Известные пневмогидравлические устройства для уравновешивания подвижных клетей станов холодной прокатки труб обладают существенными недостатками и не обеспечивают повышения производительности станов.
Предлагаемое пневматическое устройство для подвижной клети станов холодной прокатки труб обеспечивает уравновешивание движения клети и повышает производительность станов.
С этой целью в устройстве применен пневматический цилиндр с поршнем, приводимый в движение кривошипно-шатунным мехаиизмо.м.
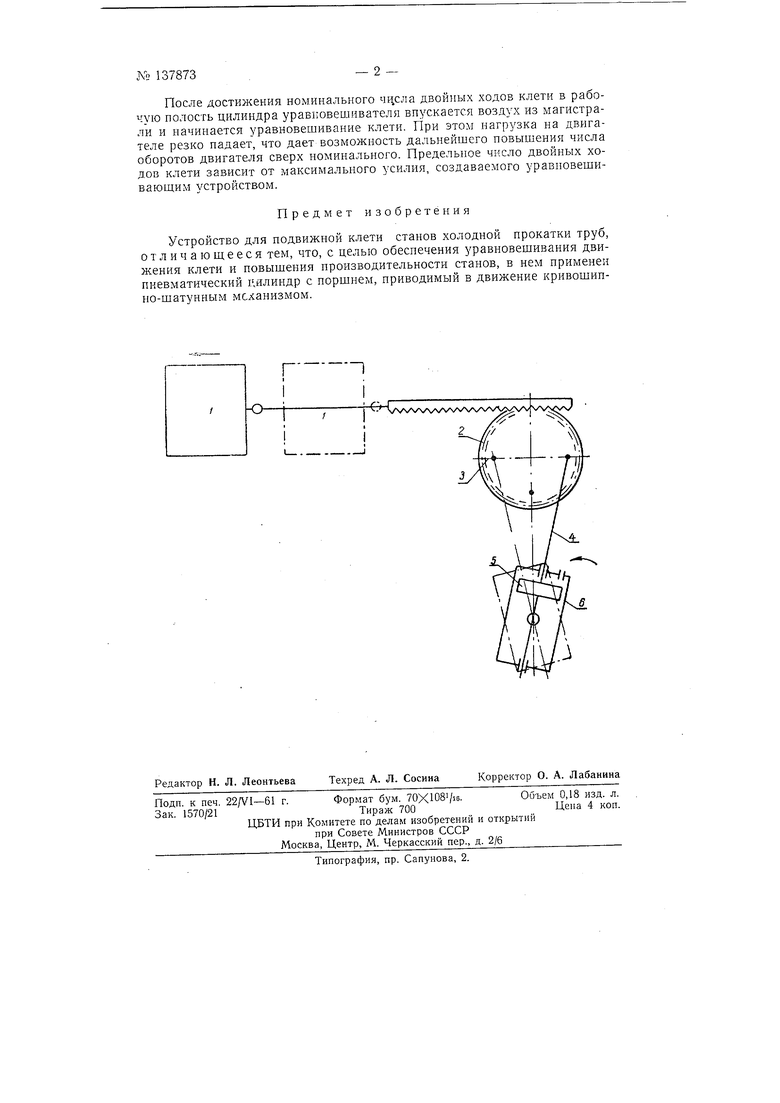
На чертеже показана кинематическая схема предлагаемого устройства.
При движении клети / влево (прямой ход) от среднего положения поворачивается шестерня 2 с кривошипом 3. При этом кривошип 3 тянет шток 4 с поршнем 5, который вытесняет из рабочей полости 6 пневматического цилиндра воздух в воздушную магистраль под постоянным давлением. При этом происходит торможение клети, которое усиливается по мере приближения ее к крайнему положению.
При обратном ходе кривошип начинает двигаться в противоположном направлении. При этом сжатый воздух, поступающий под постоянным давлением в рабочую полость, тянет шток пневмоцилиндра, помогая двигателю преодолевать инерционные усилия.
В среднем положении клети усилие, передаваемое на клеть со стороны уравновешивателя, равно нулю. После прохождения клетью среднего положения цикл повторяется.
Включение механизма осуществляется следующим образом. В исходном положении рабочая полость цилиндра отсоединена от сети и давление Б ней равно атмосферному. Сначала производится разгон клети до номинального числа двойных ходов, т. е. такого числа двойных ходов, при котором стан еще может работать без уравновешивающего устройства.
После достижения номинального двойных ходов клети в рабочую полость цилиндра уравповешивателя впускается воздух из магистрали и начинается уравновешивание клети. При этом нагрузка на двигателе резко падает, что дает возможность дальнейгиего повышения числа оборотов двигателя сверх номинального. Предельное число двойных ходов клети зависит от максимального усилия, создаваемого уравновешиваюш.им устройством.
Предмет изобретения
Устройство для подвижной клети станов холодной прокатки труб, отличающееся тем, что, с целью обеспечения уравновешивания движения клети и повышения производительности станов, в нем применен пневматический цялиндр с поршнем, приводимый в движение кривошипно-шатунным механизмом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гаситель инерционных сил в концах прямого и обратного ходов подвижной части клети стана холодной прокатки труб | 1959 |
|
SU142267A1 |
| Привод клети стана холодной прокатки труб | 1979 |
|
SU772629A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ХОЛОДНЫМ ПИЛЬГЕРОВАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2205075C2 |
| УСТРОЙСТВО для УРАВНОВЕШИВАНИЯ СИЛ ИНЕРЦИИ КЛЕТИ СТАНОВ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1967 |
|
SU202852A1 |
| РАБОЧАЯ ЛИНИЯ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2005 |
|
RU2286221C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2014 |
|
RU2578883C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1964 |
|
SU225129A1 |
| Способ уравновешивания подвижных масс | 1982 |
|
SU1082501A1 |
| ГИДРАВЛИЧЕСКИЙ ПОДАЮЩЕ-ПОВОРОТНЫй МЕХАНИЗМ СТАНОВ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1967 |
|
SU201296A1 |
| Способ уравновешивания динамического момента на входном валу привода возвратно-движущихся масс и устройство для его осуществления | 1990 |
|
SU1724970A1 |
