Од
оо о
И i i. H i. i ei ie I ll Hi ; И I СИ : ; ijta(.TH С н;пи ц, H (-/1и к и ч гпнию свар- in,;:; гоистр VKiUTi( с ЦРПЬЯ к; «птроля кяЧ ГТВа С ОС:и И;ИИ( , ЧПП -Ч ПЧП1-Г
коп ;i ii nei Hv i Г р, Иорол 1||х Mfrari ЛОВ и МОХ Т и : 1 1- ПИ° П р- -Г- ЛИЧИМХ ,-)Т1 -1 - ЯЧ МШПМПО.; rp(UMlHi , 11 ХН )РСК(Й ЧЧ(ПЧПЧ1Ч;:П..11 1|р М : П Ниос ги ( грпчя г:п,-м;ц| 1. соелшь - ннй ip - f из пазиоро,.чмх мегаппол, иа прямср Г1Г)м.-| ci сталып, а-тюмсипя с
Т 11М1 0 ), ) DH X l К- ДИПМ 1ПП
упьтр : vb чи;.) Л. ч,Г(1цир трч п;- ) Tofiiji;, тм с i i4i-vM(.4Mii, и-i м%ци(п и я .и;1.И1П1 iJinTij.rn TI чiiCKTpoTрхии -
tj.i, ;, ;и; rij;. {|,. 1; : 1 Г
M M-Vli Ич: :;1Ч Н;,; ( I j Г « Н 1 f у: I К V I lIC jji,, .1;п; v;ih ,;(i;- i H и у-5 ИТ,пе ПНР
ТГ У.П. |Г,11 ; ч КПЧЦЧГМ,
11.1 qi... прЧ1 . ГХРМЧ Tlpon. ,1ЧГГ-рм МП И.рНОГС оОр/1ЧЦа,
iifTrVM ;;() i ; fri;4;)i- nil ;i;i njK iiUOM .
Cllri lOCi гп.;;и ГСЯ С.ИГ.П.уЮниТМ
(iri;,-,; , ПГ ,
fi i i-.i,;(Mi i,UiMi-: f4. nfip. i 1ИЯ I его H;Mч.еГ ЯЮ г jio т г цпрл туры ()ияния IJHT- i Mt a i . f r.K, ЯИ , - rc:-i Ti/ p ii ,f p- :ifM; i ;-|.тч11Л f -uiunwT -:-- ; i Г 1 Цу . И i; ;гг МГ1и;ь 11 noun ла ч го
HV i 1 Ci iMT ), TKipKU .ИсИОТ
I, и;;;-: ; I -r Ui РШТ -:- i ,j . П(М nesU T- iiMf i n.iii -. ;i-; I ..;. и .p iihriM ин- Tf :(г r.i M iirii i i-,.- iMf nnneiMiH - i f)6paTVHUi ; ;n M u r :4 i, S 4 jr/ - U i i ieiT inV Jllji. )a ,:K Vr г;1ЧГГКГ И -,и-)ЧГ i-llll , iJo J- ИИКЯСииМП- ;- и рГ-. фиК
c upvw i ;:,:i .| М Ь .) icy г TH U iiicoii тмис- спр , ill- MHcnv сигпл тпр Ti:vc rn- 4; ii.i;. i;;i :iM ичн n /ч Hio г л;1 п ; гно ( I ни;: i. 1 ,
i p i; ; p : . 5- ; p- ni: ) in.: i .1 K,;-- -ir c -,.- p .: . 1 -I ЛК i; I ,.y: 11: Г..И ( I}: :i,-M, iH-,, 41 i-l , . (f llH-
/5
- ю-
15
20
25
30
-.j
Q
.j.
тB фоцсссе гл,янпипаи1(я ргг игтриро- Rri. TK счет импульг.()В акустической энш.сии (п) с (1пм(Ч1И.4о регистратора Т .(., рля.чб((1 предприятием. /Ьпмик сЧкугтическпГ эмиссии устаняв- лирали 1 а матрицу ня рясстоянии 20 мм от пуансона. Металлографические исс юдопаиия сварного образца до наг- р Л а и сдат липания показали, чтс1 в зоне сварки отсутствует интерметаллид, а гралица сварки представляет собой ЛИИИН1, толщина которой соизмерима с гочпишой границ зерен. Поэтому трудно р ыипить, R каком месте образовалось соелинение.
На микро11 лиг1)Г МО ело narjieHa и U i вли.лу , что в зоне сварки (V3viA30B,-vriacb и jin Miyiynnacb интсрме- г,::1личрская про (.гиляка.
В процессе ксиггроля суммарный счет сш иалов акустическое эмиссии имеет Ноиболыпуш величину при давлении Р l-Vf,, и с гадает при Рев . Tipu л,авлгмп1и Р PC неполностью раз- jiyina ( тс я интерме а.плическа и прослой- к ) и по суммарному счету акустичес- Ku i :-,м;тссии невозможно дослаточно точно 0 рсдели1л, плища/ ь соарног о соодянения.
При да1)дении Р- Рее вочникают пост г рошше высокоаг плитудн 1е сигналы
акустической эмиссии от образования надрывов и микротрешин п гнаривпемых мачтриалах, котслрые вносят существенную ошибку п определение сварного сордииения. Погггому 1 да1 ли- - наипе вс оПходимо осуществлят. при давлении Р Р , KOTopt e достаточно д.пя наиПолее полного растрескивания ini i е 1мет:1т11лтчс. нроспойки и не 1Г|П111Г)1пгг к нонвлшшт посторонних сигналов акустической , связанных лорена лрижениями и разр лпе нисм зоны сварки п области Н1;1соких (ий О Т,) -10 ) .
()n,L iii;v качостпа сварки гп оводили nvTC M определения относитрЛ,ноП пло- ща.пи (осцииеви.я по формуле
| название | год | авторы | номер документа |
|---|---|---|---|
| Пуансон для холодной сварки | 1986 |
|
SU1415584A2 |
| Способ контроля качества контактной стыковой сварки сопротивлением | 1990 |
|
SU1801713A1 |
| Способ дуговой многопроходной сварки труб | 1983 |
|
SU1143554A1 |
| Загрузочно-разгрузочное устройство | 1989 |
|
SU1636166A1 |
| Способ эндолимфатической антибиотикотерапии | 1988 |
|
SU1685413A1 |
| Грейфер | 1986 |
|
SU1519145A1 |
| Способ холодной сварки давлением алюминиевой и медной фольги | 1986 |
|
SU1400825A1 |
| СПОСОБ ОБНАРУЖЕНИЯ НЕПРОВАРА | 2001 |
|
RU2212030C2 |
| Многозональный координатно-чувствительный приемник изображения | 1989 |
|
SU1702193A1 |
| Способ акустико-эмиссионного контроля качества сварки давлением | 1987 |
|
SU1440166A1 |
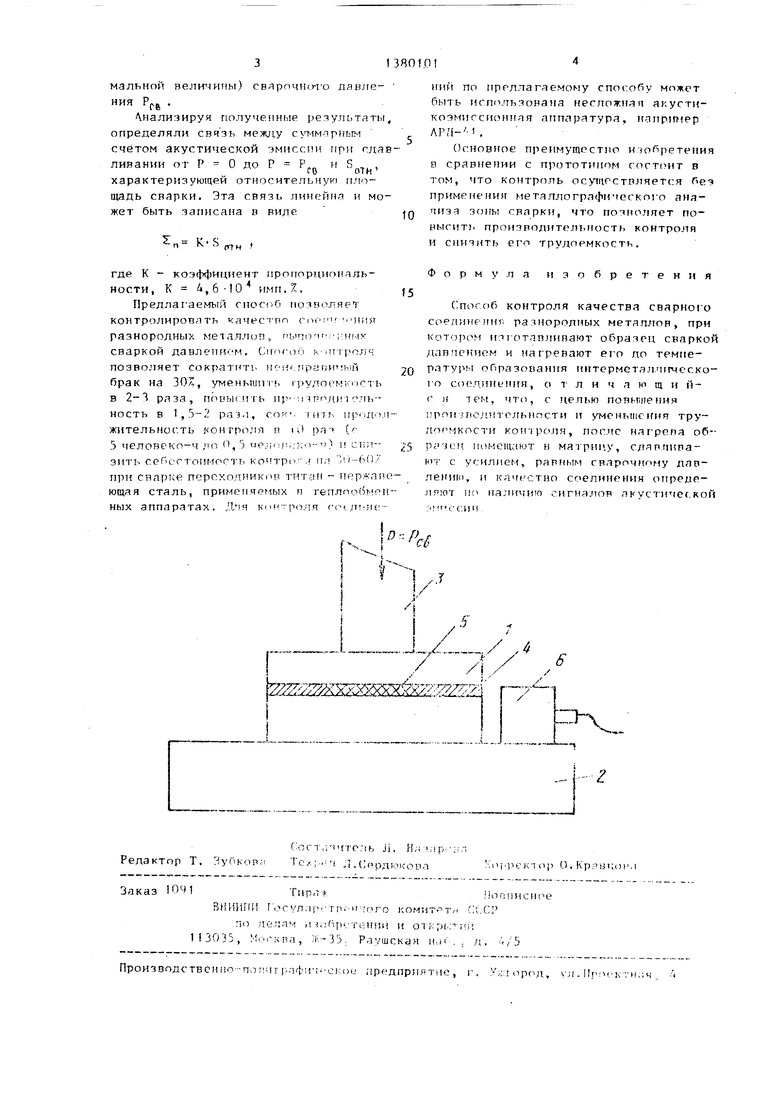
Изобретение относится к области сварки, в частности к способам контроля качества соединения разнородных металлов, полученного сваркой давлением, и может быть использовано для неразрушающего контроля изделий в различных отраслях техники. Целью изобретения является повышение производительности и уменьшение трудоемкости контроля. Это дости1 ается тем, что вместо металлографического контроля сварной образец 1, в котором -в качестве участков обр эонав- шегося соединения используют участки интерметаллического соединения, сдавливают в зоне сварки сварочным давлением. При этом происходит наиболее полное разрушение интерметаллидных участков, которое фиксируется датчиком 6 акустической эмиссии. Получена корреляция между суммарным счетом акустической эмиссии 2Г и рактеризующей относительную площадь сварки. Эта корреляция линейна и может быть записана в виде „ оти . где К - коэффициент пропорциональности. Таким образом, фиксируя суммарный счет акустической эмиссии, определяют относительную площадь сварки и проводят нераэрушающий контроль сварного соединения. 1 ил. (Л с
. ; ;p i-i4 с ариы: I c i ип.| iiai I . . I i; I / 0 Ci ; ,
:.-, ,, ,1 ii ;i i- ijiyxf i с. . ;,..,. ; -,.-ч: -. .IM;. i I N---10 , I I p. i ; . ,,;) II, и li: 1 i i4
i .;, : 1 V ( ;. I МП:
50
ОТИ
Ь ..;
OpLU.
.М
-длина участков ин- терметаллидов s зоне соедине1П1я;
-о ):дая длина образца .
it civii.-i (-варки 1 арьироил г:и за i - -М ;-не пин (отклонения от опти-л
ОГп.1,
малыши вели ины) свярочн гго дявле-
НИЯ Pfg .
нaлизиpyя полученные результаты, определяли свч зь между слтчмарньгм счётом акустической эмиссии- при сдавливании от Р О до Р Р.„ и S , ,
Су о f п
характеризующей относительную площадь сварки. Эта СВЯ31. линейня и может быть записана в виде
г, K S
спи
где К - коэффициент пропорциональности, К .б-Ю имп.%.
Предлаг аемый способ нозволяет
КОНТрОЛИрОТЗгЧТЬ КЛЧеСТЯП СЩ-М Ч . ЛИИ
разнородных ме1алл(;п, ribinn ir.: ;:i(i,ix сваркой давленном. (;i(firi)n к и.пролч позволяет сократить нс И Лграпимп/й брак на ЗОл, уменьшить i руло( в 2-3 раза, noL bujri b пр i РЛЬ-- ность в 1, pa j.i, СОК , ипт-. upiiH ).ii- жительмос .ть контроля п lO ра- (г 5 человеко-ч ; п 0,5 иелол.Мчо--т) и с.1;и-- зить сеГ естоимостт, коитрп;-, ил ,()7 при спарке персхолникив титан - НРФЖЛПО- ющая сталь, применяемых п геплиобь рг -- ных аппаратах. Дпя .пя cct ,гп-;и;S2 S2SSXS SSi22S2:i
НИИ по предлагаемому способу может быть использована несложная акусти- коэмиссиори ая аппаратура, например ЛРП- i.
Основное преимущество изобретения в сравнении с прототипом состоит в том, что контроль осуществляется применения металлографического анализа зоны сварки, что позгкхпяет повысит), производительность контроля и снизить его трудоемкость.
Формула изобретения
15
(Способ контроля качества сварного соелинрния разнородных металлов, при кoтopo изготавливают образец сваркой давлением и нагревают его до темиерлтуры образования интерметал игческо- го соединения, о т л и ч а ю щ и й- с я тем, что, с целью иовьпления рои 5Г ол тольнс сти И уменыпсния тру- дог 1кости контрс ля, после наг репа обрс зеп помещают н матрицу, сдяв.гиша- кгг с усилием, равным сварочному дав- лениг(|, и кач(: ство соединения оттредр- ляют по Р1аличию сигналов акустической :1М С сии
