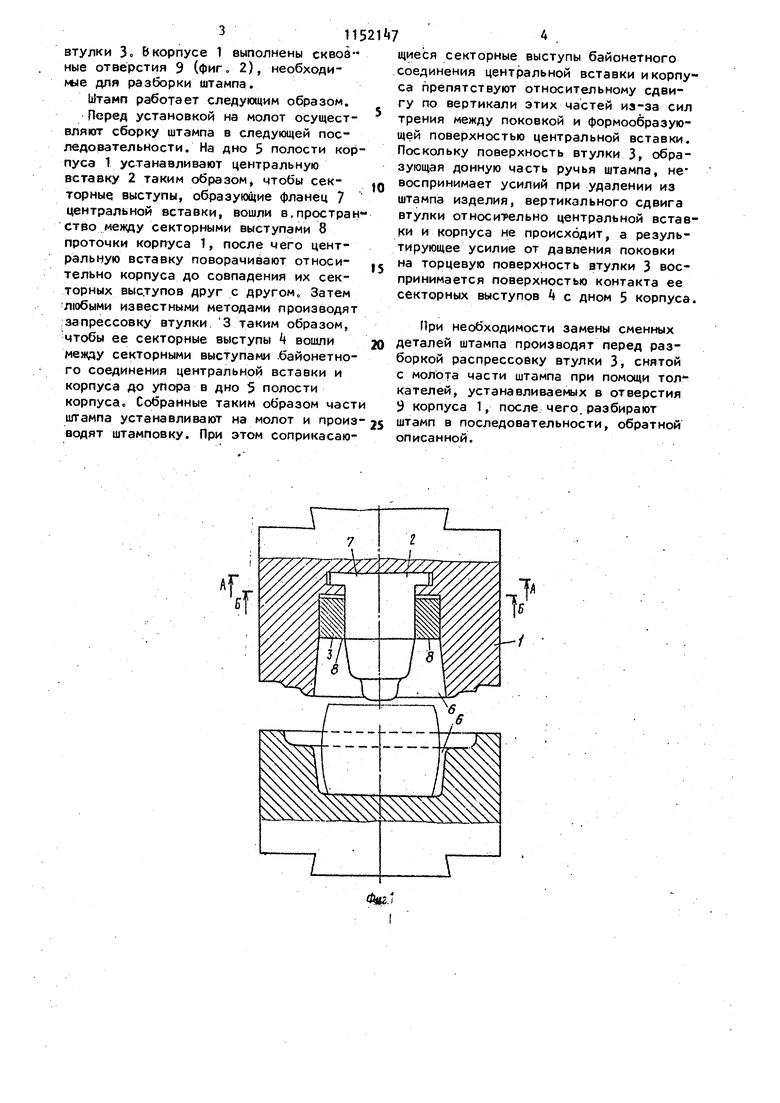
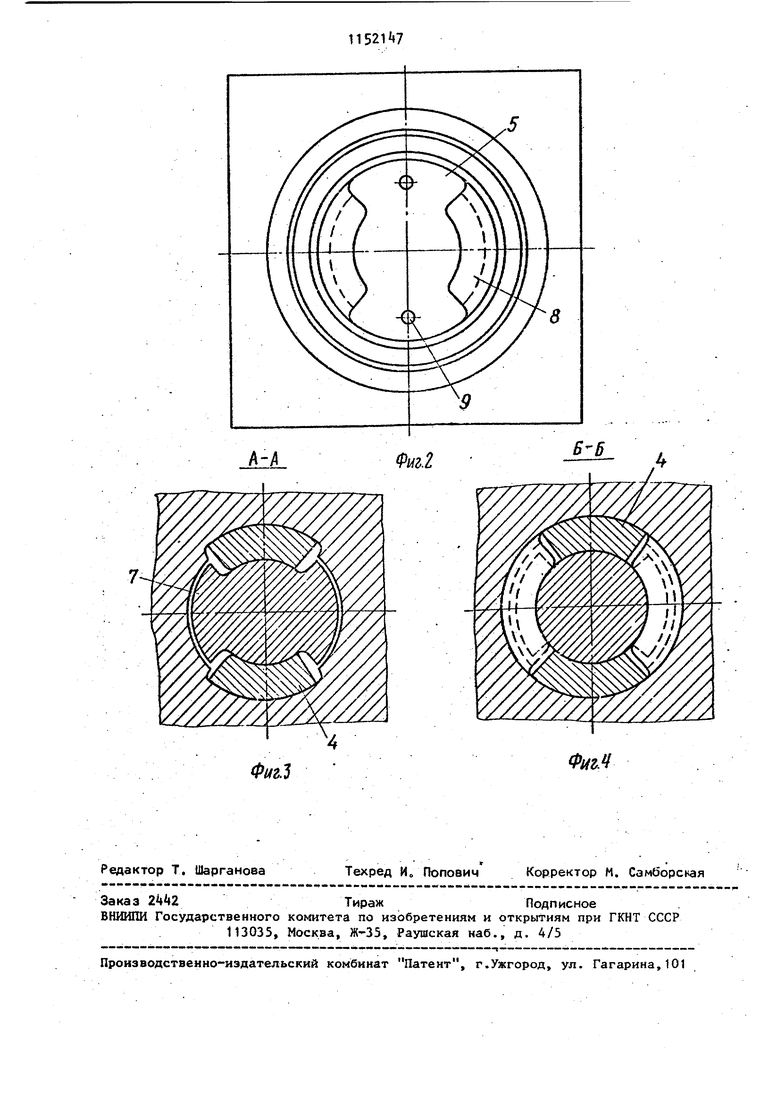
втулки 3. в корпусе 1 выполнены сквозные отверстия 9 (фиг. 2), необходимые для разборки штампа. Штамп работает следующим образом. Перед установкой на молот осуществляют сборку штампа в следующей последовательности. На дно 5 полости кор пуса 1 устанавливают центральную вставку 2 таким образом, чтобы секторные выступы, образующие фланец 7 центральной вставки, вошли в,простран ство меиаду секторными выступами 8 проточки корпуса 1, после чего центральную вставку поворачивают относительно корпуса до совпадения их секторных выступов друг с другомо Затем любыми известными методами производят запрессовку втулки 3 таким образом, чтобы ее секторные выступы k вошли между секторными выступами -байонетного соединения центральной вставки и корпуса до упора в дно 5 полости корпуса. Собранные таким образом част штампа устанавливают на молот и произ водят штамповку. При этом соприкасаю щиеЬя секторные выступы байонетного соединения центральной вставки и корпуса препятствуют относительному сдвигу по вертикали этих частей из-за сил трения между поковкой и формообразующей поверхностью центральной вставки. Поскольку поверхность втулки 3, образующая донную часть ручья штампа, невоспринимает усилий при удалении из штампа изделия, вертикального сдвига втулки относительно центральной вставки и корпуса не происходит, а результирующее усилие от давления поковки на торцевую поверхность втулки 3 воспринимается поверхностью контакта ее сбкторных выступов с дном 5 корпуса, При необходимости замены сменных деталей штампа производят перед разборкой распрессойку втулки 3, снятой с молота части штампа при помощи тол кателей, устанавливаемых в отверстия Э корпуса 1, после чего, разбирают штамп в последовательности, обратной описанной.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для горячей объемной штамповки | 1986 |
|
SU1378154A1 |
| СБОРНЫЙ ШТАМП ДЛЯ ОБЪЕМНОЙ ГОРЯЧЕЙ ШТАМПОВКИ | 1990 |
|
RU2005573C1 |
| Инструмент для обратного прессования | 1980 |
|
SU897361A1 |
| ШТАМП ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ | 1991 |
|
RU2007248C1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| ШТАМП ДЛЯ ШТАМПОВКИ ВЫДАВЛИВАНИЕМ | 1982 |
|
SU1078743A1 |
| Цилиндрическая плита для осадки | 1989 |
|
SU1761368A1 |
| НАПРАВЛЯЮЩАЯ ГИЛЬЗА РАБОЧЕГО ОРГАНА СИСТЕМЫ УПРАВЛЕНИЯ И ЗАЩИТЫ ЯДЕРНОГО РЕАКТОРА И ИНСТРУМЕНТ ДЛЯ УСТАНОВКИ, ФИКСАЦИИ И ИЗВЛЕЧЕНИЯ ГИЛЬЗЫ | 2015 |
|
RU2589740C1 |
| Штамп для горячей объемной штамповки | 1989 |
|
SU1657268A1 |
| Штамп для выдавливания | 1987 |
|
SU1600898A1 |
Фиг.
ffffz.
