С/
с
О5
о
1чЭ
1
Изобретение относится к прокатному производству и может быть использовано в конструкциях клетей многовалковых станов для прокатки лент и полос.
Цель изобретения - повышение жесткости клети и точности прокатки.
На чертеже изображена клеть шести- валкового стана, вид сбоку.
Клеть содержит раму, между стойками 1 которой помещены подушки 2 нижних опорных валков 3 и 4. Подушка 5 верхнего левого опорного валка 6 и подушка 7 верхнего правого опорного валка 8 также по- меш,ены между стойками 1 и установлены на подушку 2. В проем, образованный опорными валками 3, 4, 6 и 8, помещены рабочие валки 9. Верхний рабочий валок 9 снабжен пружинным механизмом уравновентва- ния (не показан). Рабочие валки 9 связаны с двигателем главного привода стапа. Между подуп1ками 5 и 7 смежных верхних опорных валков 6 и 8 помещен двусторонний клин 10, рабочие плоскости которого оперты на ответные скосы пoдyuJeк 5 и 7. На широком торце клина 10 закреплен башмак 11. Гибкий элемент 12 дважды охватывает по внен1нему контуру подушки 2, 5 и 7, а также башмак 11. Башмак 11 связан с винтовым механизмом 13 перемещения клина 10. Концы гибкого элемента 12 закреплены на эксцентриковых валах 14, установленных с возможностью вращения в гнездах подунши 2. Кроме того, в подушке 2 установлены гидроцилиндры, штоки 15 которых оперты на внутренние стороны соответствующих ветвей гибкого элемента 12.
Клеть работает следующим образом.
Для сборки валкового узла подушки 5 и 7 с верхними опорными валками 6 и 8 устанавливают на подушку 2 нижних опорных валков 3 и 4. В проем между опорными валками 3, 4, 6 и 8 помещают рабочие валки 9, а между подушками 5 и 7 - клин 10 с башмаком 11. После этого подушки 2, 5 и 7 дважды охватывают гибким элементом 12., концы которого надевают на эксцентриковые валы 14. После этого поворотом эксцентриковых валов 14 выбирают с.пабину гибких элементов 12 и создают предварительный их натяг. Поворот эксцентриковых валов 14 производят до положения «мертвой точки, которое и соответствует максимальной величине натяга гибкого эле.мента 12.
Затем клин 10 через башмак 11 посредством винтового механизма 13 перемещают вниз. Клин 10 при этом распирает подушки 5 и 7 в горизонтальной плоскости в противоположные направления. Это сопровождается увеличением расстояния между опорными валками 6 и 8 и перемепл.ением верхнего рабочего валка 9 вверх под действием механизма уравновешивания.
После установки требуемого межвалкового зазора перемещение клина 10 прекращают. Затем в рабочие валки 9 задают ио
07602
2
лосу и производят ее прокатку. Усилие прокатки рабочие валки 9 передают опорным валкам 6, 8, 3 и 4. Поскольку у нижних опорных валков 3 и 4 подушка 2 является обг щей, она нагружается разрывающим усилием. Верхние подушки 5 и 7 удерживаются в заданном положении охватывающим их гибким элементом 12, который своим натяжением прижимает их к рабочим поверхностям клина 10. Возникающее выталкивающее
0 усилие, действующее на клин 10, уравновешивается усилием, передаваемым от натянутой ветви гибкого элемента 12 через башмак 11. Винтовой механизм 13 разгружен от усилия прокатки: на нем имеется лишь
1 небольнюе усилие, равное разности выталкивающего усилия клина И) и уси;1ия, передаваемого гибким элементом 12 через бащ- мак 11. Для увеличения жесткости клети в гидроцилиндрах механизма раснора ветвей гибкого элемента 12 создают давление, и их
20 штоки 15 распирают ветви гибкого элемента 12, повын ая в десятки раз их натяжение и усилие стягивания подушек 2, 5 и 7 опорных валков. В результате повышается жесткость клети и точность прокатки.
25Тонкое регулирование толщины полосы
достигается изменением давления в гидроцилиндрах механизма распора.
Выполнение механизма регулировки раствора валков в виде двустороннего клина с приводом для его перемещения, размещен30 ного между подушками смежных валков, рабочие плоскости которого оперты на скосы подушек, а на широком торце клина закреплен баш.мак, который оперт на внутреннюю сторону ветви гибкого элемента, и выполнение новоротных узлов в виде эксцентри35 ковых валов обеспечивают повышение жесткости клети и точности прокатки. Кроме того, в предлагаемой конструкции клин механизма установки валков находится в равновесии и не передает усилия прокатки на привод механиз.ма установки валков, что
обеспечивает упрощение конструкции привода и снижение его мощности. Механизмы распора ветвей гибкого элемента обеспечивают создание нредварительного напряжения конструкции, а также тонкую регулировку
45 межвалкового зазора. Исполнение поворотных узлов в виде эксцентриковых валов по- вьинает жесткость клети, обеспечивает возможность быстрой перевалки.
Предлагаемая клеть имеет жесткость больше, чем у традиционных клетей со ста50 Нинами и такими же параметрами валковых узлов, а масса ее меньше. Продольная раз- нотолщинность прокатываемых полос снижается.
Формула изобретения
Клеть прокатного стана, содержащая раму, подушку с опорными и рабочими валками, уравновенщвающее устройство, гибкие эле1407602
34
менты, ветви которых охватывают подушки,на, размещенного между подушками смежа их концы закреплены в соответствующихных опорных валков, рабочие нлоскости коузлах, механизм распора гибких элементовторого оперты на ответные скосы подуп1ек,
и механизм регулировки раствора валков,а на широком торце клина закреплен бац отличающаяся тем, что, с целью повышения мак, взаимодействуюнщй с внутренней стожесткости клети и точности прокатки, меха-роной ветви гибкого элемента, при этом узлы
низм регулировки раствора валков вы-крепления гибких элементов выполнены в внполнен в виде двустороннего приводного кли-де эксцентриковых валов.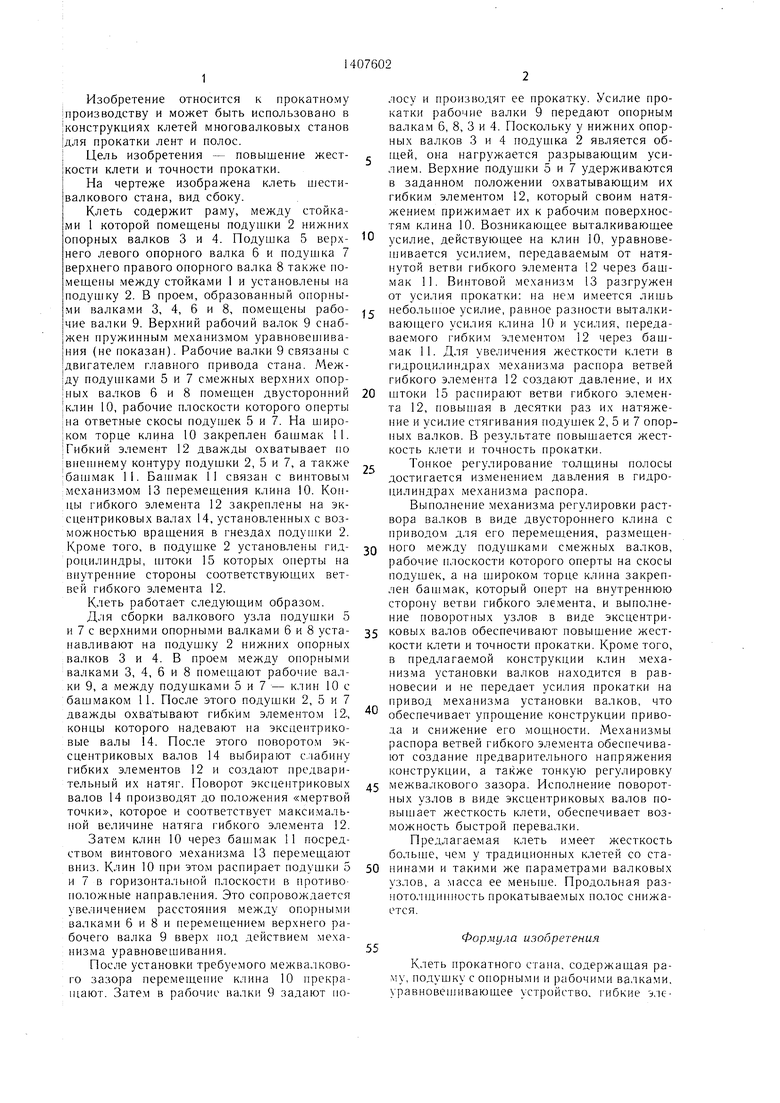
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть прокатного стана | 1985 |
|
SU1373458A1 |
| Предварительно напряженная прокатная клеть | 1987 |
|
SU1637892A1 |
| Прокатная клеть | 1985 |
|
SU1268219A1 |
| СТАН ДЛЯ ТОЧНОЙ ПРОКАТКИ ПОЛОС | 1993 |
|
RU2050207C1 |
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
| ЛИСТОПРОКАТНАЯ КЛЕТЬ КВАРТО | 2011 |
|
RU2471581C1 |
| ЛИСТОПРОКАТНАЯ КЛЕТЬ КВАРТО | 2010 |
|
RU2429091C1 |
| Предварительно напряженная прокатная клеть | 1981 |
|
SU1031544A1 |
| ВАЛКОВЫЙ УЗЕЛ ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 1997 |
|
RU2115493C1 |
| СТАН ДЛЯ ПРОКАТКИ ТОНКИХ ЛЕНТ | 1993 |
|
RU2082513C1 |
Изобретение относится к области прокатного производства и может быть использовано в конструкциях клетей многовалковы.х станов для прокатки лент и полос. Цель изобретения - повышение жесткости клети и точности прокатки. Наличие эксцентриковых валов 14 позволяет дополнительно регулировать натяжение гибких элементов, увеличивая соответственно жесткость клети. Клин 10, перемещаясь, сдвигает или раздвигает подушки верхних опорных валков, что позволяет верхнему рабочему валку перемещаться в вертикальной плоскости. Поскольку башмак 11 клина 10 оперт на внутреннюю поверхность гибкого элемента 12, то при перемещении клина жесткость клети не, меняется. 1 ил.

| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНАW-U^- | 1972 |
|
SU423531A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Авторское свидетельство СССР № 3970949/02, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
