10 перемещаются вдоль осей ходовых винтов 8, удаляясь одна от другой. Резьбовые втулки 10 также разводят в противоположные стороны башмаки 9, которые, в свою очередь, распирают ветви гибких элементов 6. Распор гибких элементов 6, охватывающих смежные подушки 5, сопровождается перемещением вниз верхнего валка 2 относительно зафиксированного винтами 12 нижнего валка 3 и увеличением сжатия пружин механизмов 11 уравновешивания.
Для увеличения раствора валков 2 и 3 путем вращения ходовых винтов 8 в противоположные стороны резьбовые втулки 10 перемещают навстречу друг другу. Вместе с ними перемещаются башмаки 9, поджимаемые к резьбовым
| название | год | авторы | номер документа |
|---|---|---|---|
| Клеть прокатного стана | 1986 |
|
SU1407602A1 |
| Прокатная клеть | 1985 |
|
SU1268219A1 |
| Предварительно напряженная прокатная клеть | 1987 |
|
SU1637892A1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 2005 |
|
RU2308328C2 |
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
| СТАН ДЛЯ ПРОКАТКИ ТОНКИХ ЛЕНТ | 1993 |
|
RU2082513C1 |
| Предварительно напряженная клеть | 1980 |
|
SU1025471A1 |
| Предварительно напряженная прокатная клеть | 1981 |
|
SU1031544A1 |
| ЛИСТОПРОКАТНАЯ КЛЕТЬ КВАРТО | 2011 |
|
RU2471581C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ И ПРОКАТНАЯ КЛЕТЬ | 2010 |
|
RU2503514C2 |
маки 9 и резьбовые втулки 10 - с возможностью перемещения вдоль осей ходовых винтов 8. Подушки 5 верхнего валка 2 связаны с рамой 1 пружинным уравновешивающим устройством 11, а подушкя 5 нижнего валка 3 жестко связаны с рамой 1 при помощи винтов 12.
Возможен вариант выполнения устройства, согласно которому каждый ходовой винт 13 (фиг.4) проходит через всю клеть и имеет резьбовые участки 14 и 15 с противоположньм направлением винтовых линий. На
Для прокатки металла валки 2 и 3
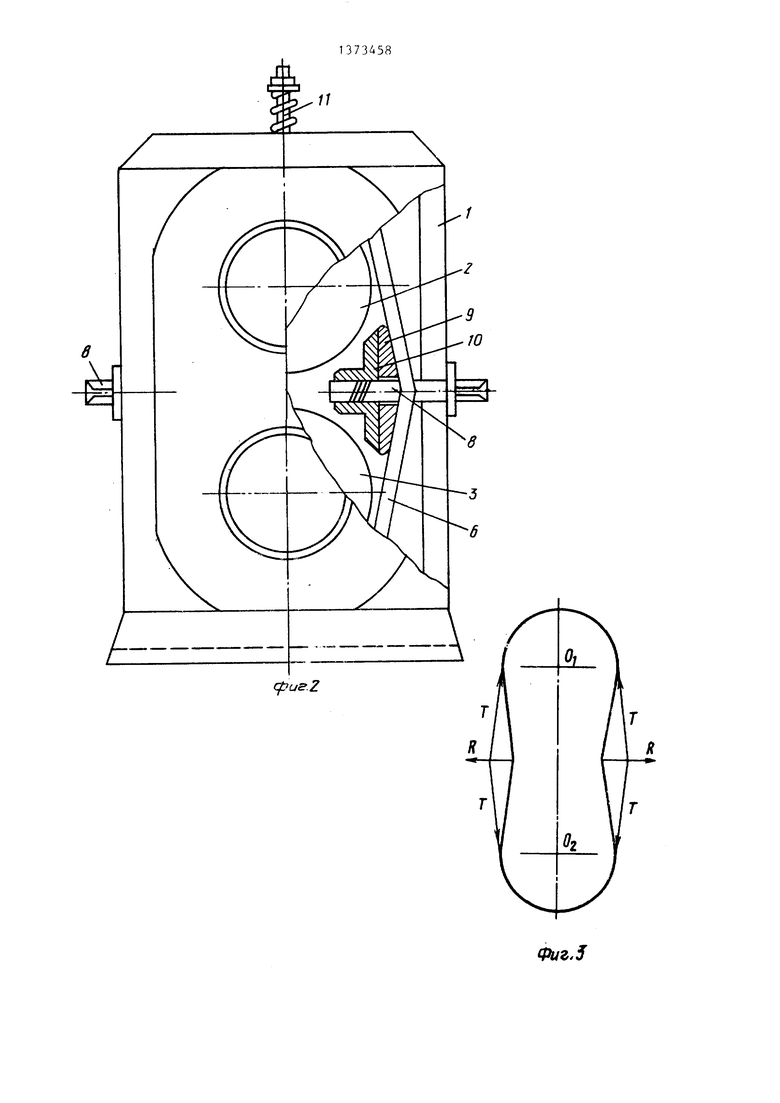
приводят во вращение в подшипниках 4. Усилие прокатки создает в ветвях гибких элементов 6 натяжение Т. Ввиду того,что гибкие элементы 6 охватывают смежные подушки 5, усилия прокатки по кратчайшему пути замкнуты на гибких элементах 6, в результате чего обеспечивается высокая жесткость клети. При этом вследствие малости углов,на которые отклонены ветви
гибкого элемента 6 от нормали, усилия распора R, создаваемые ходовыми винтами 8, значительно меньше усилия натяжения Т. В результате для уменьшения раствора валков при прокатке требуется незначительное усилие,
Рама 1 разгружена от действия полного усилия прокатки, вследствие чего обеспечивается снижение металлоемкое-ю ти клети, упрощается ее конструкция, При создании предварительного напряжения и компенсации релаксации гибких ветвей 6 вращением винтов 13 распирают резьбовую втулку 10 и башмак 15 9, что сопровождается увеличением натяжения гибких ветвей 6, Для радиальной регулировки раствора валков 2 и 3 приводят во вращение ходовой винт 13, Вследствие этого резьбовые 20 втулки 10 начинают перемещаться в противоположные стороны по резьбовым участкам 14 и 15. Вместе с резьбовыи втулками 10 перемещаются башмаки 9 и изменяется величина распора гиб- 25 ких ветвей 6, что сопровождается изменением межвалкового раствора.
При таком варианте исполнения клети усилием распора R нагружен только ходовой винт 13, а на раму 1 усилие не передается. Усилие предварительного напряжения, устанавливаемое с помощью винтов 16, обеспечивает воз
5 0 5
0
можность более точной настройки клети и повьппает качество прокатмлаемог; металла. Использование в конструкции рабочей клети распирающего устройства позволяет путем распора гибких ветвей, охватывающих подушки, (ювысить жесткость клети и полностью замкнуть усилие прокатки на стяжных элементах, Усилие распора стяжных элементов, воспринил аемое рамой со стойками, составляет только 5-10% от усилия прокатки, что обеспечивает возможность снижения металлоемкости и упрощения конструкции рабочей клети. Кроме того, так как радиальная регулировка раствора валков осуществляется за счет действия относительно низкого усилия распора, механизм для радиальной установки раствора валков разгр ен от действия полного усилия прокатки. Это также позволяет упростить конструкцию клети и снизить ее металлоемкость,Выполнение ходового винта с двумя резьбовыми участками, имеющими противоположное направление винтовых линий, а также применение на каждом из башмаков винтовых механизмов, вин ты которых оперты на втулки, дает возможность регулировать усилие предварительного напряжения, что дополнительно повышает жесткость рабочей клети и расширяет ее технические возможности.
«fumt
11
q:yue.Z
Фиг. 5
| Тяговая цепь | 1983 |
|
SU1186871A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Кинематографический аппарат | 1923 |
|
SU1970A1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНАW-U^- | 1972 |
|
SU423531A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Клеть прокатного стана | 1979 |
|
SU831233A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
