Холодная правка несимметричной грибовидности сварных тавровых или двутавровых элементов осуществляется в настоящее время в .два перехода: вначале выправляется грибовидность полки, а затем боковыми упорами выправляется перекос полки за счет изгиба стенки.
Такой способ правки усложняет и удорожает правильные работы вследствие своей трудоемкости и низкой производительности, а также не обеспечивает требуемое качество.
Предложенный способ холодной правки несимметричной грибовидности полок тавровых или двутавровых сварных элементов свободен от указанных серьезных недостатков известных способов.
Для повышения качества правки и снижения трудоемкости правильных работ правку, согласно предложенному способу, ведуг за одИН переход путем приложения сил на грибовидную сторону полок с одновременным прижимом перекошенной стенки до совпадения ее оси с осью приложения сил.
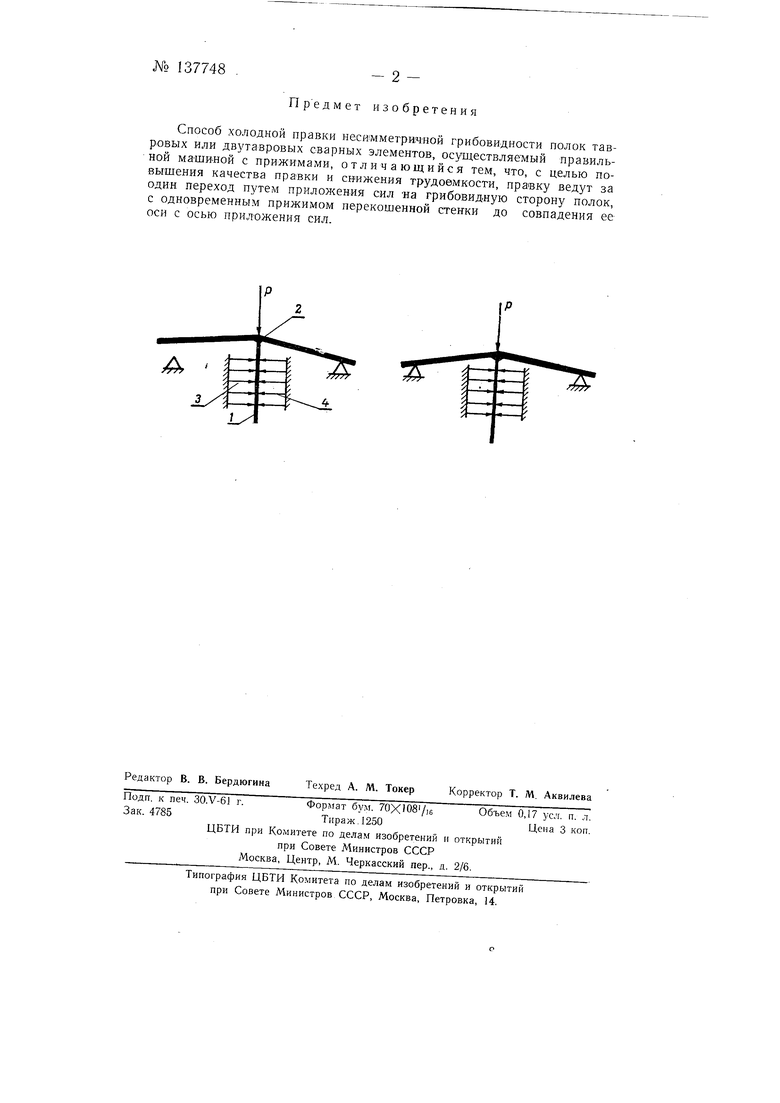
На чертеже схематически показаны последовательные положения сварного таврового элемента в правильной мащине в процессе правки.
Холодная правка несимметричной грибовидности полок тавровых или двутавровых сварных элементов ведется за один переход.
Для этой цели перекощенная стенка 1 элемента 2 фиксируется в правильной машине прижимами 3, 4 таким образом, чтобы ее ось совпала с линией действия силы Р, одновременно приложенной к грибовидной стороне полок. При этом, стенка 1 имеет возможность перемещаться вдоль линии действия силы Р.
Под действием силы Р одновременно осуществляется совмещенная в одной операции правка как несимметричной грибовидности. так и перекоса полок.
№ 137748 .
Предмет изобретения
Способ холодной правки несимметричной грибовидности полок тавровых или двутавровых сварных элементов, осуществляемый правильной машиной с прижимами, отличающийся тем, что, с целью повышения качества правки и снижения трудоемкости, правку ведут за один переход путем прилол ения сил иа грибовидную сторону полок, с одновременным прижимом перекошенной стенки до совпадения ее оси с осью приложения сил.
2 
| название | год | авторы | номер документа |
|---|---|---|---|
| Монтажное соединение балок под сварку монтажных стыков | 1960 |
|
SU136750A1 |
| Установка для непрерывной сварки изделий двутаврового сечения | 1977 |
|
SU733936A1 |
| Способ сборки и сварки двутавров | 1984 |
|
SU1186441A1 |
| Способ получения тавровых профилей | 1982 |
|
SU1072930A1 |
| Устройство для термической правки полок сварных элементов | 1987 |
|
SU1558528A1 |
| СПОСОБ ПРАВКИ ГОРЯЧЕГО ФАСОННОГО ПРОКАТА | 2004 |
|
RU2366526C2 |
| СПОСОБ СБОРКИ И СТАН ДЛЯ СБОРКИ СВАРКОЙ ДВУТАВРОВОЙ БАЛКИ | 2012 |
|
RU2501635C1 |
| Устройство для термической правки полок сварных элементов | 1979 |
|
SU856612A1 |
| Способ правки сварных конструкций таврового профиля | 1983 |
|
SU1146165A1 |
| Способ и устройство защиты от коррозионного растрескивания сварной металлоконструкции | 2015 |
|
RU2626705C2 |
1
