фиг.
Изобретение относится к области металлообработки и может быть использовано для обработки цилиндрических поверхностей на токарных станках и слесарно - вручную.
Цель изобретения - расширение технологических возможностей путем обеспечения возможности обработки цилиндрической поверхности.
Цель достигается за счет взаимного расположения плашек со смещением их зубьев на величину, обеспечивающую последовательное формирование цилиндрической поверхности, при этом обеспечивается возможность обработки цилиндрической поверхности вручную и на станках, не оснащенных механизмами подачи.
На фиг. 1 показан инструмент, об- щий вид в разрезе; на фиг. 2 - то же вид сверху.
Инструмент содержит наружный 1 и внутренний 2 корпуса соответствующих плашек, установленные один в дру- гой. Перья 3 первой плашки размещены между перьями 4 второй внутренней плашки. При этом перья 4 второй плашки смещены относительно перьев 3 первой плашки в осевом направлении на один виток и повернуты на угол,
-V 180° равный , где m - общее число
m
перьев. Такое осевое угловое смещение перьев обеспечивает сдвиг режущих зубьев второй плашки относительно зубьев первой плашки на полтора шага резьбы.
В общем случае резьбы плашек должны быть смещены на величину, опре- деляемую из соотношения
(n+),
где S - величина смещения зубьев;
Р - шаг резьбы плашек; п - число витков резьбы плашек, необходимых для самозатягивания инструмента. Резьбы на обеих плашках выполнены одинаковыми по шагу. Их профиль имеет форму трапеции, а внутренний диаметр выполнен равным среднему диаметру треугольной резьбы такого же шага, что обеспечивает перекрытие выступов резьбы одной плашки впадинами резьбы второй плашки.
При работе такого инструмента, первая плашка формирует резьбу, что обеспечивает подачу инструмента самозатягиванием. Так как трапецеидальные резьбы обеих плашек при совмещении их осевых сечений перекрывают просветы между витками резьбы, а также вследствие того, что выступы резьбы второй плашки, при указанной установке плашек, расположены на одной винтовой линии с впадинами резьбы первой плашки, вторая плашка срезает резьбу, нарезанную первой плашкой, и формирует гладкую цилиндрическую поверхность. Недорез такой плашкой будет определяться числом необходимых для самозатягивания витков. Снятие инструмента с обработанной поверхности производится при его обратном относительном вращении.
Формула изобретения
Комбинированный инструмент, в корпусе которого установлена резьбонарезная плашка, отличающий- с я тем, что, с целью расширения технологических возможностей путем обеспечения возможности обработки цилиндрической поверхности, инструмент снабжен установленной- в корпусе второй плашкой, режущие зубья которой смещены в осевом направлении относительно зубьев первой плашки на величину, определяемую по зависимости
S Р п
(n+),
величина смещения; шаг резьбы плашек; число витков резьбы плашек, необходимых для самозатягивания.
,
(риг.1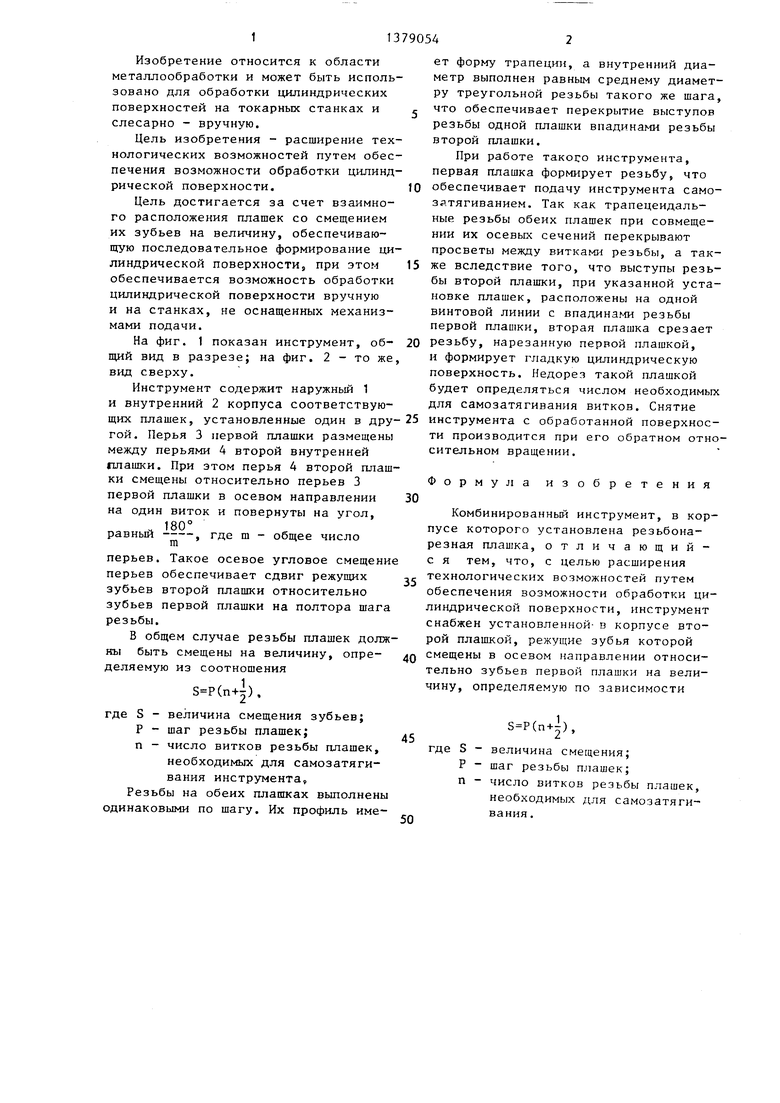
| название | год | авторы | номер документа |
|---|---|---|---|
| Плашка для нарезания резьбы с переменным наружным диаметром | 1985 |
|
SU1368108A1 |
| Резьбонакатная плашка | 1984 |
|
SU1266627A1 |
| Плашка | 1985 |
|
SU1733207A1 |
| Инструмент для изготовления резьбы | 1985 |
|
SU1357159A1 |
| Способ нарезания резьбы и инструмент для его осуществления | 2016 |
|
RU2634536C2 |
| Резьбонакатная плашка | 1986 |
|
SU1466858A1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РЕЗЬБОВОГО ПРОФИЛЯ | 2003 |
|
RU2244616C1 |
| Способ электрохимической обработки резьбовых поверхностей | 1985 |
|
SU1340954A1 |
| СБОРНАЯ ПЛАШКА | 1992 |
|
RU2043883C1 |
| Способ изготовления круглых плашек | 1978 |
|
SU724290A1 |
Изобретение относится к области металлообработки и может быть использовано для обработки цилиндрических поверхностей на токарных станках и слесарно - вручную. Цель изобретения - расширение технологических возможностей, которая достигается за счет взаимного положения двух плашек. Инструмент состоит из наружного 1 и внутреннего 2 корпусов соот- ветствук)пц1х плашек с перьями зубьев 3 и 4, при этом зубья второй плашки смещены в осевом направлении относительно зубьев первой плашки на величину (n+1/2), где S - величина смещения, Р- шаг резьбы плашек, п - число витков плашки, необходимое для самозатягивания. 2 ил. с i (Л
| Карцев С.П | |||
| Инструмент для изготовления резьбы | |||
| - М.: Машгиз, 1955, с | |||
| Огнетушитель | 0 |
|
SU91A1 |
| Экономайзер | 0 |
|
SU94A1 |
