(21)4359869/23-27
(22)06.11.87
(46) 23.04.90. Бюл. № 15
(71)Всесоюзный научно-исследовательский институт транспортного строительства
(72)В. В. Пассек и В. М. Душницкий (53) 621.982.5(088.8)
(56) Авторское свидетельство СССР № 856612, кл. В 21 D 1/14,-26.03.79.
(54) УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ПРАВКИ ПОЛОК СВАРНЫХ ЭЛЕМЕНТОВ
(57) Изобретение относится к термической обработке металлов для исправления дефектов их форм и может быть использовано для правки грибовидности и перекоса полок сварных элементов. Цель изобретения - расширение технологических возмож
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для термической правки полок сварных элементов | 1979 |
|
SU856612A1 |
| Устройство для плавки грибовидности полок сварных элементов | 1974 |
|
SU493268A1 |
| Установка для непрерывной сварки изделий двутаврового сечения | 1977 |
|
SU733936A1 |
| Устройство для правки грибовидности полок сварных балок | 1981 |
|
SU1026889A1 |
| Способ холодной правки несимметричной грибовидности полок тавровых или двутавровых сварных элементов | 1958 |
|
SU137748A1 |
| Устройство для правки сварных балок | 1976 |
|
SU692654A1 |
| СПОСОБ СБОРКИ И СТАН ДЛЯ СБОРКИ СВАРКОЙ ДВУТАВРОВОЙ БАЛКИ | 2012 |
|
RU2501635C1 |
| Устройство для сборки под сварку | 1989 |
|
SU1729722A1 |
| Способ сборки и сварки двутавров | 1984 |
|
SU1186441A1 |
| СТАНОК ДЛЯ ПРАВКИ ДИСКОВ АВТОМОБИЛЬНЫХ КОЛЕС | 2014 |
|
RU2567771C1 |
Изобретение относится к термической обработке металлов для исправления дефектов их формы и может быть использовано для правки грибовидности и перекоса полок сварных элементов. Цель изобретения - расширение технологических возможностей за счет одновременной правки перекоса и грибовидности полок элемента. Устройство содержит устанавливаемую на стенку 24 выправляемого элемента каретку 4 с опорными роликами 5, 6 и электроприводом ее перемещения. На каретке 4 размещены на кронштейне 8 блок правки, несущий нагреватель 11, рамка 1 с прижимным роликом 2, механизмы перемещения и качания блока правки и система управления. Последняя имеет основной и дополнительный механизмы регулирования режима правки в виде подпружиненных щупов 18, 19 и соединенных с их хвостовиками своими бегунками реостатов 20, 21. Основной механизм регулирования режима правки размещен на рамке на уровне шарнира 3, соединяющего ее с кареткой 4, а дополнительный - между кареткой и рамкой на уровне роликов 5, 6. Рамка 1 соединена с кареткой регулируемой пружиной 16, а блок правки размещен на рамке с возможностью перемещения со стороны прижимного ролика 2. При правке щупы 18, 19 замеряют деформацию элемента и, перемещая бегунки реостатов 20, 21, изменяют их сопротивление. Эти сигналы поступают в систему управления. По заданной программе выдаются команды на изменение режимов правки /положение блока правки, скорость перемещения каретки, мощность нагревателя и т.д./. 1 ил.
в 16 3 20 18 5 J 1
7
С/ I /4 13 21 19 N
П 12 Ю 9
(/
СП
ел
00 СЛ N5
00
ностей за счет одновременной правки перекоса и грибовидности полок элемента. Устройство содержит устанавливаемую на стенку 24 выправляемого элемента каретку 4 с роликами 5,6 и электроприводом ее перемещения На каретке 4 размещены на кронштейне 8 блок правки, несущий нагреватель 11, рамка 1 с прижимным роликом 2, механизмы перемещения и качания блока правки и система управления. Последняя имеет основной и дополнительный механизмы регулирования режима правки в виде подпружиненных щупов 18, 19 и соединенных с их хвостовиками своими бегунками реостатов 20, 21 Основной механизм регу- чирования режима правки размещен на
Изобретение относится к технологии изготовления сварных мостовых балок пролетных строений мостов и может быть использовано в строительстве при изготовлении сварных балок и Н-образных элементов.
Целью изобретения является расширение технологических возможностей путем обеспечения правки одновременно перекоса и грибовидностч заготовок.
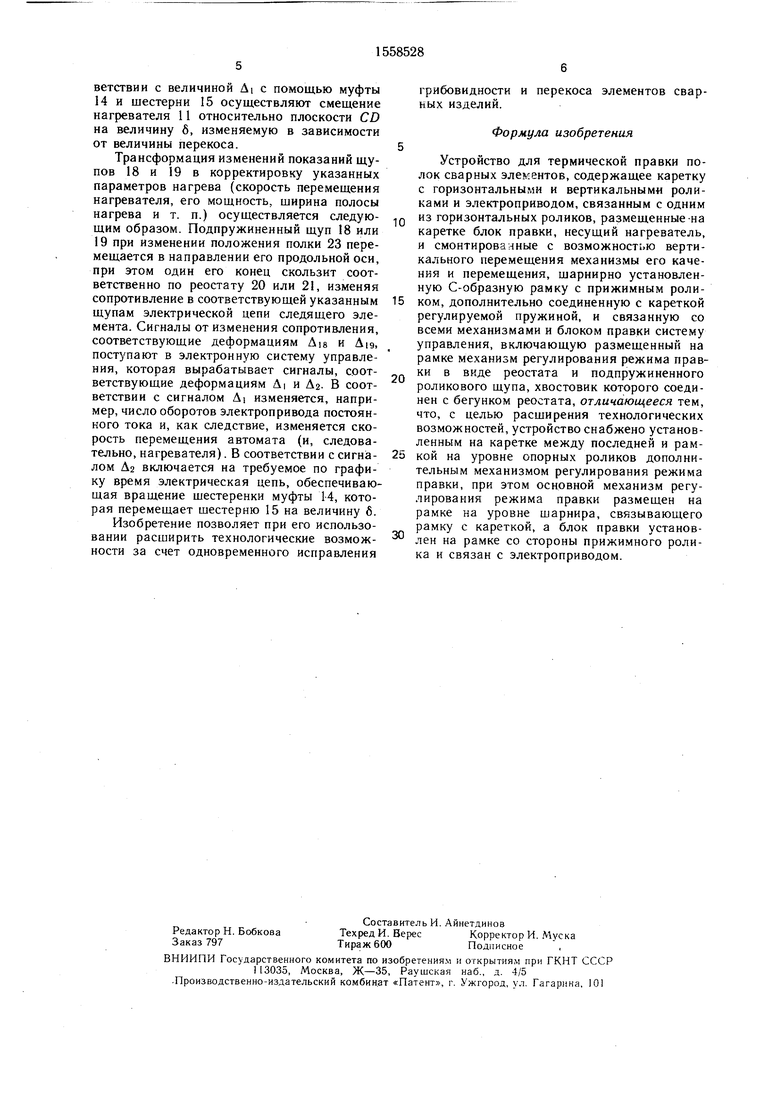
На чертеже показана схема устройства.
Устройство содержит С-образную рамку I с прижимным роликом 2, которая при помощи шарнира 3 крепится к каретке 4. Последняя снабжена опорными роликами 5, направляющими роликами 6 и электроприводом, связанным с одним из роликов 6. На каретке в направляющих 7 смонтирован кронштейн 8, соединенный шарниром 9 с блоком 10 правки, несущим нагреватель 11. Блок правки смонтирован на рамке 1 при помощи элементов 12 скольжения. На каретке 4 размещены механизм 13 качания блока правки и механизм перемещения его в виде стяжной муфты 14 и шестерни 15, которые связаны с приводом. Рамка 1 дополнительно соединена с кареткой 4 при помощи пружины 16 с регулирующим маховиком 17. Система управления включает механизмы регулирования режима правки в виде подпружиненных щупов 18 и 19, хвостовики которых соединены с бегунками реостатов 20 и 21. Положение 22 рамки 1 соответствует отсутствию деформаций грибовидности и перекоса полки 23 относительно стенки 24 выпрямляемого элемента.
Устройство работает следующим образом.
Устройство вручную устанавливают на стенку 24 выпрямляемого элемента, опирая его на стенку 24 вертикальным опорным 5 и направляющим 6 роликами. В момент установки пружина 16 находится в свободном состоянии, а после установки с порамке на уровне шарнира 3, соединяющего ее с кареткой 4, а дополнительный - между кареткой и рамкой на уровне роликов 5, 6. Рамка 1 соединена с кареткой
регулируемой пружиной 16, а блок правки размещен на рамке с возможностью перемещения со стороны прижимного ролика 2. При правке щупы 18, 19 измеряют деформацию элемента и, перемещая бегунки рео- статов 20, 21, изменяют их сопротивление. Эти сигналы поступают в систему управления. По заданной программе выдаются команды на изменение режимов правки (положение блока правки, скорость перемещения каретки, мощность нагревателя и
т.д.). 1 ил.
мощью маховика 17 она натягивается, при этом прижимной ролик 2 упирается в полку 23, а направляющий ролик 6 - в стенку 24, что обеспечивает фиксированное поло5 жение устройства относительно выправляемого элемента
Далее оператор настраивает по соответствующим графикам и таблицам механизмы регулирования режима правки в зависимости от значений исходные характерис0 тик выпрямляемого элемента, эффективной мощности нагревателя (например, газовой горелки), затем включает нагреватель и осуществляет запуск устройства. Во время движения нагреватель 11 нагревает полку 23 элемента, при этом степень нагрева регули5 руют скоростью перемещения нагревателя, его мощностью, шириной полосы нагрева (амплитудой колебания нагревателя) и другими приемами. Деформации полки в общем случае определяются деформациями перекод са Д (относительно плоскости АВ, перпендикулярной плоскости стенки 24) и деформациями грибовидности А2- При наличии деформаций прижимной ролик 2 смещается на величину ДП Д2-AI (при равенстве расстояний от осевой плоскости CD стенки 24
5 до щупа 18 и прижимного ролика 2- при неравенстве расстояний указанные соотношения соответственно корректируются), щуп 18 показывает деформацию Д|8-Д2+Д1, а щуп 19 -деформацию
Д2-Д
0
,
УП
где , т. е определяется положением
/1+/2
щупа 19.
Таким образом, из показаний щупов 18 и 19 получают значения перекоса Дь грибовидности Д2:Д1 0,5(Д18-/пД19) и ,5Х X(Ai8+wAi9). В соответствии с величиной Д2 регулируется степень нагрева, а в соответствии с величиной Д с помощью муфты 14 и шестерни 15 осуществляют смещение нагревателя 11 относительно плоскости CD на величину б, изменяемую в зависимости от величины перекоса.
Трансформация изменений показаний щупов 18 и 19 в корректировку указанных параметров нагрева (скорость перемещения нагревателя, его мощность, ширина полосы нагрева и т. п.) осуществляется следующим образом. Подпружиненный щуп 18 или 19 при изменении положения полки 23 перемещается в направлении его продольной оси, при этом один его конец скользит соответственно по реостату 20 или 21, изменяя сопротивление в соответствующей указанным щупам электрической цепи следящего элемента. Сигналы от изменения сопротивления, соответствующие деформациям Ai8 и Д|9, поступают в электронную систему управления, которая вырабатывает сигналы, соответствующие деформациям Д| и Д2. В соответствии с сигналом Д| изменяется, например, число оборотов электропривода постоянного тока и, как следствие, изменяется скорость перемещения автомата (и, следовательно, нагревателя).В соответствии с сигналом Д2 включается на требуемое по графику время электрическая цепь, обеспечивающая вращение шестеренки муфты 14, которая перемещает шестерню 15 на величину б.
Изобретение позволяет при его использовании расширить технологические возможности за счет одновременного исправления
0
0
5
0
грибовидности и перекоса элементов сварных изделий.
Формула изобретения
Устройство для термической правки полок сварных элементов, содержащее каретку с горизонтальными и вертикальными роликами и электроприводом, связанным с одним из горизонтальных роликов, размещенные-на каретке блок правки, несущий нагреватель, и смонтированные с возможностью вертикального перемещения механизмы его качения и перемещения, шарнирно установленную С-образную рамку с прижимным роликом, дополнительно соединенную с кареткой регулируемой пружиной, и связанную со всеми механизмами и блоком правки систему управления, включающую размещенный на рамке механизм регулирования режима правки в виде реостата и подпружиненного роликового щупа, хвостовик которого соединен с бегунком реостата, отличающееся тем, что, с целью расширения технологических возможностей, устройство снабжено установленным на каретке между последней и рамкой на уровне опорных роликов дополнительным механизмом регулирования режима правки, при этом основной механизм регулирования режима правки размещен на рамке на уровне шарнира, связывающего рамку с кареткой, а блок правки установлен на рамке со стороны прижимного ролика и связан с электроприводом.
