Известны штампы для вытяжки изделий из листового материала с использованием гидравлического подпора торцевой части заготовки, снабженные пуансоном, заполненной жидкостью матрицей и прижимом. Заготовка, зажатая между матрицей и прижимом, вытягивается пуансоном при ходе ползуна пресса вниз. При этом необходимое давление со стороны жидкости создается регуляторами давления, что сопряжено с определенными трудностями, связанными с необходимостью настройки и поддерживания регуляторов в должном состоянии в процессе эксплуатации.
Предлагаемый штамп позволяет создать гидродинамические условия смазки и блокирование опасного сечения заготовки. Для этого штамп снабжен кольцевым резервуаром с донной частью, выполненной заподлицо с зеркалом матрицы, в рабочей полости, диаметр которой больше наружного диаметра готовой детали, установлен выталкиватель. Последний имеет отверстия, служащие для перепускания жидкости из полости матрицы в кольцевой резервуар, связанные между собой трубопроводом.
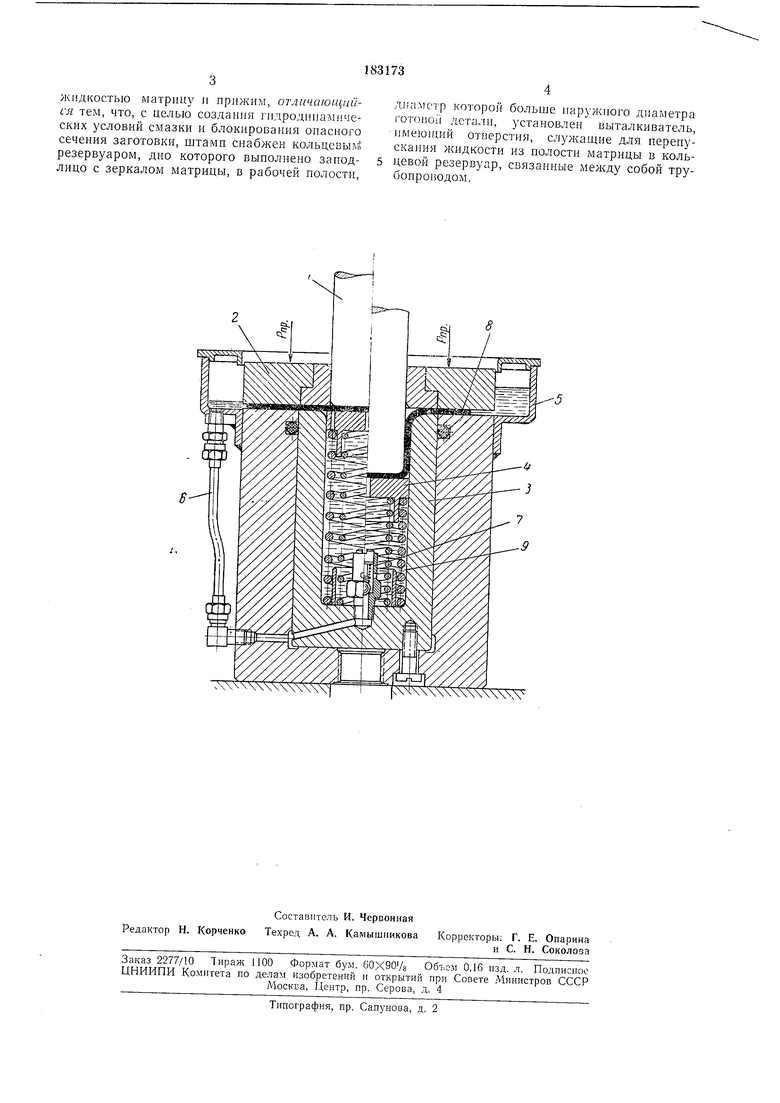
зервуар 5 с донной частью, выполненной заподлицо с зеркалом матрицы 3. Рабочая полость матрицы 3 и кольцевой резервуар 5 соединены друг с другом трубопроводом 6. В
донной части матрицы 3 установлен обратный клаиан 7.
При рабочем ходе пуансона 1 заготовка 8, прижатая к матрице 3 прижимом 2, вытягивается в полое изделие. При этом избыток
жидкости 9 под давлением перетекает из рабочей полости матрицы 5 в кольцевой резервуар 5 через образуюш,ийся между заготовкой 8 и матрицей 3 зазор, благодаря чему создаются условия гидродинамического смазывания
трущихся поверхностей.
После окончания процесса вытяжки пуансон / и прижим 2 возвращаются в исходное положение. Под действием пружин выталкиватель 4 удаляет отштампованную деталь из
рабочей полости матрицы 3. Создающееся при этом разрежение в рабочей полости матрицы 3 приводит к подъему шарика обратного клапана 7, в результате чего выдавленная в коль1 евой резервуар 5 жидкость 9 возвращается в
рабочую полость матрицы 3.
к11дкостыо матрицу и прижим, отличающийся тем, что, с целью создания Г11дродииа1М1 ческих условий смазки и блокирования опасного сечения заготовки, штамп снабжен кольцевым резервуаром, дно которого выполнено заподлицо с зеркалом матрицы, в рабочей полости.
Д1;ал етр которой больше наружгюго диаметра roTOBoii детали, установлен выталкиватель, имеюндий отверстия, служащие для перепускания жидкости из полости матрицы в кольцевой резервуар, связанные между собой трубопроводом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2202427C2 |
| Штамп для глубокой вытяжки | 1981 |
|
SU1026893A2 |
| Способ вытяжки полых изделий из листовой заготовки и штамп для его осуществления | 1985 |
|
SU1407619A1 |
| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 1993 |
|
RU2072271C1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ДЕТАЛЕЙ ИЗ ТОНКОЛИСТОВЫХ ЗАГОТОВОК И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2408447C2 |
| Штамп для вытяжки с противодавлением | 1987 |
|
SU1465153A1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ПОЛЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1993 |
|
RU2087230C1 |
| Штамп для вытяжки | 1987 |
|
SU1503938A1 |
| Штамп для ступенчатой вытяжки листовых заготовок | 1984 |
|
SU1196075A1 |
| Штамп для глубокой вытяжки | 1977 |
|
SU650696A1 |