Ч 1
ТИзобретен-ие « тносится к обработке металлов .давлением fp может быть использовано
ри лр.оизводстве труб и полых профилей из
мегдждов .и .их .cn-Jj-ftBOB путем их прессования
из сшшщаых.или.пйлых заготовок.
Извеоган ,инструм:§нт для многоканального рессования из.;аелий, ззцдержащее контейнер, прессовые иглы, .матрицу .и механизм вытягивания изделий из от®,е|хетлй Матрицы.
Недостатком инструмент.а а8ляется отсутствие равномерности истечения :1ййг,алла.
Известен также инструмент для .ррессования полых профилей, содержащий кб)Н;це.йнер, прессовые иглы и матрицу с отверстяяй.и до форме изделия, равномерно расположенн-ыми по окружности и обращенными к центру зеркала матрицы сторона.ми, соответствующими 1наименьщей из неуравновешенных частей про(филя, при этом оси симметрии отверстий проходят через центр зеркала матрицы.
Однако такой инструмент вследствие налиЧия в нем единственной оси прессования и отсутствия геометрического подобия поперечного сечения участка слитка, питающего любой очаг деформации, сечению пресс-изделия не обеспечивает равенства естественных вытяжек по сечению слитка, а следовательно, равномерности истечения металла и достижения высокой точности геометрических размеров прессуемых изделий.
Ё предлагаемом инструменте с целью обеспёЧеЁИя равномерности истечения металла и повышения Точности размеров изделий контейнер, матрица, пресс щтепсель с иглодержателем и переходным патроном выполнены с наружными поверхностями криволинейной фор мы, образованной цилиндрическими поверхно стями, сопряженными между собой плоскими поверхностями, при этом оси цилиндрических
поверхностей отстоят одна от другой на расстоянии, равном 0,785 их диаметра.
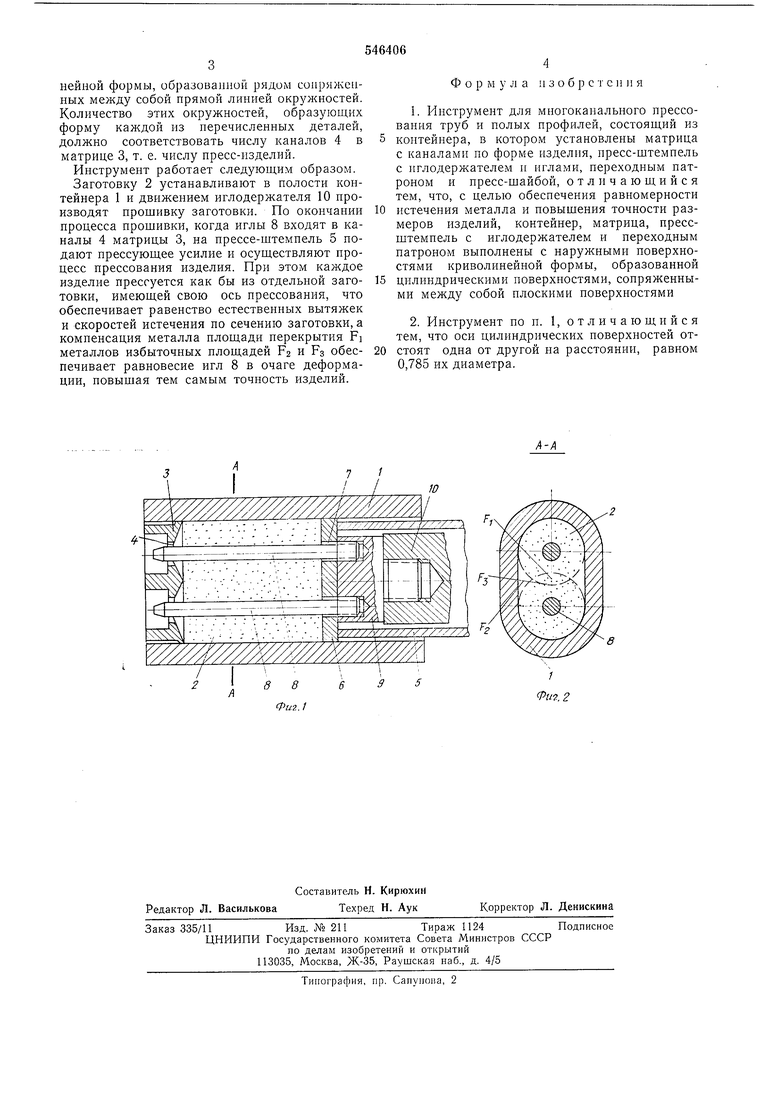
На фиг. 1 представлен предлагаемый инструмент, общий вид; на фиг. 2 - разрез по А-л на фиг. 1.
Инструмент содержит контейиер 1, внутри которого помеще.ны заготовка 2 из прессуемого металла, матрица 3, снабженная каналами 4 по форме пресс-изделия, иресс-штемпель 5, передающий прессующее усилие на за.гоТовку
2 через пресс-щайбу 6 с отверстиями 7 под прессовые иглы 8, закрепленные на переходном патроне 9, закрепленном на иглодержателе 10. Количество каналов 4 в матрице 3 игл 8 и
отверстий 7 в пресс-шайбе 6 доллсно соответствовать числу одновременно прессуемых изделий, которых должно быть не менее двух.
Контейнер 1, заготовка 2, матрица 3, прессщтемпель 5, пресс-шайба 6, переходный патрон 9, иглодержатель 10 выполнены криволинейной формы, образованной рядом сонряжеаных между собой прямой линией окружностей. Количество этих окружностей, образующих форму каждой из неречисленных деталей, должно соответствовать числу каналов 4 в матрице 3, т. е. числу пресс-изделий.
Инструмент работает следующим образом.
Заготовку 2 устанавливают в полости контейнера 1 и движением иглодержателя 10 производят нрошивку заготовки. По окончании процесса прошивки, когда иглы 8 входят в каналы 4 матрицы 3, на прессе-штемпель 5 подают прессующее усилие и осуществляют процесс прессования изделия. При этом каждое изделие прессуется как бы из отдельиой заготовки, имеющей свою ось прессования, что обеспечивает равенство естественных вытяжек и скоростей истечения по сечению заготовки, а компенсация металла площади перекрытия F металлов избыточных площадей р2 и РЗ обеспечивает равновесие игл 8 в очаге деформации, повышая тем самым точность изделий.
Формула 1 3 о б р с т синя
1.Инструмент для многоканального прессования труб и полых профилей, состоящий из контейнера, в котором установлены матрица с каналами по форме изделия, пресс-щтемпель с иглодержателем и иглами, переходным патроном и пресс-щайбой, отличающийся тем, что, с целью обеспечения равномерности истечения металла и повышения точности размеров изделий, контейнер, матрица, прессщтемпель с иглодержателем и переходным патроном выполнены с наружными поверхностями криволинейной формы, образованной цилиндрическими поверхностями, сопряженными между собой плоскими поверхностями
2.Инструмент ио п. 1, отличающийся тем, что оси цилиндрических иоверхностей отстоят одна от другой на расстоянии, равном 0,785 их диаметра.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ | 1970 |
|
SU274063A1 |
| Устройство для прессования полых профилей | 1976 |
|
SU588033A1 |
| ГИДРАВЛИЧЕСКИЙ ТРУБОПРОФИЛЬНЫЙ ПРЕСС | 1972 |
|
SU360127A1 |
| Способ прессования труб | 1979 |
|
SU845930A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕГКОСПЛАВНЫХ ТРУБ | 1999 |
|
RU2168382C1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1998 |
|
RU2134622C1 |
| Инструмент для прессового редуцирования труб | 1985 |
|
SU1378974A1 |
| Устройство для прессования труб | 1978 |
|
SU774660A1 |
| Инструмен для прессования труб | 1974 |
|
SU489546A1 |
| СПОСОБ ПРЕССОВАНИЯ ПРОФИЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2001 |
|
RU2218223C2 |
