(Л
оо
00
со
4
4 пуансона 5 имеет продольный сквозной паз, 1 в ее полости размещена 1
поперечина 6. Концевая часть ч крепится к сплошной части пуансона 5 по- средстБОМ переходника 7, в центральной части которого установлен иглодержатель 8 с иглой 9. Поперечина 6 имеет выступ 10 для пентропки иглы и BijicTyn, в котором i binojnic H цилиндр
11 для жидкой смазки 12 с боковыми отверстиями 13 и 14, связанными с источником и стоком смазки. На иглодержателе 8 выполнен выступ с уплотнением 15. При прессовании заготовки 16 со смазочной шайбой 17 выступ с уплотнением 15,кроме отверстия 14, пыданлипает смазку в зазор между игло1 1 и прессуемым металлом. 1 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕССОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2329108C2 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ СО СВАРКОЙ | 2007 |
|
RU2340418C1 |
| Инструмент для многоканального прессования труб и полых профилей | 1975 |
|
SU546406A1 |
| Инструмент для прессования труб преимущественно из тугоплавких металлов | 1988 |
|
SU1579597A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С ВНУТРЕННИМ ВИНТООБРАЗНЫМ ОРЕБРЕНИЕМ | 2014 |
|
RU2554261C1 |
| Способ прессования профильной заготовки и инструмент для его осуществления | 1989 |
|
SU1697918A1 |
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПРОИЗВОДСТВА СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2007 |
|
RU2349457C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕГКОСПЛАВНЫХ ТРУБ | 1999 |
|
RU2168382C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ | 1999 |
|
RU2166394C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2007 |
|
RU2351422C1 |
Изобретение относится к обработке металлов давлением, в частности к прессованию труб из тугоплавких металлов на вертикальных прессах без прошивной системы. Целью изобретения является повышение качества труб и стойкости прессовых игл. Инструмент для прессового редуцирования труб содержит контейнер 1 с матрицей 2, пресс-шайбу 3. и пуансон, состоящий из пустотелой 4 и сплошной частей пуансона 5, Концевая пустотелая часть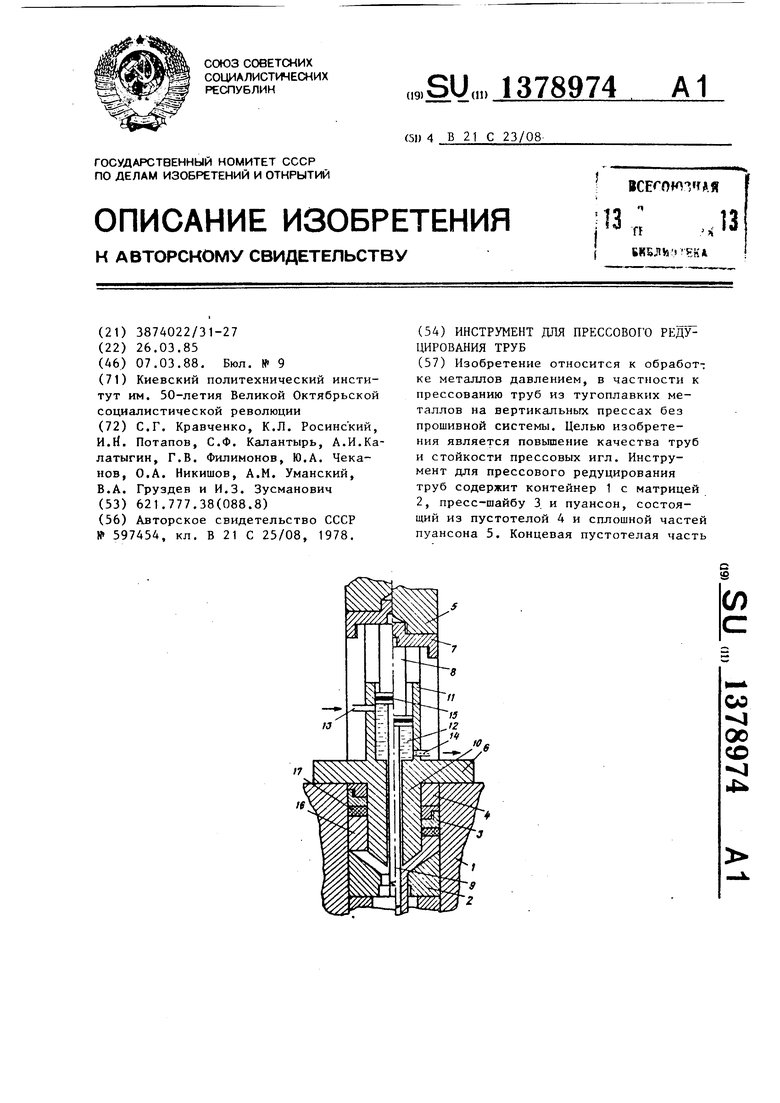
1
Изобретение относится к обработке металлов давлением, в частности к прессованию труб из тугоплавких металлов на вертикаль)ых прессах без прошивной системы.
Целью изобретения является повышение качества труб и стойкости прес,tсовых игл.
На чертеже изображен инструмент, разрез,
Инструмент состоит из контейнера 1, матрицы 2 и пресс-шайбы 3, закрепленной на концевой пустотелой части 4 сплошного пуансона 5, причем концевая пустотелая часть 4 имеет продольный сквозной паз н диаметральной плоскости пуансона, а в ее полости размещена поперечина 6, своими выступами входящая в сквозной паз концевой пустоте1 ой- части 4,
Концевая часть 4 крепится к сплошной части пуансона 5 посредством переходника 7, а в центральной части переходника 7 установлен иглодержатель 8 с иглой 9, При этом поперечина 6 выполнена с центрирующим иглу нижним выступом 10 и размещенным по другую сторону поперечины верхним выступом, в котором выполнена полость цилиндра 11 для жидкой смазки 12 с боковыми отверстиями 13 и 14, связанными с источником и стоком смазки (не показаны) и совмещенными с продольным сквозным пазом пустотелой части 4 пуансона 5. Кроме того, на иглодержателе 8 выполнен кольцевой выступ с уплотнением 15,
Инструмент работает следующим образом,
До начала цикла прессового редуцирования в полость контейнера 1 подает
СП нагретая заготовка 16 с твердо- смазочной шайбой 17. В цилиндр 11 перед прессованием непрерывно поступает смазка, В исходном и рабочем по- 5ложении торец выступа 10 поперечины 6 образует зазор с корпусом матрицы 2, игла 9 входит в очко матрицы.При включении рабочего хода пресс-щайба 3 движется относительно контейнера
101, осуществляя выдавливание материала заготовки в зазор между матрицей и игло11. Одновременно кольцевым выступом с уплотнением 15 в цилиндре 11 создается дополнительное динамичес 5 кое давление смазки, которая, кроме отверстия 14, продавливается в зазор между стенкой отверстия выступа 10 поперечины и иглой 9. При работе с таким инструментом часть смазки по0 падает на контакт с деформируемым материалом в очаг е деформации и предохраняет иглу от воздействия больших касательных напряже ий и частично ее теплоизолирует, что повышает стойкость прессовь х игл.
Кроме того, уменьшается число задиров и расслоений на внутренней поверхности прессуемых труб, выравнивается истечение прессуемого материала и соответственно повышается качество металлоизделий.
Формула изобретения
5 Инструмент для прессового редуцирования труб, преимущественно на вертикальных прессах, включающий контейнер с матрицей, пресс-шайбу и пуансон, состоящий из основной сплошной
0 части и пустотелой концевой части с продольным сквозным пазом для направ5
0
3 1378974
ления выступов поперечины, размещен-выступом с осевым отверстием для центной в концевой части, а также иглу,рирования иглы и с размеп;енным сверху
отличающийся тем, что, свыступом с полостью для каждой смазки
целью повьшения качества труб и дол-с боковыми отверстиями, связанными
говечности за счет увеличения стой- источником и стоком смазки, при
кости прессовых игл, он снабжен пе-этом боковые отверстия выполнены совреходником, размещенным между сплош-мещенными с продольным сквозным пазом
ной и пустотелой частями пуансона ипустотелой части пуансона, а на иглоиглодержателем, закрепленным в цент- Q держателе выполнен кольцевой выступ
ральной части переходника, а попере-с уплотнением, размещенный в полости
чина вьтолнена с размещенным снизуцилиндра.
| Инструмент для экструдирования полых профилей | 1976 |
|
SU597454A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
