Изобретение относится к технологической оснастке для обработки листового материала и профилей давлением жидкости и является усовершенствова- нием изобретения по авт. св. № 1247128.
Цель изобретения - повышение долговечности пуансона.
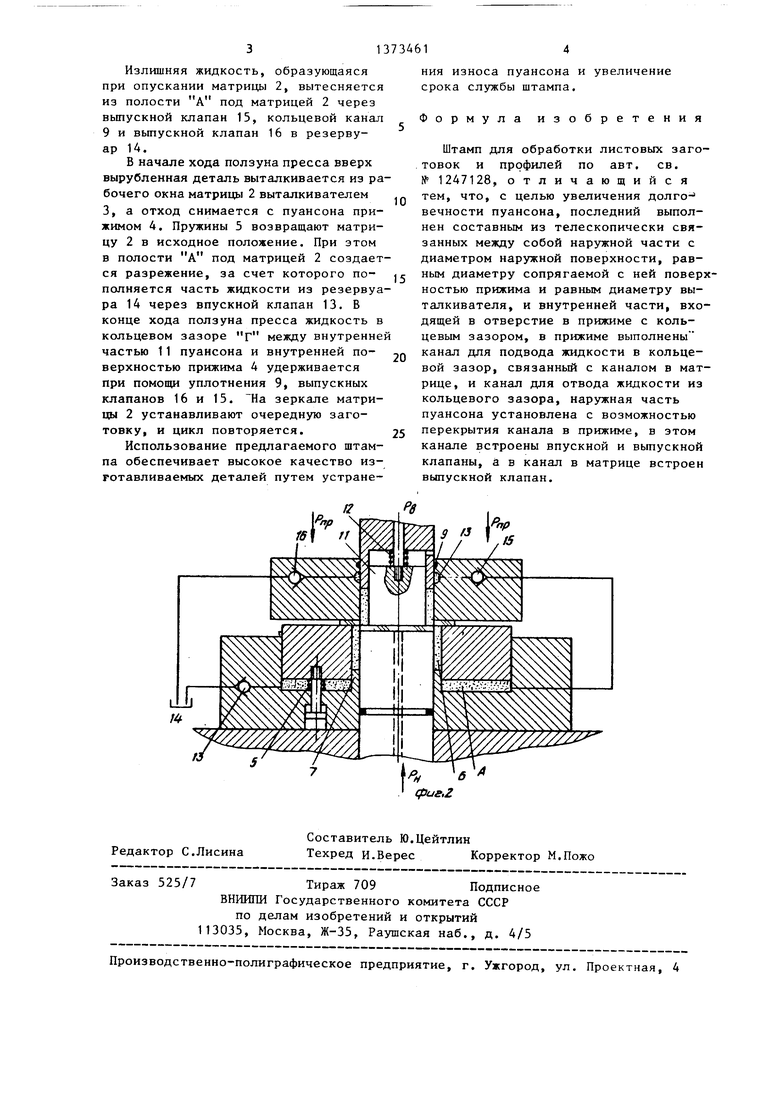
На фиг. 1 схематически изображен предлагаемый штамп для обработки листовых заготовок и профилей жидкостью в момент опускания прижима на заготовку, разрез; на фиг. 2 - то же, в конце рабочего хода ползуна пресса.
Штамп содержит размещенные в ниж- .ней части корпус 1, установленную в нем матрицу 2 и расположенный в рабочем окне матрицы 2 выталкиватель 3 а также установленные в верхней части пуансон и охватывающий его прижим 4. Матрица 2 установлена с возможностью осевого перемещения относительно корпуса 1 под действием пру- жин 5, а полость А, выполненная под матрицей, заполнена жидкостью. Для ограничения перемещения матрицы служат винты 6. Выталкиватель 3 установлен в рабочем окне матрицы 2с кольцевым зазором Б, сообщающимся с полостью А под матрицей 2. На корпусе 1 выполнен кольцевой выступ 7, который входит в зазор Б между матрицей 2 и выталкивателем 3, пере- крывая нижнюю часть кольцевого зазора Б. На торце выталкивателя 3 установлены подпружиненные сферические опоры 8. В теле выталкивателя 3 имеется отверстие, соединяющее полость, образующуюся между торцом выталкивател
3и заготовкой, с атмосферой. В верхней части прижима 4 выполнено уплотнение 9 и кольцевой канал В, ограниченный боковой поверхностью пуансона. Пуансон выполнен составным
из телескопически связанных между собой наружной части 10 и размещенной в ее осевой полости внутренней части 11.
Внутренняя часть 11 подпружинена к наружной части 10 пружиной 12. Наружный диаметр части 10 равен диаметру направляющего отверстия в прижиме
4и диаметру выталкивателя 3. Между наружной поверхностью части 10 и направляющей поверхностью отверстия в прижиме 4 имеется кольцевой зазор
Г, сообщающийся с кольцевым канало
Q 15
20 25 30 35 40
5
г
0
В. Внутренняя часть 11 пуансона обеспечивает перекрытие канала В. Полость А под матрицей 2 сообщается через выпускной клапан 13 с резервуаром 14, а через вьтускной клапан 15 - с кольцевым каналом В, который, в свою очередь, сообщается при помощи выпускного клапана 16 с резервуаром 14.
Штамп работает следующим образом.
В исходном положении матрица 2 удерживается пружинами 5 и винтами 6, а кольцевой зазор Б между боковой поверхностью матрицы 2 и выталкивателем 3 заполнен жидкостью. Заготовку устанавливают на зеркале матрицы 2. При ходе ползуна пресса (не показан) вниз прижим 4 и подпружиненная внутрек :, часть 11 пуансона, преодолевая сопротивления пружин 5, опускает матрицу 2 и опоры 8 до соприкосновения нижней плоскости заготовки с торцом выталкивателя 3. Воз- Jдyx через отверстие в выталкивателе , 3 удаляется, и отверстие перекрьша ется нижней плоскостью заготовки. При дальнейшем перемещении прижима 4 и внутренней части 11 пуансона вместе с матрицей 2 опускается и выталкиватель 3,.так как суммарное усилие, создаваемое прижимом 4 и пружиной 12,- пре- вьщ1ает усилие, создаваемое выталкивателем 3 и пружинами 5. При этом матрица 2 вытесняет часть жидкости из полости под матрицей через выпускной клапан 15 и заполняет кольцевой канал в и кольцевой зазор Г между внутренней частью 11 пуансона и внутренней поверхностью прижима 4. Воздух из кольцевого канала В удаляется через выпускной клапан 16.
Затем выступ 7 корпуса 1 перекрывает нижнюю часть кольцевого зазора Б между боковой поверхностью матрицы 2 и выталкивателем 3. Увеличившееся давление жидкости в матрице 2 препятствует дальнейшему перемещению прижима 4 и матрицы 2 вниз. Пуансон перемещается относительно прижима 4, и наружная часть 10 пуансона перекрывает кольцевой канал В, создавая давление жидкости в кольцевом зазоре Г между частью 11 пуансона и внутренней поверхностью прижима 4. При возрастании давления рабочей жидкости до величины, превышающей предел прочности пробиваемого материала, происходит вырубка.
Излишняя жидкость, образующаяся при опускании матрицы 2, вытесняется из полости А под матрицей 2 через вьшускной клапан 15, кольцевой канал 9 и вьшускной клапан 16 в резервуар 14.
В начале хода ползуна пресса вверх вырубленная деталь выталкивается из рабочего окна матрицы 2 выталкивателем 3, а отход снимается с пуансона прижимом 4. Пружины 5 возвращают матрицу 2 в исходное положение. При этом в полости А под матрицей 2 создается разрежение, за счет которого по- полняется часть жидкости из резервуара 14 через впускной клапан 13. В конце хода ползуна пресса жидкость в кольцевом зазоре г между внутренней
частью 11 пуансона и внутренней поверхностью прижима 4 удерживается при помощи уплотнения 9, выпускных клапанов 16 и 15. На зеркале матрицы 2 устанавливают очередную заготовку, и цикл повторяется.
Использование предлагаемого штампа обеспечивает высокое качество изготавливаемых деталей путем устране
ния износа пуансона и увеличение срока службы штампа.
Формула изобретения
Штамп для обработки листовых заготовок и профилей по авт. св. № 1247128, отличающийся тем, что, с целью увеличения долго- вечности пуансона, последний выполнен составным из телескопически связанных между собой наружной части с диаметром наружной поверхности, равным диаметру сопрягаемой с ней поверхностью прижима и равным диаметру выталкивателя, и внутренней части, входящей в отверстие в прижиме с кольцевым зазором, в прижиме выполнены канал для подвода жидкости в кольцевой зазор, связанный с каналом в матрице, и канал для отвода жидкости из кольцевого зазора, наружная часть пуансона установлена с возможностью перекрытия канала в прижиме, в этом канале встроены впускной и вьтускной клапаны, а в канал в матрице встроен вьтускной клапан.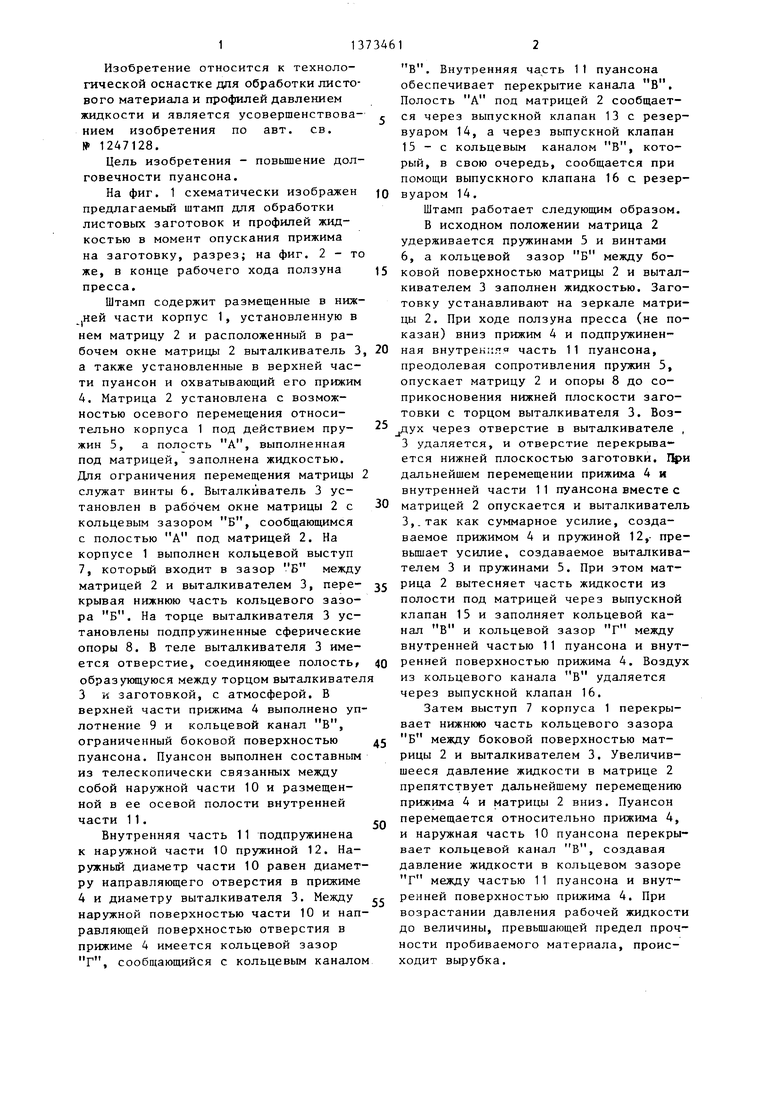
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ВЫТЯЖКИ ИЗДЕЛИЙ ИЗ ЛИСТОВОГОМАТЕРИАЛА | 1966 |
|
SU183173A1 |
| Штамп для обработки листовых заготовок и профилей | 1984 |
|
SU1247128A1 |
| СПОСОБ ЛИСТОВОЙ ШТАМПОВКИ И ДИФФЕРЕНЦИРОВАННОЕ ПРИЖИМНОЕ УСТРОЙСТВО ШТАМПА ЛИСТОВОЙ ШТАМПОВКИ | 2017 |
|
RU2685624C2 |
| Способ изготовления полых изделий | 1978 |
|
SU749497A1 |
| Штамп для ступенчатой вытяжки листовых заготовок | 1984 |
|
SU1196075A1 |
| Штамп совмещенного действия | 1989 |
|
SU1768344A1 |
| Штамп для реверсивной вытяжки | 1986 |
|
SU1386335A1 |
| Способ вытяжки полых изделий из листовой заготовки и штамп для его осуществления | 1985 |
|
SU1407619A1 |
| Способ предварительной гибки заготовки с последующей вытяжкой полуфабриката | 2015 |
|
RU2623521C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ | 1990 |
|
RU2013162C1 |
Изобретение относится к технологической оснастке для обработки листового материала и профилей давлением жидкости. Цель изобретения повьпиение долговечности пуансона. Это достигается тем, что пуансон вы- полнен из наружной части 10 и подпружиненной к ней внутренней части 11 . Наружная часть 10 перемещается в отверстии прижима (П) 4 без зазора, а внутренняя - с кольцевым зазором (КЗ) Г, заполненным жидкостью. В прижиме 4 имеются каналы. Один канал связывает КЗ Т с резервуаром 14, а другой - с между матрицей (М) 2 и корпусом 1. При ходе верхней части штампа вниз опускаются П 4, пуансон и М 2. Заготовка ложится на зеркало М 2 и перекрывает отверстие в выталкивателе. М 2 вытесняет часть жидкости в . Затем выступ 7 корпуса 1 перекрывает , П 4 и М 2 останавливаются. Наружная часть 10 пуансона перекрьгоает канал. Давление жидкости возрастает. Производят вырубку. 2 ил. с S (Л со со 4; Од N)
Ш
щт
фиг,2
| Способ очищения сернокислого глинозема от железа | 1920 |
|
SU47A1 |
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
| Штамп для обработки листовых заготовок и профилей | 1984 |
|
SU1247128A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
