Изобретение относится к обработке металлов давлением, в частности к конструкциям сборных штампов для горячей объемной штамповки, и направлено на дальнейшее совершенствование известных конст- рукций сборных штампов.
Целью изобретения является повышение производительности за счет сокраш.ения времени на переналадку и обслуживание.
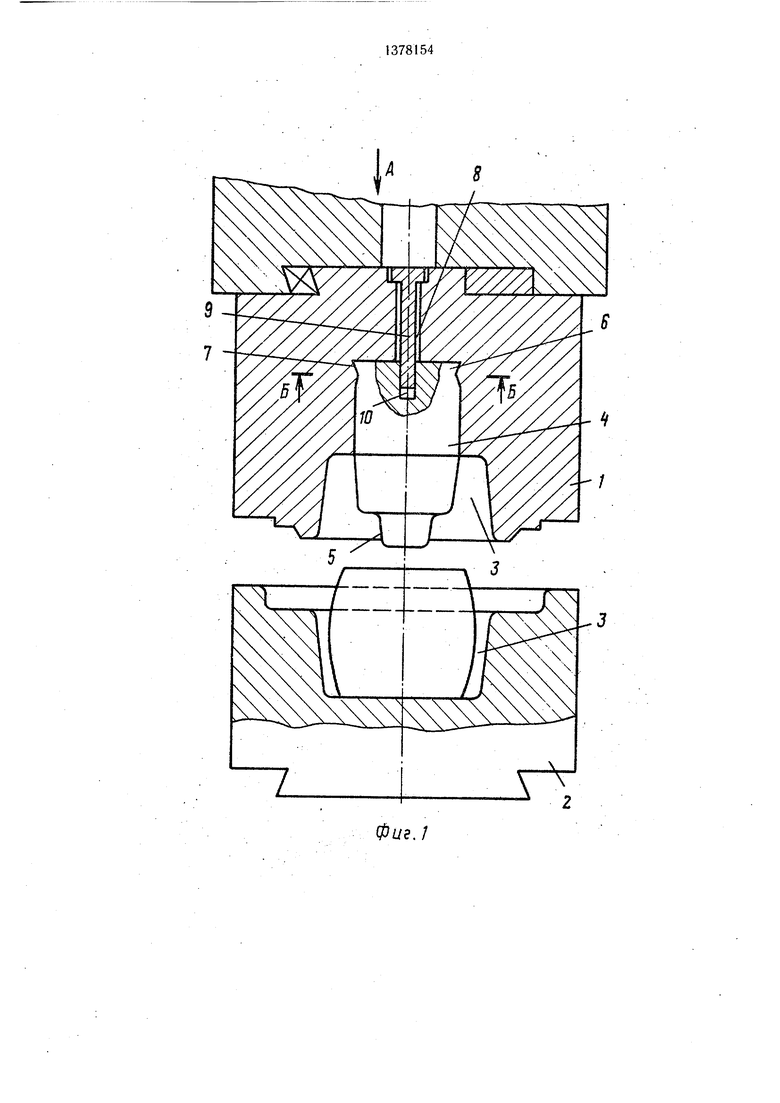
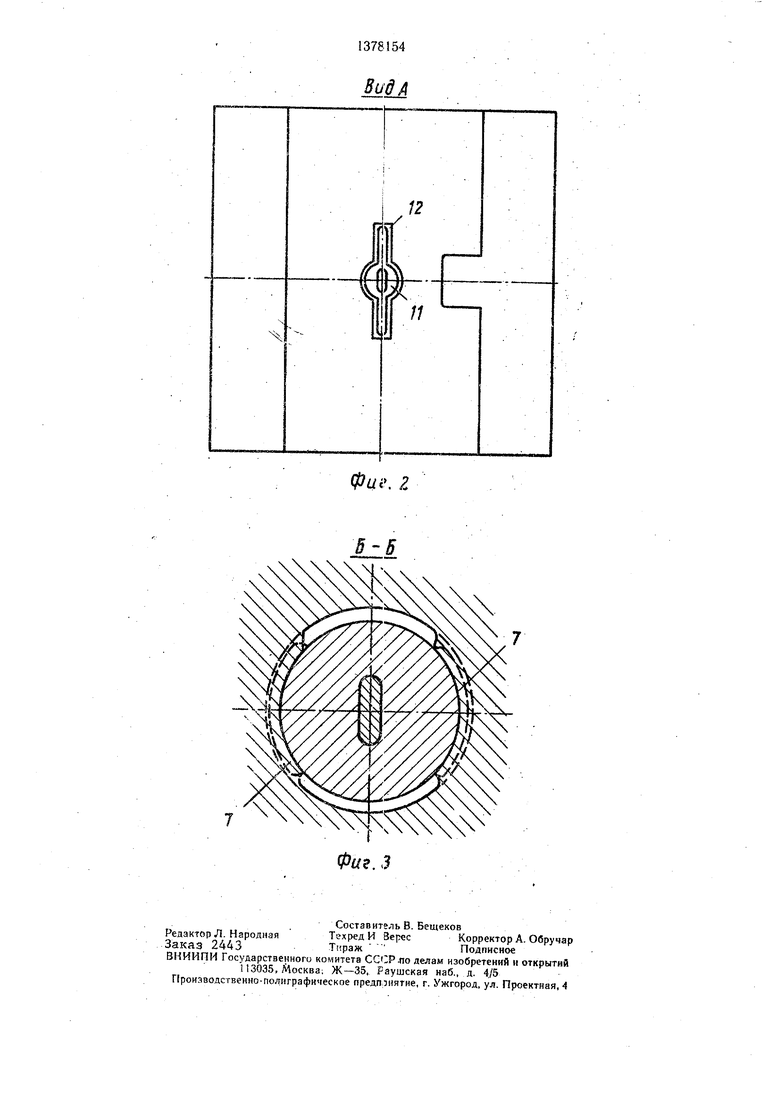
На фиг. I изображен штаМп, общий вид в поперечном разрезе; на фиг. 2 - вид, по стрелке А на фиг. I; на фиг. 3 - разрез по Б-|уБ ,,фиг. 1.
Щ79МД ДЛЯ горячей объемной штамповки,,)(ит верхний I и нижний 2 корпусы, в которых выполнена полость окон- чатёльногр ручья 3. В верхнем корпусе 1 установлена центральная сменная вставка 4 с поверхностью гравюры 5.
Со стороны опорной поверхности .центральная вставка 4 имеет секторный фланец б, при помощи которого она связана с корпу- сом 1 посредством байонетного соединения, элементы которого в виде секторных выступов 7 выполнены в расточке корпуса 1. В корпусе 1 выполнено сквозное отверстие 8 для размещения специального торцового ключа 9. Торец ключа 9 устанае- ливается в специальное (овальное) отверстие 10, выполненное в опорном торце центральной вставки 4. Ручка 11 ключа устанавливается в проточку 12 на хвостовике корпуса 1, выполненную по размерам ручки ключа.
Штамп работает следующим, образом.
Перед установкой на молот осуществляют сборку штампа в следующей последовательности. В расточку корпуса 1 устанавливают на ее дно центральную вставку 4 таким образом, чтобы .секторные выступы, образующие фланец 6 центральной вставки вошли в пространство между секторными выступами 7 расточки корпуса 1. Затем центральную вставку поворачивают относительно корпуса на 90° до совпадения сектор- ных выступов с помощью специального торцового ключа 9, конец которого установлен в специальное (овальное) отверстие 10, выполненное на опорном торце центральной вставки 4. Затем ручку I i ключа устанав- ливают ,в проточку 12 на хвостовике корпуса штампа.
Собранные таким образом части щтампа устанавливают на молот и производят забивку клиньев, при этом ручка 11 специального ключа зажимается в проточке 12 на хвостовике корпуса штампа, чем и обеспечивается удержание центральной вставки з заданном положении. В процессе штамповки секторные выступы байонетного соединения центральной вставки и корпуса препятствуют относительному сдвигу по вертикали этих частей из-за сил трения между поковкой и формообразующей поверхностью центральной вставки.
. При необходимости замены сменных деталей корпус 1 штампа снимается с молота, извлекая из проточки 12 ручку 11 специального ключа 9, при этом конец ключа не выходит из специального (овального) отверстия 10 центральной вставки/и поворотом ключа 9 на 90° осуществляют разборку штампа в последовательности, рбратной описанному.
Для возобновления гравюры штампа в случае износа полости чистового ручья с поверхности зеркала штампа снимается слой металла и. вновь растачивается полость окончательного ручья по общеизвестной технологии без .разборки штампа.
Формула изобретения
Штамп для горячей объемной штамповки содержащий верхнюю и нижнюю части с гравюрами, одна из которых выполнена в виде корпуса со вставкой, соединенных между собой соединением байонетного типа, образованным секторными выступами фланца вставки и проточкой с секторными выступами корпуса, отличающийся тем, что, с целью повышения производительности за счет сокращения времени на переналадку и обслуживание, секторные выступы фланца вставки выполнены размером, не превышающим наружный диаметр вставки, в торце фланца вставки выполнена центральная глухая полость, а в корпусе соосное полости вставки ступенчатое отверстие, вставка снабжена Т-образным ключом, свободно размещенным в ступенчатом отверстии корпуса и глухой полости вставки, причем верхняя Ступень указанного отверстия выполнена по форме ручки ключа.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ | 1991 |
|
RU2007248C1 |
| Штамп для горячей объемной штамповки | 1984 |
|
SU1152147A1 |
| Штамп для выдавливания заготовок | 1989 |
|
SU1736669A1 |
| Молотовой штамп | 1974 |
|
SU490551A1 |
| Штамп для открытой объемной штамповки поковок | 1991 |
|
SU1821286A1 |
| Матричный блок штампа для горячей штамповки изделий | 1982 |
|
SU1071344A1 |
| СБОРНЫЙ ШТАМП ДЛЯ ОБЪЕМНОЙ ГОРЯЧЕЙ ШТАМПОВКИ | 1990 |
|
RU2005573C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОШТАМПОВАННЫХ ДИСКОВ КОЛЕС АВТОМОБИЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2015786C1 |
| Молотовой штамп | 1983 |
|
SU1152698A1 |
| Штамп для горячей объемной штамповки | 1988 |
|
SU1648625A1 |
Изобретение относится к обработке металлов давлением, в частности к конструкциям сборных штампов для горячей объемной штамповки. Целью изобретения является повышение производительности за счет сокращения аременн на переналадку k обслуживание. Это достигается тем, что крепление вставки производят поворотом Т-образного ключа, размещенного в ступенчатом отверстии корпуса вставки и глухой полости вставки. Секторные выступы фланца вставки выполнены размером, не превышающим наружный диаметр вставки, а верхняя часть ступенчатого отверстия корпуса выполнена по форме ручки ключа. При необходимости замены сменных деталей корпус штампа снимают с молота. Ручку ключа извлекают из ступенчатого отверстия и поворотом ключа осуществляют разборку штампа. 3 ил. .
Фиг,
Фт z
В-В
| Штамп для горячей объемной штамповки | 1984 |
|
SU1152147A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
