Изобретение относится к оборудованию л;гя обработки метал.тов даилением и предназначено для использования преимущеет венно в черной металлургии при производегве фла1 цевых ирофи;1ей Н1ирокого еортамента.
Известна нрокатная клеть для прокатки двута ровых 6a;ioK е криволинейной стенкой. соде) етанину, в которой расположены два )дных валка на гюдП1ин1п-1ках. Иа валках имеется с буртами и укспентричной частью 1.
Однако известное устройство не позволяет прокатывать двутавровые нрофи;т ()сз образования волнистости стенки, и в случае )езки калибра, без 9ксн.ентриеитета неледствие liepaBCFicTBa линейных скоростей ва.чков, формирующих стенку
и полки HpOtjlH.TH.
Наиболее близкой по технической сущiiocTH к изобретению является нрокатная клет1), содержаи1ая основные прокатные валки, состоящие из приводных валов и емомтировапных на них приводных и ненриводных бандажей, и дoнoлнитeль ыe рабочие валки 2.
Однако в такой клети за один ироход не.льзя получать фланцевые профили с болыним перепадом степени деформации но п ирине без искажения геометрии ирофиля. Уменынение же величины обжатия за один ироход будет способствовать увеличению эпер1озатрат на производство профиля и его удорожанию. Кроме того, имеет место неравномерный износ калибров валков, формуюп1их различные участки нрофиля.
Указанные недостатки обусловлены тем. что горизонта:1ьн(1е и вepтикaль iыe валки выполнены приводными, причем участки одного и того же рабочего валка, формируюнцего различные участки профиля, и.меют различные катаюи1ие радиусы. При этом )адиуеы, формируюн1ие стенку, всегда мень.Hie радиуеов, фор.мирующих нолку, в результате чего фор.мирование нро(()иля нроиеходит сначала но стенке, а затем но фланцам.
Увеличение энергозатрат на нроизводство нрофиля и его удорожание вызваны увели че1П1ем чис,1а проходов, а следовательно, увеличепием числа клетей и нарка валков.
Неравномерный износ различных учаетков одних и тех же валков обуеловлен различной линейной скоростью их и наличие.м различьюй скорости скольжения между этими участками ва;1ков и обжимаемым металлом.
Цель изобретения -- (ювьинение качества профилей, прокатываемых с болыним перепадом стенени дефор.мании по цпфине.
Указанная цель достигается те.м, что в прокатной клети, содержан1ей основные прокатные валки, соетояп1ие из приводных ваЛОВ и смонтированных на них приводных и холостых бандажей, и по меньшей мере один дополнительный рабочий валок, внутренние торцы нриводных бандажей по крайней мере одного из основных валков выно,.чнены с кольцевыми канавками, дополнительный рабочий валок смонтирован своими цанфами с подн инниками в упомянутых кольцевых канавках с возможностью неремеп1ения по ним и онирается на холостой бандаж, а клеть снабжена установочным роликом,контактирующим с дополнительным валком.
Установка в очаге деформации ненриводных дополнительных прокатных валков, имеющих меньщий катающий радиус по сравнению е приводным бандажами, позволяет при входе металла в очаг деформации осуществлять в начале деформирование iio.ioK профиля приводными бандажа.ми, а затем осуществлять значительно большую степень обжатия неприводными донолнительными валками.
Первоочередное обжатие полок профиля по отпощению к стенке и автоматический выбор необходимой линейной скорсх;ти дополнительных валков позволяет получать профили без искажения их геометрии.
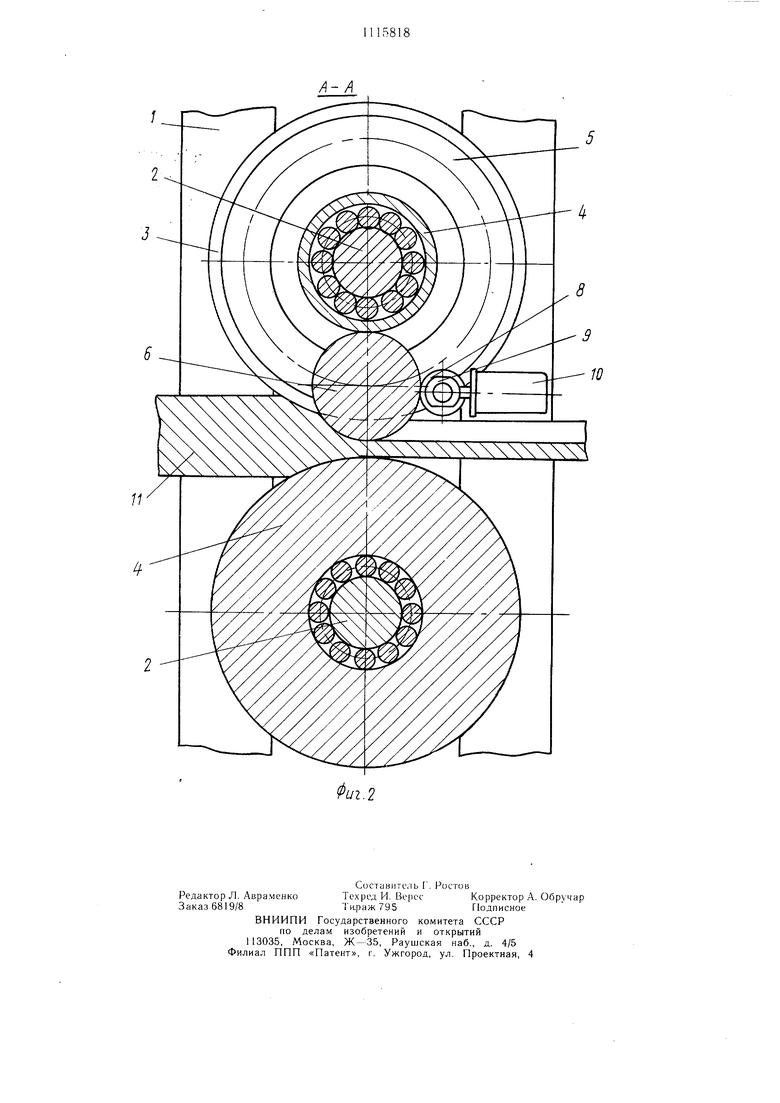
На фиг. 1 изображена прокатная клеть; па фиг. 2 - разрез А-А на фиг. 1.
Прокатная клеть содержит станины 1, нриводные валы 2, на которых насажен комнлект бандажей, причем боковые нриводные бапдажи 3 закреплены на валах 2 жестко, а средние бандажи 4 выполнены холостыми. Внутренние торцы боковых банлажей 3 снабжены кольцевыми капавками 5. Дополнительный прокатный валок 6 смонтир(л)аи с воз.можностью перемещения своими ()а.ми 7 с нодшинниками в кольцевых канавках о боковых бандажей 3 и опирается рабочей новерхпостью на бандаж 4. В кольцевых канавках 5 .может быть установлено несколько запасных дополнитель1 ык прокатнЕ)1х валков 6, а в случае прокатки двутавровых, тавровых и других профилей дополнительные прокатные валки 6 могут быть установлены в боковых бандажах и со стороны нижнего вала 2. Клеть снабжена фиксаторами установки допол1 ительного прокатного валка 6 в очаге деформации, содержащими установочные ролики 8, роликодержатели 9 и регулировочные устройства 10, выполненные, например, в виде гидроцилиндров и закрепленные на кронштейнах с внутренней стороны па станинах 1 клети. В случае выполнения клети реверсивной фиксаторы установки до1голнительного прокатного валка 6 устанавливаются но обе стороны его, а нри нрокатке двутавровых, тавровых и других профилей и со стороны нижнего дополнительного прокатного валка.
В процессе работы заготовка 11, входящая в очаг деформации, в первую очередь обжимается по краям боковыми приводными бандажами 3, имеющими больший катающий радиус. По мере продвижения заготовки в очаге деформации она подвергается деформированию в средней части со стороны дополнительного прокатного валка 6, имеющего меньший катающий радиус по сравнению с приводными боковыми бандажами 3. Величина обжатия, осуществляемого валком меньшего диаметра, всегда будет больще величины обжатия, осуществляемого валком большего диаметра, при одних и тех же условиях на границе контакта в очаге деформации. Компенсация усилия, выталкивающего дополнительный прокатный валок 6 из очага деформации, осуществляется роликами 8 через роликодержатели 9 с помощью регулировочных устройств 10.
В процессе прокатки линейная скорость дополнительного прокатного валка устанавливается самопроизвольно в зависимости от величинь и условий деформирования металла и не зависит от линейной скорости приводных боковых бандажей. Наличие опорного бандажа 4, контактирующего с рабочей поверхностью дополнительного прокатного валка 6 в процессе деформирования металла, обеспечивает повышенную жесткость системы на участках профиля, подвергаемых наибольшему обжатию,
Предлагаемая клеть обладает следующими преимуществами.
Защемление кромок заготовки боковыми приводными бандажами, предшествующего
обжатию ее в средней части дополнительным прокатным валком, создает благоприятные условия деформирования ее со значительным перепадом степени деформации по ширине, в результате чего такие профили могут быть получены за один проход без искажения их как по краям, так и в средней части полосы.
Применение дополнительного прокатного валка меньшего радиуса, установленного с возможностью перемещения в кольцевых канавках боковых бандажей, позволяет значительно уменЪщить волнистость стенки и полок в процессе прокатки, что способствует повышению сортности металлопродукции
на 0,1°/о и уменьшению расходного коэффициента металла на 1-2/о.
Наличие на валах приводных боковых бандажей и смонтированных в них неприводных дополнительных валков, вращающихся с различной скоростью в процессе
прокатки, способствует созданию оптимальных скоростных условий деформации металла, а следовательно, уменьшить износ рабочей поверхности валков и повысит срок их службы на 10-12%.
Данная прокатная клеть представляет значительный интерес для народного хозяйства, так как позволит прокатывать за один проход профили с большим перепадом степени деформации по ширине, экономить металл за счет уменьшения расходного коэффициента при производстве фланцевых профилей, качество которых улучшится за- счет повышения их сортности и увеличения выхода годного.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки кольцевых изделий и устройство для его осуществления | 1990 |
|
SU1792780A1 |
| Способ прокатки полос | 1987 |
|
SU1574294A1 |
| Способ непрерывной прокатки двутавровых профилей | 1979 |
|
SU966976A1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2015 |
|
RU2595082C1 |
| ЧЕРНОВАЯ ПРОКАТНАЯ КЛЕТЬ | 2014 |
|
RU2591887C2 |
| Способ непрерывной прокатки двутавровых профилей | 1979 |
|
SU953765A1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1990 |
|
RU2006302C1 |
| СИСТЕМА КАЛИБРОВ НЕПРЕРЫВНОГО СТАНА | 1999 |
|
RU2157282C1 |
| МНОГОФУНКЦИОНАЛЬНАЯ КЛЕТЬ ПРОКАТНОГО СТАНА ДЛЯ ПРОКАТКИ ДВУТАВРОВОЙ ШИРОКОПОЛОЧНОЙ БАЛКИ И СПОСОБ ПРОКАТКИ ДВУТАВРОВОЙ ШИРОКОПОЛОЧНОЙ БАЛКИ С ПОМОЩЬЮ МНОГОФУНКЦИОНАЛЬНОЙ КЛЕТИ ПРОКАТНОГО СТАНА | 1999 |
|
RU2189286C2 |
| Прокатный валок | 1979 |
|
SU808173A1 |
ПРОКАТНАЯ КЛЕТЬ, содержащая основные прокатные валки, состоящие из приводных валов и смонтированных на них приводных и холостых бандажей, и по меньщей мере один дополнительный рабочий валок, отличающаяся тем, что, с целью повышения качества профилей, прокатываемых с большим перепадом степени деформации по ширине, внутренние торцы приводных бандажей по крайней мере одного основного валка выполнены с кольцевыми канавками, дополнительный рабочий валок смонтирован своими цапфами с подшипниками в упомянутых кольцевых канавках с возможностью перемещения по ним и опирается на холостой бандаж, а клеть снабжена установочным роликом, контактирующим с допол1у1тельным валком. (Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ прокатки балок | 1973 |
|
SU454065A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прокатная клеть | 1976 |
|
SU564013A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
