оо
со
СП
1
Изоб)етенне отиосигся к машииострое- ник) и может быть НСИОЛЬЗОЕШНО при нарезании зубьев храповых колес.
Целью изобретения является повышение точности, производительности и расширение ()гических возможностей.
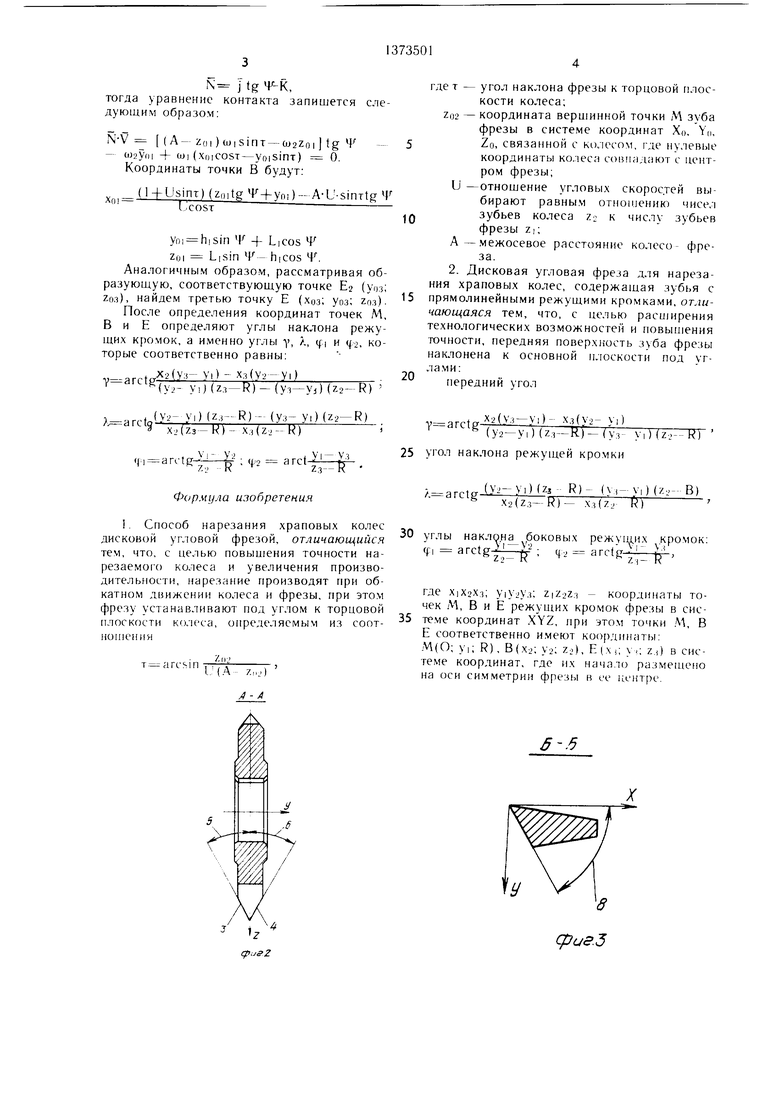
На фиг. 1 показана дисковая угловая фреза, обн1ий вид; на фиг. 2сечение
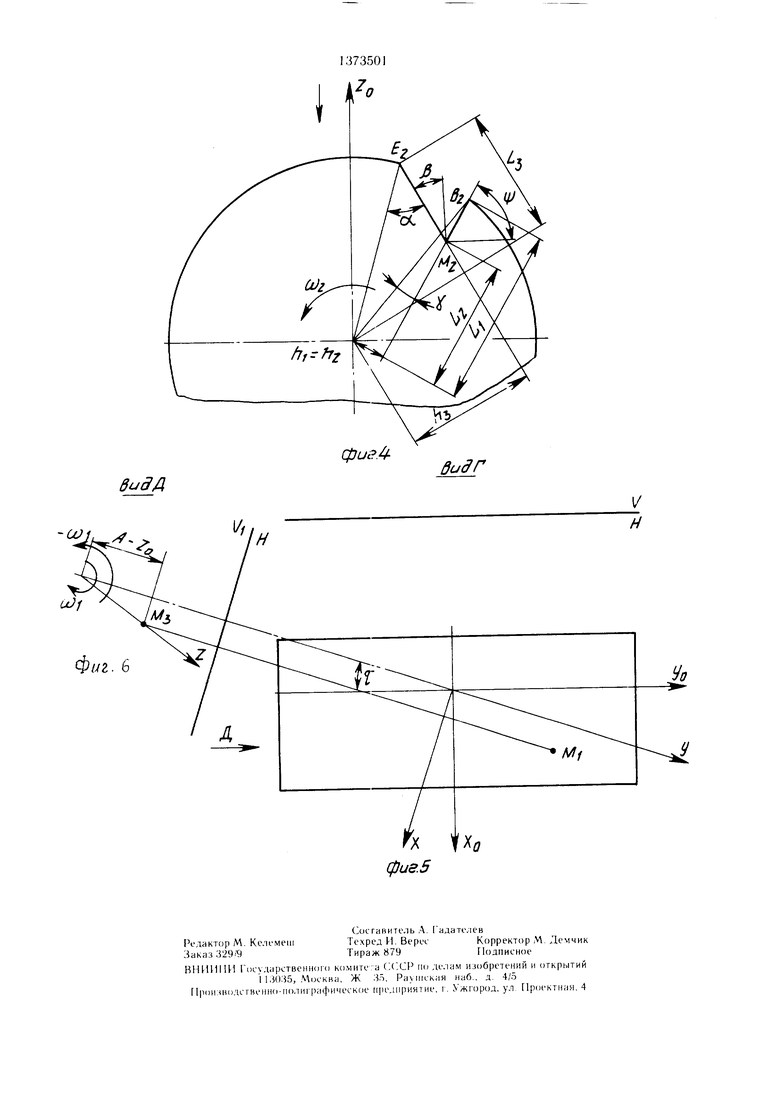
А А на фиг . 1; на фиг. ,S сечение Б- Ь на фиг . 1; на . 4схема обработки храповых колес дисковой угловой фрезой; на фиг. 5вид Г на фиг. 4; на ()иг. () вид /I на фиг. 5.
По п)едл()женному способу нарезание храповых колес производят дисковой угло- юй фрезой при обкаточном движении ко- /leca и фре;(ы, п)и этом фрезу устанав- под у| лом наклона т по отнон1ению к торновой Г1.;1()скс)сти к(;1леса, определенному из соотношения
т.. ; resin ,. 7,,,)
где Xdj координата вер1нинной точки зуба в системе координат .4,1. Yn, Zii, связанной с колесом, где ну.певые координаты ко.чсса совнадактт с центром фрезы; I опюпюние уг.човых скоросгей выбирают ранным oTHoniCHHK) чисе. 1 зуб1,ев к),теса XL к чис. 1 (убьеЕ (f)pe3bi Xi;
.Лмежосевое расстояние.
/Дисковая фреза, осун1,ествляюЕ 1ая паре заЕ1ие храпового колеса по предложеЕшому сЕюсобу, имеет зубья с нрямолинейны.ми ре- жуЕЕЕИМи кромками, а пе К ДЕ1Ня noBejJXHOc: i зуба ;ы нак, 1оне11а к основной n,ioc-- кости Еюд ,;ia.Mn; передний yr o, i
Y - а ГС
У| )
П IxV К) (vi v-) (/.i Rl
2
вой скоростью ш|. Совершается также дви- жеЕ)ие подачи фрезы вдоль оси заготовки. Вращение заготовки и фрезы кинематически свя;(аЕ1ы друг с друго.м. Отношение 5 yEvioBE ix скоростей выбирается равным
0
.5
rvie/L число зубьев проектируемой фрезы;
7,1 число зубьев обрабатываемого колеса.
В качестве режушей кромки примем ли- ЕЕию контакта в определенный момент времени поверхности детали и исходной инстру- .ментальной поверхЕгости фрезы, при этом
5 профиль детали изображается линией . Для того, чтобы при обработке не было ЕЕереходных кривых во впадине детали, угол т наклона фрезы выбира- Еот так, чтобы на границе участков, т,е. о6разуюи1ей гЕОверхности детали соответст вуюЕцей точке М, не было разрыва. Для этого необходимо, в одной из точек образую1Г1ей скорость V движения поверхности дета. 1и от110( ите 1ьно инструмента была направлена ЕГО эшй образуюЕЕ|ей, этой
5 ТОЧНОЕ будсг точка М с коордиЕ{атами yiij; Ziij. CKopocTij V л ой точки, как сумма ско)ии те11 двух ираЕиател1)Е1Е)1х движений с уг - .ювыми С1;()ростямЕ1 iii2 и и)|, будет paBEia
V: ;(А Ziij) (ii|Co,ST-f J (А - Z(j2J (i)|SiEiT - (OL ZnL i -+ К toL-yoj (iji ( - yoasinr) ,
где A межосевое расстояние.
Так как образуЕогцая, соответствуюЕЕЕая
точке ,Vl;;, ГЕарал, гельЕга оси х,у, проекции ско)ОСТЕ1 V ЕЕа оси Zii2 и yriv раВНЬЕ Е{у,1К).
С лсдовате;ЕЕ,но (.Л- ZiiL ) ь1пт- (i)2X(
u)jy,r. (.) (XirjCOST yHv.)0.
Г ешая эту СЕГстему отЕюсителыЕО угла т лмеем
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нарезания резьбы фрезерованием на станках с ЧПУ | 1986 |
|
SU1389954A1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС ДИСКОВЫМ ЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ | 2018 |
|
RU2677553C1 |
| Способ обработки зубьев зубчатых колес дисковым лезвийным инструментом | 2021 |
|
RU2763831C1 |
| Устройство для крепления инструмента | 1987 |
|
SU1713760A1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ КОНИЧЕСКИХ КОЛЕС НА СТАНКЕ ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ КОЛЕС МЕТОДОМ ОБКАТКИ | 1993 |
|
RU2088386C1 |
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2469824C2 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2518818C2 |
| Способ изготовления чистовой червячной фрезы | 1989 |
|
SU1768360A1 |
| Способ настройки зубообрабатывающего станка для чистовой обработки зубьев | 1988 |
|
SU1627347A1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС | 1996 |
|
RU2169060C2 |
Изобретение относится к машиностроению и может быть использовано при нарезании зубьев храповых колес. Целью изобретения является повышение точности и производительности зубонарезания и расширение технологических возможностей путем обработки храповых колес с использованием метода обкатки. Нарезание храповых колес производят дисковой угловой фрезой при взаимном обкаточном движении колеса и фрезы. При этом фрезу устанавливают под углом по отношению к торцовой плоскости колеса, определяемым по выведенной зависимости, а передняя поверхность зуба фрезы наклонена к основной плоскости под передним углом Y, определяемым из соотношения: V arctg х2(уз-У) -ХЗ(УО- -yi)l:(y2-yi)(z3-R)-X3(z2 R). где X, у, Z -. координаты различных точек режущей кромки фрезы. Углы наклона боковых режущих кромок зуба фрезы определяют из соотношений аналогично определению угла Y- 2 с.п. ф-лы, 6 ил. С (Л
yi o,i iMK. ioiia (iLvhyпгл М кромки
: И/. R) (Vi i I (/.. R)
XL.(/, i TTT X,;(/
уг. П) liriK.rofia боковых Н жупщч К - -мо; ; игносп () iL iocK;, i 11 рс;1;.1ния;
I дс у .iKoo i;uiirri 111 I l
чек ;V, В и E режущих кромок ( резы и сш- Е еме координаг .XY7, при точки .М, В и . соотно гс гпенно нмеки коордггчаi ы: Л((), ,. R). В(хл,хд, .1,-л..}.
.i,i сосгоит из кс.рпуса I, Н жушлх зу- ОЕ,ев 2, соде хжа1пих режупин- кромки 3 и 4, рас11олож(Ч1ие которых О11реде,ляе гся 5 и () и :1лан1 (cooTiu TCT EieHHo (( и ), пе- )e. H)EiM углом 7 (yro. i у), а также уг.па 8 наклона режушей кромки (угол /.).
В процессе (.)бработки заготовка B)aiELae i- ся иок;)ч своей оси с уЕ-, 10Еи)й скорос- TijK) (7i., а инструмент вращается с yr,:iorc SEEr тт
Zir,
Ко(;)динаты ЕК рвой точки М ( y,ix /,jj| режуЕГЕей кромки фрезы;
I COST
у у -- li.siEi Ч 1.9COS Ч ;
/,;,-- l,,sin Ч h.cos Ч .
Так как поверхность лета, 1и О -ранЕ1чена плос- косгями, 1)сжушие к 1омки фрезы будут пря- молЕЕнейиьгми. 1айде.м вторую точку Eia образу ЮИЕСЙ, cc OTiU Tci вукяиую точке В )(у(г...
/0).
Скорость о ИЕосите,лыЕОго двЕ1ж;ения Ei чтом случае будет равна
-. (Л- 7-,и ) i)|C(J.ST + j I ( А - Zi,; ) ii SiEIT
ii):)Z(i| I -(-К (Di-yni (111 ( XiiiCOST -- yniSinT) | .
Норма: ь к ЕЮЕ ерхности детали в точках рассматриваемой обра:(уюш.ей равЕга
N j tg ,
тогда уравнение контакта запишется следующим образом:
N-V ( А Z(ii) wisinr-a 2Zoi tg F - (i)2yvii + aj|(xnicosT-yoisinj) 0. Координаты точки В будут:
V (1 +UsinT) (zoitg F + yni )- A-U-sinrtg K
yoi hisin F + Licos F zoi LI sin F- hicos ЧГ Аналогичным образом, рассматривая образующую, соответствующую точке Ег (уоз; хо.з), найдем третью точку Е (хоз; УОЗ; гоз). После определения координат точек М, В и Е определяют углы наклона режущих кромок, а именно углы у, л, fi и Ц2, которые соответственно равны:
, Х2( У|) - .Хз(Уг-У|) .
Y arctg(,;: y,)(z3-R)-(y3-y,)(z2--R)
(У2- У|) (z.i-R.) -- (УЗ yi)(z2-R.) irtt3 x,,(,3-R) x,(z,--R)
j:i arrtR- - - ; Ф2
- arct4
Z3Формула изобретения
. Способ нарезания храповых колес дисковой угловой фрезой, отличающийся тем, что, с целью повышения точности нарезаемого колеса и увеличения производительности, нарезание производят при обкатном движении колеса и фрезы, при этом фрезу устанавливают под углом к торцовой плоскости колеса, определяемым из соотношения
T arcsin
LMA zn.)
5
0
где т - угол наклона фрезы к торцовой плоскости колеса;
Zo2 - координата вершинной точки ДА зуба фрезы в системе координат Хо, YD, Zo, связанной с колесом, где нулевые координаты колеса совпадают с центром фрезы;
и -отнощение угловых скоростей выбирают равным отноцлению чисел зубьев колеса Z2 к числу зубьев фрезы zi;
А-межосевое расстояние колесо- фреза.
передний угол
.,Х2(Уз -У|)- Хз(У2- У|)
V-arctg ,,-)(.,,. v,)(z2-R) 25 угол наклона режущей кромки
/. arctg
(y2-yi)(Zi- R)- (у,- Vi)(Z2- В)
Х2 ( R)- X3(Z2 ft)
углы наклона боковых
(fi arctg ; (|:,, arctg-
режущих кромок:
..j . - 3
где Х|Х2Хз; yiyjy.i; Z|Z2Z.i - координаты точек М, В и JE режущих кромок фрезы в сис- теме координат XYZ, при этом точки .М, В Е соответственно имеют координаты: М(О; У:; R), В(Х2; у2; zj), E(.i; у,; z.t) в системе координат, где их начало размещено на оси симметрии фрезы в ее центре.
-.5
| Семенченко И | |||
| И | |||
| и др | |||
| Проектирование металлорежущих инструментов | |||
| М., 1962, с | |||
| Прибор для наглядного представления свойств кривых 2 порядка (механические подвижные чертежи) | 1921 |
|
SU323A1 |
