Изобретение относится к черной металлургии, конкретнее к способам выплавки стали в мартеновских печах и двухванных сталеплавильных агрегатах.
Целью изобретения является повышение стойкости футеровки, снижение расхода доломита и сокращение щ одол- жительности операции заправки.
Предлагаемый способ включает ввод на поверхность печного шлака отходов производства вторичного апю№1ния,которые вводят в ванну одновременно с началом выпуска металла в ковш в количестве 0,01-0,03 от массы печного шлака, а заправку производят обожженным доломитом во время выпуска плавки.
При вводе отходов производства вторичного алюминия в шлак на поверхности контакта магнезитовой футеровки рабочего пространства со шлаком образуется пленка алюмината магния, имеющего температуру апавления 1750°С и находящегося при температуре шлака перед выпуском в пласточном состоя- чии, что приводит к эффективному привариванию обожженного доломита к поверхности магнезитовой футеровки.Наличие в составе отходов производства вторичного алюминия металлического алюминия обеспечивает возможность присадки материала одновременно с началом выпуска, так как тепла., выделяемого при окислении металлического алюминия, достаточно для компенсации потерь тепла на нагрев отходов до температуры шлака.
При вводе отходов производства вторичного алюминия с расходом менее 0,01 от массы печного шлака не достигается эффекта образования на межфаз ной поверхности алюмината магния и не происходит улучшение приваривания заправочного материала к футеровке.
При расходе отходов производства вторичного алюминия более 0,03 от массы печного шлака возрастает износ футеровки за счет повышения температуры печного шлака и возрастания его агрессивности за счет повьш1ения содержания окислов калия и натрия, а также хлоридов этих металлов, вносимых отходами производства вторичного алюминия.
Ввод отходов производства вторичного алюминия в печь одновременно с началом выпуска позволяет свести к минимуму время контакта печного шлака с повышенной агрессивностью с футеровкой рабочего пространства.Заправка печи обожженным доломитом обес печивает эффективное приваривание материала к поверхности футеровки за счет образования на поверхности контакта частиц вводимого обожженного доломита с футеровкой слоя алюмината магния и кальция, являющегося связующим элементом между футеровкой и доломитом.
Ввод обожженного доломита походу выпуска плавки обеспечивает максимальную температуру в зоне взаимодействия заправочного материала и футеровки.
Пример. При выплавке стали в 180-тонной мартеновской печи одновременно с началом выпуска мет.алла в печь вводят отходы производства рторичного алюминия при различных соотношениях с печным шлаком. Масса печного шлака составляет 18,2 т 0,2 т Заправку производят обожженным доломитом во время выпуска плавки по мере схода металла. Начало заправки совпадает с началом выпуска. Заправке подвергают в первую очередь шлаковый пояс, а также стены и откосы ниже уровня металла и шлака. Поскольку повышение эффективности заправки при использовании предлагаемого способа достигается только в отношении элементов печи, находящихся ниже верхней кромки шлакового пояса, для получения сравнимых результатов заправку верхней части рабочего пространства не прозводят. Вследствие того, что. наиболее быстроизнашиваемой частью футеровки печи является шлаковый пояс, такая технология заправки допустима.
Заправку производят до максимального восстановления изношенных участков футеровки, т.е. до того момента, когда обожженный доломит начинает свободно осыпаться с заправляемого участка. При этом в зависимости от износа футеровки изменяется и расход доломита.
Расход доломита является показателем эффективности предыдущей заправки, также, как и износ футеровки за плавку, расчетная стойкость футеровки и продолжительность заправки. Скорость износа футеровки определяют по результатам замера температуры
термопарой, установленной в задней стенке печи.
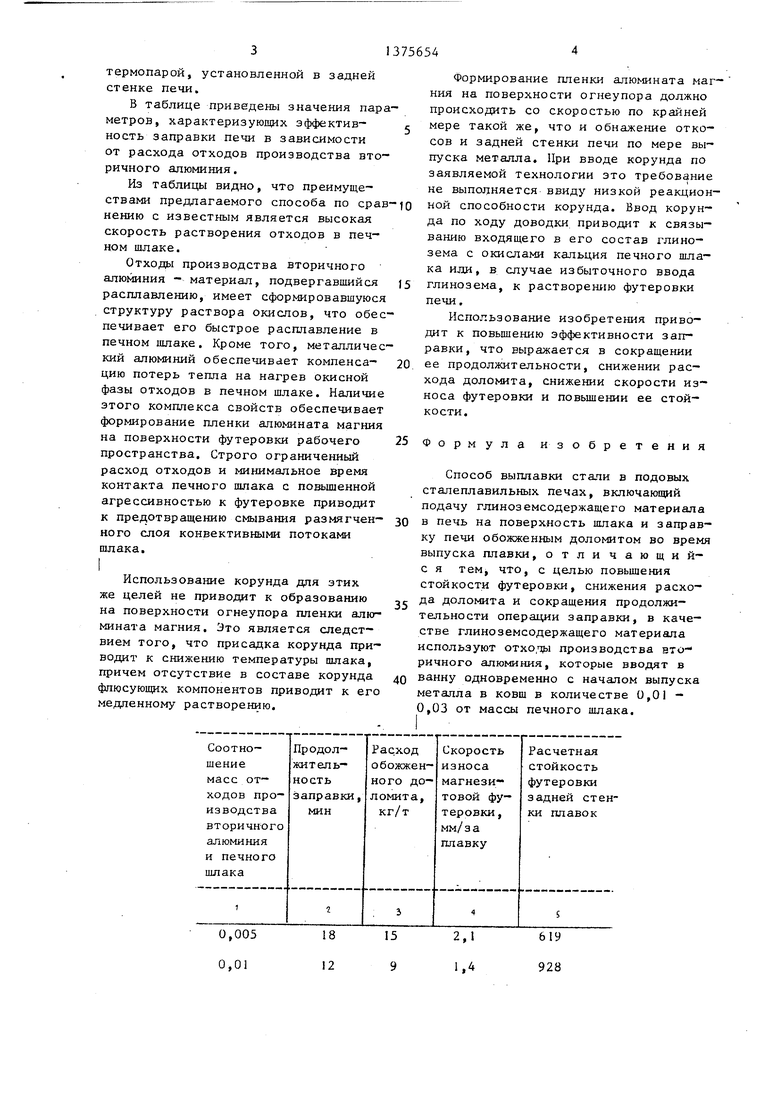
В таблице приведены значения пара метров, характеризующих эффектив-
ность заправки печи в зависимости от расхода отходов производства вторичного алюминия.
Из таблицы видно, что преимуще ствами предлагаемого способа по срав нению с известным является высокая скорость растворения отходов в печном шлаке.
Отходы производства вторичного алюминия - материал, подвергавшийся расплавлению, имеет сформировавшуюся структуру раствора окислов, что обеспечивает его быстрое расплавление в печном шлаке. Кроме того, металлический алюминий обеспечивает компенсацию потерь тепла на нагрев окисной фазы отходов в печном шлаке. Наличие этого комплекса свойств обеспечивает формирование пленки алюмината магния на поверхности футеровки рабочего пространства. Строго ограниченный расход отходов и минимальное время контакта печного шлака с повышенной агрессивностью к футеровке приводит к предотвращению смывания размягченного слоя конвективными потоками шлака.
Использование корунда для этих же целей не приводит к образованию на поверхности огнеупора пленки алюмината магния. Это является следствием того, что присадка корунда приводит к снижению температуры шлака, причем отсутствие в составе корунда флюсующих компонентов приводит к его медленному растворению.
5
0
Формирование пленки алюмината магния на поверхности огнеупора должно происходить со скоростью по крайней мере такой же, что и обнажение откосов и задней стенки печи по мере выпуска металла. При вводе корунда по заявляемой технологии это требование не выполняется ввиду низкой реакционной способности корунда. Ввод корунда по ходу доводки приводит к связыванию входящего в его состав глинозема с окислами кальция печного шлака иди, в случае избыточного ввода глинозема, к растворению футеровки печи.
Использование изобретения приводит к повьш1ению эффективности заправки, что выражается в сокращении ее продолжительности, снижении расхода доломита, снижении скорости износа футеровки и повышении ее стойкости.
J5
25 Формула изобретения
Способ выплавки стали в подовых сталеплавильных печах, включающий подачу глиноземсодержащего материала в печь на поверхность шлака и заправку печи обожженным доломитом во время выпуска плавки, отличающий- с я тем, что, с целью повьш1ения стойкости футеровки, снижения расхода доломита и сокращения продолжительности операции заправки, в качестве глиноземсодержащего материала используют отхо.ты производства ВТО- ричного алюминия, которые вводят в ванну одновременно с началом выпуска металла в ковщ в количестве 0,01 - 0,03 от массы печного шлака.
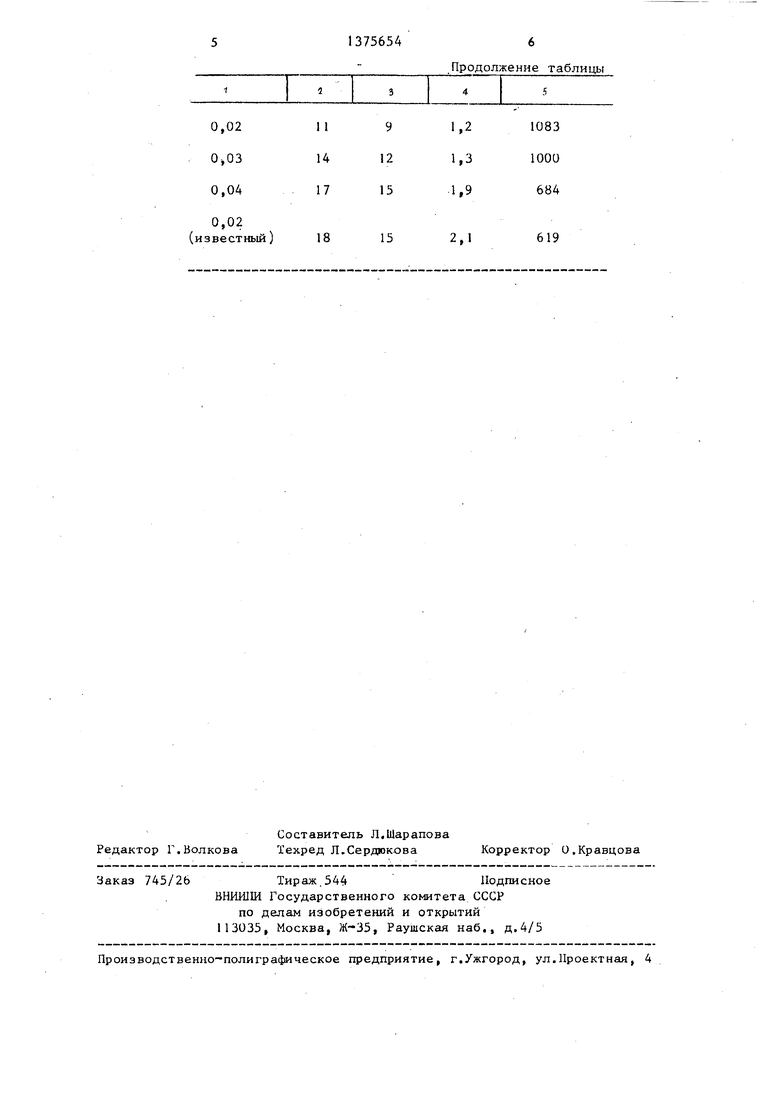
Продолжение таблиць;
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ выплавки подшипниковой стали | 1980 |
|
SU865925A1 |
| Способ нейтрализации конечного шлака | 1985 |
|
SU1310433A1 |
| СПОСОБ ПОЛУЧЕНИЯ СИНТЕТИЧЕСКОГО ФЛЮСА ДЛЯ СТАЛЕПЛАВИЛЬНОГО ПРОИЗВОДСТВА | 2016 |
|
RU2639199C2 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ ЭЛЕКТРОПЕЧИ С КИСЛОЙ ФУТЕРОВКОЙ | 2021 |
|
RU2760903C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2012 |
|
RU2493263C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОКАЧЕСТВЕННОЙ ЛЕГИРОВАННОЙ СТАЛИ | 2005 |
|
RU2293125C1 |
| СПОСОБ РАСКИСЛЕНИЯ И МИКРОЛЕГИРОВАНИЯ СТАЛИ ВАНАДИЕМ | 1992 |
|
RU2040549C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2009 |
|
RU2404263C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛИ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2010 |
|
RU2430973C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ЭЛЕКТРОДУГОВОЙ ПЕЧИ | 2016 |
|
RU2632736C1 |
Изобретение относится к черной металлургии, конкретнее к способам выплавки стали в подовых сталеплавильных печах. Цель - повышение стойкости футеровки, снижение расхода доломита и сокращение продолжительности операции заправки. Для достижения цели на поверхность печного шлака в ванну подовой сталеплавильной печи вводят отхода производства вторичного алюминия (ОПВА) в количестве 0,01-0,03 от массы печного пшака. ОПВА вводят одновременно с началом выпуску металла в ковш. Заправку печи производят обожженным доломитом во время выпуска плавки. При вводе ОПВА в шлак на поверхности контакта магнезитовой футеровки (МФ) рабочего пространства со шлаком образуется пленка алюмината магния, имеющего температуру плавления 1750°С и находящегося в пластическом состоянии при температуре щлака перед выпуском.Это приводит к привариванию обожженного доломита к поверхности МФ. Изобретение позволяет снизить расход доломита, сократить время продолжительности заправки, снизить скорость износа футеровки г/ в 2 раза и увеличить стойкость.футеровки. 1 табл. с $ со 00 СП 05 ел
0,02 0,03 0,04
0,02 (известный)
2,1
619
| СПОСОБ РАЗЖИЖЕНИЯ СТАЛЕПЛАВИЛЬПЫХ ШЛАКОВ | 0 |
|
SU269949A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ разжижения сталеплавильных шлаков | 1982 |
|
SU1068489A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Выплавка стали в основных мартеновских и двухванных печах завода | |||
| Транспортер для перевозки товарных вагонов по трамвайным путям | 1919 |
|
SU105A1 |
