(46) 30.02.93. Бюп. IA (fil) Й54647 .
(21)Д035298/27
(22)07.03.86
(72) С.А.Парлеп, 11-В .ЛеОкдс), В.Н.Васильеи и И, 1 ;.Лебодрр
56) Авторское сп ще-ге.ч11С, СГСР № 85Л647, кл. В 23 К 20/00, 1 J7Q,,
(54) ПУАНСОН ЛЛЯ ХОЛОДИой CBAl iCM (57) Изобретение относится к i пчрг-х , а именно к устройствам япк ; ..;гг.дно снарки давлением. Це.т ь изобре- -РИня - расширпняе функционэлт.иь Х тгъ..н-- тей за счет огугцестл.п-. -пия .мп b процессе сварки. При ирипт-лр.. пи сварочного дпп.пенмя я .-IX ф..; ;
lioiiruiMH ci .ipnoro согл1Гг:ония 1)зиик;1ют .ч: ,| пк стн 1ескпГ( пICCllи, Датчики v f rncTijn iyiOT сигна. и. акустической -(, MnvnU- ИР (JT ПСРТ; рабочих iii-ii i vfiori 1, а ioJii Ko Toi o, кото- 1)т.;п yrivifiC СП к; 1Л|;;и1м. Это достига- С тгя м, лгчи ; (1П S я 6. Грапни г-.- я т;сп тлит1я д;| Ч1П он 2 и тем к ипстч V пртркяимя npf u cca сварки ,г. 111Г.ч11: I l-ir T 1,тх, ог;. : гегтпляют -irri-,.. nri.ii: Ci C b-ipK .i. Рл--fPi-inaJH
il iTMi-n-i- ijiii M
:;; с ИГ --cfM-.-it p- - i ;;Mi 4 ipepx- : -......, ,:uIo 1l-pиo тт-,ю . ; I b. lUi Ti , .;i, ; : И.: biniii- , ii.r;i и t-;ec- 7
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля качества сварного соединения разнородных металлов | 1986 |
|
SU1380101A1 |
| Способ холодной точечной сварки давлением | 1985 |
|
SU1275849A1 |
| Способ отбраковки сварных соединений при сварке давлением | 1987 |
|
SU1470047A1 |
| СПОСОБ ХОЛОДНОЙ СВАРКИ РАЗНОРОДНЫХ МЕТАЛЛОВ | 1989 |
|
SU1727293A1 |
| Способ холодной сварки давлением алюминиевой и медной фольги | 1986 |
|
SU1400825A1 |
| Способ диффузионной сварки | 1980 |
|
SU893469A1 |
| Пуансон для холодной сварки | 1979 |
|
SU854647A1 |
| Способ акустико-эмиссионного контроля качества сварки давлением | 1987 |
|
SU1440166A1 |
| СПОСОБ ХОЛОДНОЙ СВАРКИ | 1985 |
|
SU1381858A1 |
| Пуансон для холодной сварки фольги | 1987 |
|
SU1476744A1 |
v
IP-U
il:in6p( I f4iiu: i TH«( ИТГЯ к , л и ичп1о к у(:т1П 1гтг ,чм д.чп xoJirv Uioft спаркп nniuiPHMf M, и пиляетсп уг.ппер- пк пгтп яаниг м iruipCTHoro устройства, опис:пино1 п р аят, сп. ЯЗАЬА/.
Целью дочолиите.пыюго ияоГтретення пп.плстсп рлслииррцяо фумк1и1 И Т- ьных позмох ностен зл счет огутчогтп.исния контроля п ггрпцесгй сварки.
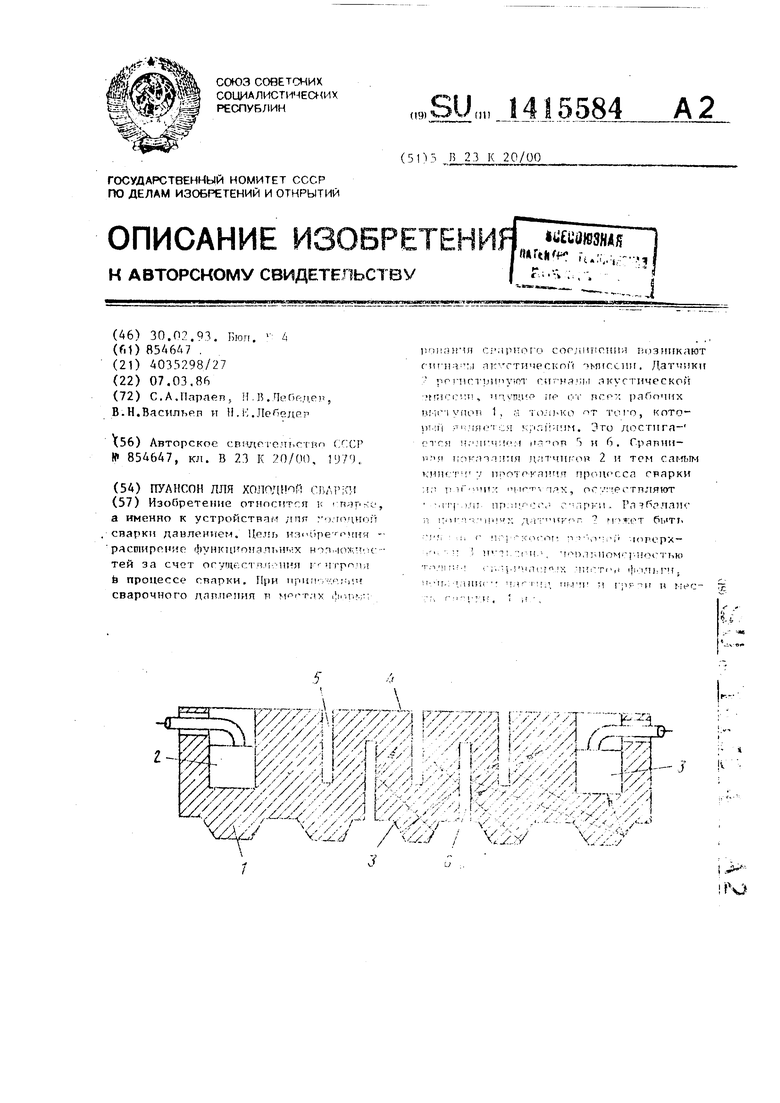
Ил чертеже схематично изображен предлягаемый пуансон, продольный pa:ipe3 .
Предлагаемый пулнсон ныполнеи с pafio4HHTi выступами 1 , которые распо- ложйны на расстоянии друг от друга, имеют форму усрчеииой раннобедркниой пирамиды, угол между противгчюлож- нымн гранями усеченной пирамиды равен 45...65, высота рабочих иыступов болы1 ° утроенной толщины привариваемой фольги, а шаг расположения рабочих выступов в ..f.A раза преньпиает ;высоту выступов. Против каждого крайнего рабочего выступа 1 в пуансоне установлен датчик 2 акустической эмиссии, а па рабочей 3 и тыльной А поверхностях выполнены чередующиеся по меньшей мере дпа паза 3 и 6, взаимно пп(екрыва1«ииеся по высоте пуансона.
Про.длаг-асмы) пуансон для xoлoдFloй сварки рабо 1 ает следующим образом.
При приложр.нии сварочной нагрузки рабочие вьитупы 1 сдаслипают свариваемые листы фольги (на чертеже не показаны) и в местах сдавлина1П1я в процессе с.давливаиия , раз- pyTietiHH окисных пленок и формирова - 11ИЯ свлриого соединения позникпют сигналы акустической эмиссии, которые распр ТС гряняются от поверхностей рабочих выступов 1 внутрь пуансона (объемные волш.О или по поверхностям пуансона (поперхностные водны).
Датчики 2 регистрируют сигналы акустической эмиссии, идущие не от всех рабочих высгупоп 1 ггуанс она, а только от того, K(/r) расположен с крлю и находится против датчика 2 . )то ДПСТИ1 Чгется ;ia счет наличия пазов 5 и () и осущестрлягтся спедую щим : бр,ч ом, (игналы акустической эмиссии, i viine к датчика) ; , pafi I tHX Г ыгтупон 1 iii, Е рпт - чпй|;кч-Г|, I1V14 /г.ходнт до cirpucH пазо 5 и () и rpa)f,u:rc4 от них. (лтналы, и;1уг(Ие к ..;гг Л1К.Ч|М от11,чхг)шя
0
0
5
от TbUibHoii пог грхности, тоже и-чдаи Т на стенки Г1яз(1в 3 и Ь и от||ажа1)тся от них, так как пазы 3 и 6 вьню.ггне- ны чередующимися нп ра (1чей и тыльной поверхностях 1 и 4.
Mewiy верпшнами пазов 5 и fi сиг-налы акустическспт эмиссии, идуише от других рабочих выступов 1, не могут пройти отражений от стенок пазов 5 и 6, так как пазы 5 и 6 взаимно перекрываются по толщине пуансона .
Вероятность прохождения сигнала между пазами 3 и 6 путем серии отражений от стенок пазов 5 и 6 и по- перхиострй 3 и 4 очень мала, так как число пазов 5 и 6 не меньше дпух. Г.сли это и произойдет, то сигнал ис- пытыпает минимум пять отражений, теряя после каждого отражения от границы стенки паза - воздух около 99,9%, энергии и ослабнет более чем в 10000 рлт. Для этого достаточно, чтобы ширина паза 3 -(fO была больгае, чем 10 ... lCr4iM.
Сиг налы акустической эмиссии, идущие по поверхностям 3 и Д пуансона, не дос.тиг нут датчиков 3, установленных внутри пуансона, так как проникновение поверхностной волны вглубь Tejta невелико: на расстоянии, равном длине волны (3 - 10 мм для частот 0,5 - 1,0 МГц), интенсивность волны составляет 5% интенсивности на поверхности тела.
Срап1П1вая показания датчиков 2 и тем самым кинетику протекания процесса сварки на каждом крайнем рабочем высту- 0 не, осутдестллягот контроль процесса сварки. Разбаланс в показаниях датчиков 2 может быть связан с переко сом (неплралдельностью) рабочей поверхности 3 иузнсона относительно гшоскости нижнего пуансона (на чертеже не показан) , нерапномерностт,ю сваритишьгых листов фольги по толщине, непостоянством толщины анодиро-. ванного слоя, попаданием частиц tn.i- ли и 1 ряти и места сварки. Допус тимая величина разбаланса зависит от Miioi nx факторов (сваривлем1 :х ма- тсрилло в, режимов сварки, датчиков и т.п.) и опг1С деляотся эксперимен- тпльно j;n4 каждого конкретного свар- иог(- соединения .
И1: Пьзг1иаии( Г1редллгаемого пуансона пичиоля Слжратить количество msirn;- ,i Firii 5 1 1,1лка за счет осу0
5
5
0
5
3l/t155R/.4
щрстплония контроля R пропрсге rn;ip- няяьммх розмпжмостои контроля я про- цессг гнарки, он силГтжен лиумя латчикями лкустической ,ии, устпнпп- Формула изобретения ленными напротив крайних рабочих
выступов, на рабочей и тыл1,мой стоПуансон для холодной сварки по авт. , пуансона выполнены по крайней св. V 8546А7, отличающийся „ чередующихся пазя, пере- тем, что, с целью распшрения функцио- крывающих друг друга по высоте.
