Изобретение относится к машиностроению и может быть использовано при обработке объемных деталей с фа сонньо-ш поверхностями.
Цель изобретения повышение точ ности формообразования за счет более полного совпадения кривизны поперечного сечения с кривизной эллиптического цилиндра формообразовании,
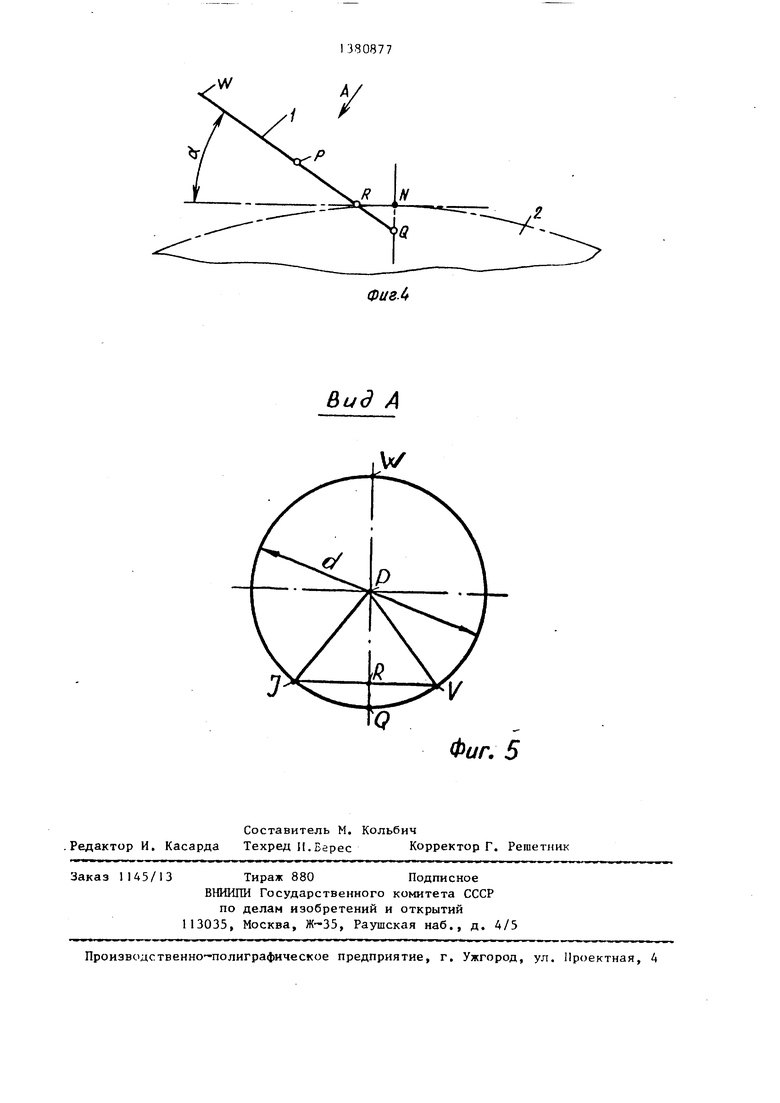
На фиг. 1 показано расположение дуги попереч)юго сечения формообразующей поверхности, получе}пюй из условия совпадения радиуса кривизны об рабатьшаемого поперечного сечения с радиусом кривизны эллиптического цилиндра формообразования, относительно заданной дуги поперечного сечения детали; на фиг. 2 - расположение ду ги поперечного сечеьпт формообразукг- щей поверхности, полученной из условия пересечения дуг при их одновременном касании по оси строчки обработки, относительно заданной дуги поперечного сечения детали; на фиг. 3 совмещенные узлы I на фиг. 1 и II на фиг. 2; на фиг, 4 - схема взаимного расположения фрезы и детали, продольное сечение; на фиг. 5 - вид А на фиг. 4.
Способ осуществляют следу101цим образом.
В пределах ширины строчки обработки по каждому заданному поперечному сечению выбирают длину хорды, кото- рая опирается на точки пересечения дуги поперечного сечения эллиптического цилиндра формообразования.
Замеряют прогиб дуги на базе выбранной хорды. Рассчитывают угол на- клона фрезы 1 к касательной к продольному сечению детали для каждого заданного поперечного сечения, С учетом расположения заготовки i2 при обработке и кривизны дуги продольного сечения определяют закон изменения угла наклона фрезы 1 относительно координат станка. Рассчитывают управляющую программу и проводят по ней обработку строчками.
Проводится обработка детали с кривизной в поперечном сечении. Ширина детали задается много меньше радиуса кривизны. Поэтому ширина строчки обработки берется равной ширине детали Рассчитывается угол наклона фрезы к поверхности детали.
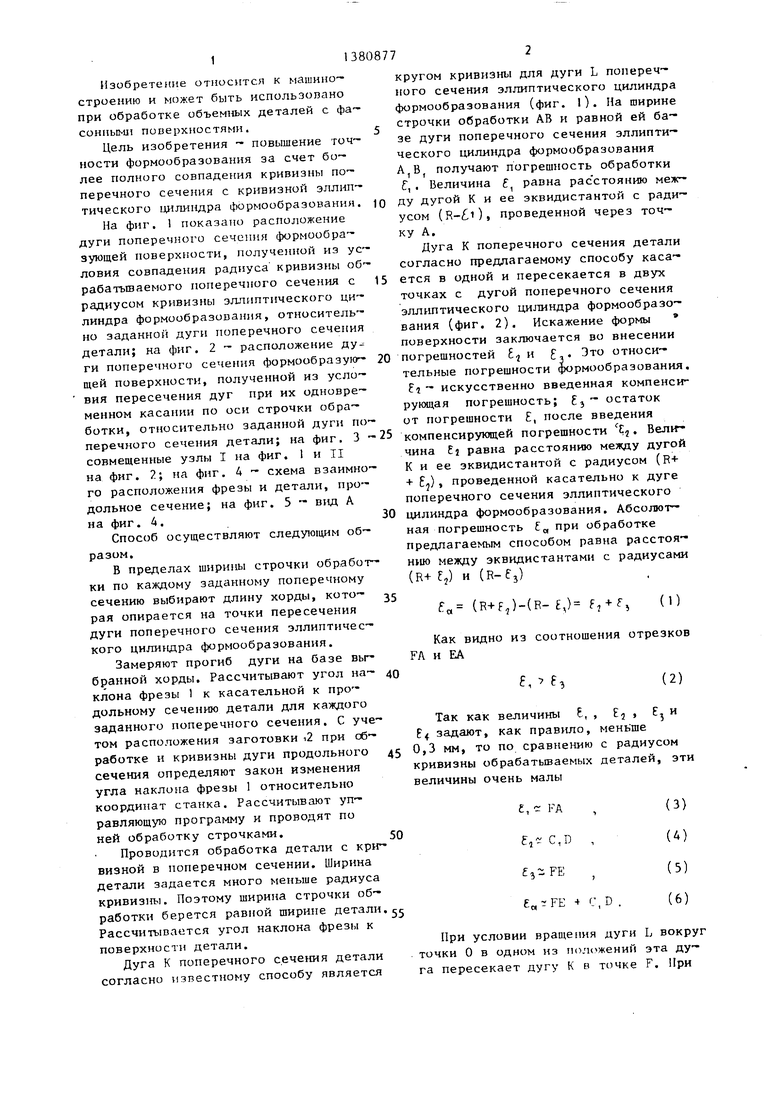
Дуга К поперечного сечения детали согласно известному способу является
кругом кривизны для дуги L поперечного сечения эллиптического цилиндра формообразования (фиг. 1). На ширине строчки обработки АВ и равной ей базе дуги поперечного сечения эллиптического цилиндра формообразования А,В, получают погрешность обработки
Г, . Величина f равна расстоянию между дугой К и ее эквидистантой с радиусом (R-tOe проведенной через точку А.
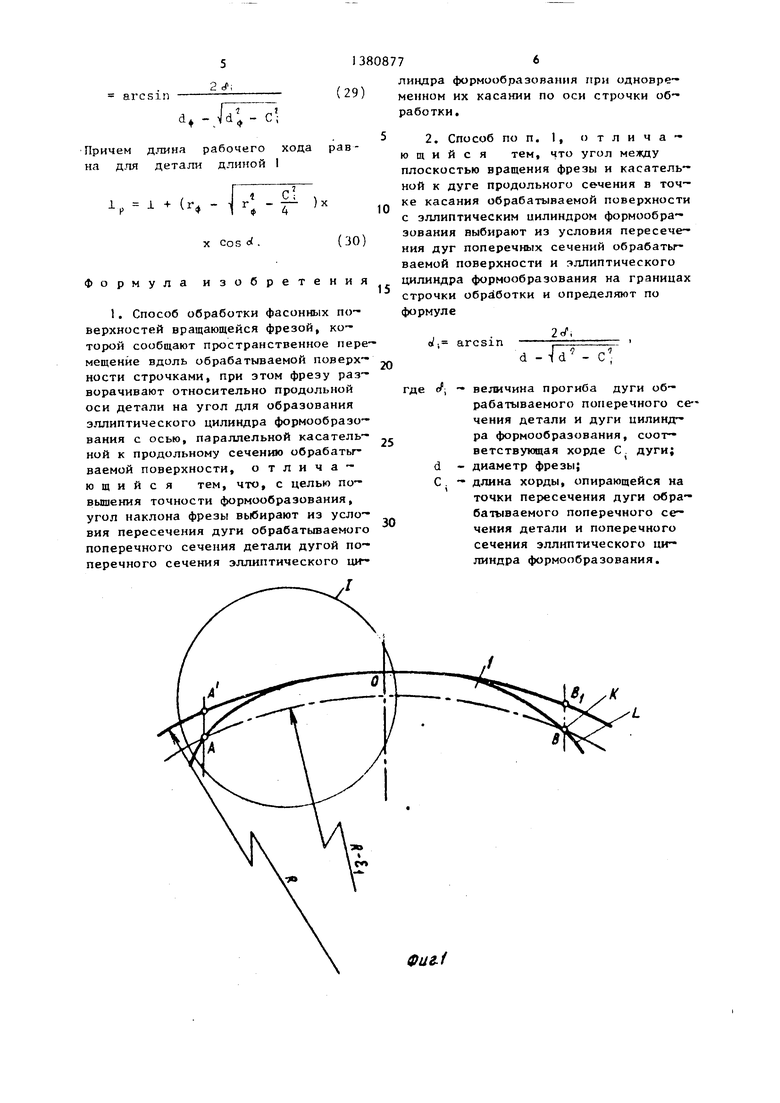
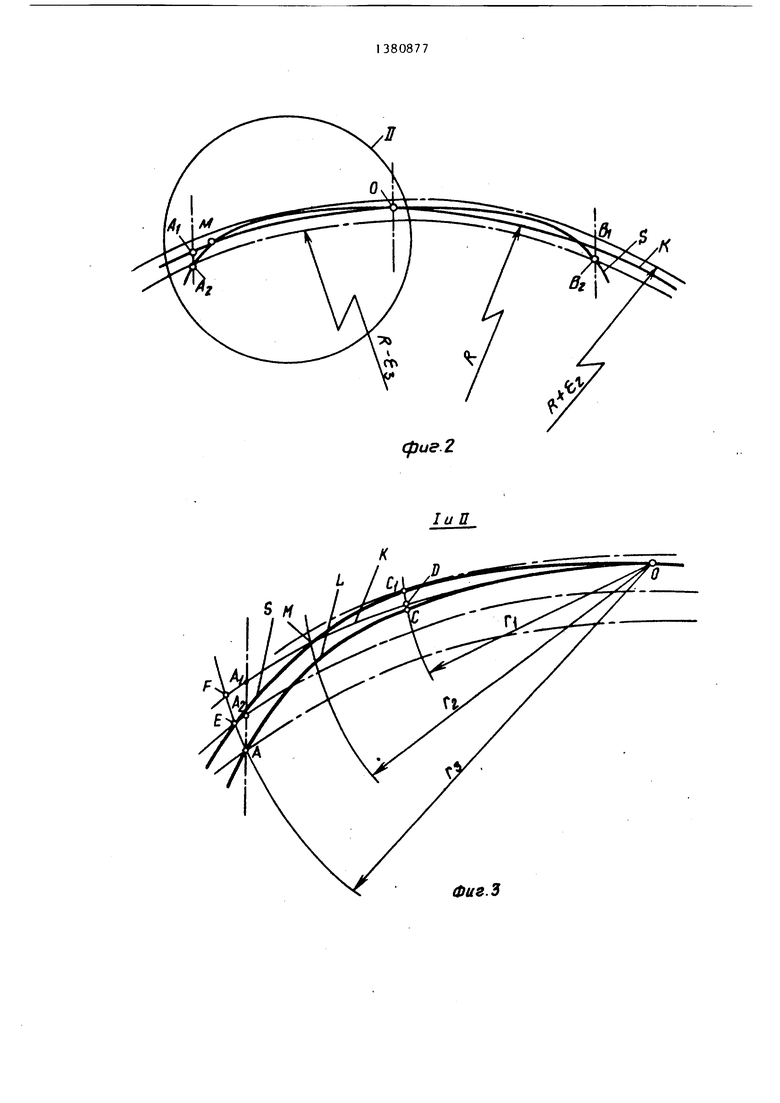
Дуга К поперечного сечения детали согласно предлагаемому способу касается в одной и пересекается в двух точках с дугой поперечного сечения эллиптического цилиндра формообразования (фиг. 2). Искажение формы поверхности заключается во внесении погрешностей и ,. Это относительные погрешности формообразования
Е - искусственно введенная компенсирующая погрешность; j - остаток от погрешности Е, после введения компенсирующей погрешности Ej. Величина EI равна расстоянию меткду дугой К и ее эквидистантой с радиусом (R+ + проведенной касательно к дуге поперечного сечения эллиптического цилиндра формообразования. Абсолютная погрешность „ при обработке предлагаемым способом равна расстоянию между эквидистантами с радиусами (R+ f,) и (H-fj)
f« (R+f,)-(R- ,) f + f, (1)
Как видно из соотношения отрезков FA и ЕА
Е, е.
(2)
Так как величины 6,, Е, , Е, и В| задают, как правило, мень ще 0,3 мм, то по сравнению с радиусом кривизны обрабатьшаемых деталей, эти величины очень малы
, 1-А , (3) fi- C,D , (А)
, (5)
Е„ ГЕ - C,D . (6)
При условии вращения дуги L вокруг точки О в одном из положений эта дуга пересекает дугу К в точке F. При
этом точка А располагается вблизи точки А,; точка Е - вблизи точки точка С вблизи точки С, . Из-за малости произведенного перемещения на основании (3) и (2) FE AF 0,3мм, т.е. с достаточной точностью можно считать, что точка F совпадает с точкой А,; точка Е - с точкой Aj; точка С - с точкой С,. Так как дуги JQ АЕ и С,С принадлежат эквидистантным окружностям с центром в точке О и имеют одинаковые углы дуг, то
; м, JQ
1380877
т.е.
0 f
(19)
Следовательно, при пересечении дуги продольного сечения эллиптического цилиндра формообразования на границе строчки обработки, т.е. в точке F величина Е наименьшая из всех возможных
где
Е; Е, - A,F о
(21)
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ строчечной объемной обработки фасонных поверхностей | 1972 |
|
SU450657A1 |
| Способ обработки сложных поверхностей | 1986 |
|
SU1393548A1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛИ | 2006 |
|
RU2351441C2 |
| Способ обработки сложных линейчатых поверхностей с переменной малкой | 1985 |
|
SU1271679A1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ВТОРОГО ПОРЯДКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2170161C2 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ДЕТАЛИ | 2006 |
|
RU2351443C2 |
| СПОСОБ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ | 2003 |
|
RU2243864C2 |
| СПОСОБ ОБРАБОТКИ СЛОЖНЫХ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 1999 |
|
RU2167746C2 |
| Способ обработки оптическихдАТЕлЕй | 1979 |
|
SU848300A1 |
| Способ обработки некруглых деталей | 1981 |
|
SU1009612A1 |
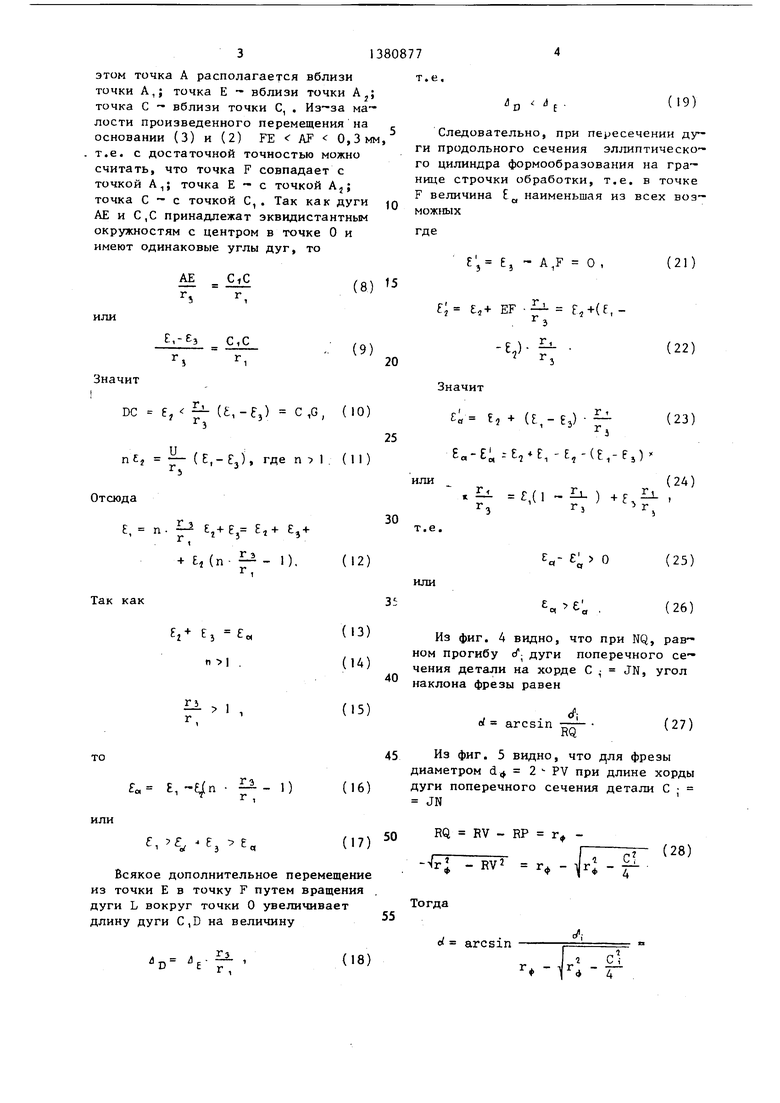
Изобретение относится к области машиностроения и может быть исполь™ зовано при обработке объемных деталей с фасонными поверхностями. Цель изобретения - повьипение точности фор мообразования за счет более полного совпадения кривизны поперечного сечения с кривизной эллиптического цилиндра формообразования. Обработку ведут фрезой, которую перемещают вдоль обрабатываемой поверхности строчками. При обработке фрезу на клоняют к продольной оси детали на угол для образования эллиптического цилиндра формообразования с осью, параллельной касательной к продольному сечению обрабатываемой поверхности. Угол наклона выбирают из условия пересечения дуги обрабатьЕвае- мого поперечного сечения детали дугой эллиптического цилиндра формообразования при одновременном их касании по оси строчки обработки. Угол между плоскостью вращения фрезы и ка™ сательной к дуге продольного сечения в точке касания обрабатываемой поверхности эллиптическим далиндром формообразования выбирают из условия пересечения дуг поперечных сечений обрабатываемой поверхности и цилиндра формообразования на границах строчки обработки и определяют по формуле /; arcsin 2 cf- :(d- Vd -Cd ) где величина прогиба дуги обрабатываемого поперечного сечения детали и дуги цилиндра формообразования, соответствующая хорде С- дуги, d - диаметр фрезы, Cj - длина хорды, опирающейся на точки пересечения дуги обрабатываемого поперечного сечения детали и поперечного сечения эллиптического цилиндра формообразования. 1 з.п. ф-лы, 5 ил. (Л 00 00 о 00 
А г.
- i
г
или
Е,
с,с
Значит
I
DC е, - (,-fj) c,G, (10)
n, (Е,-ГЭ
), где п 1. (11)
Отсюда
Е, п. р Е,+ Е , Е,4 Е,(п- 1). 1
(12)
Так как
то
„ Е,-Е/п . - 1)
45 Из фиг. 5 видно, что для фрезы
диаметром d 2 - PV при длине хорды (16) дуги поперечного сечения детали С ; JN
или
, , Е, Е,
(17)
Всякое дополнительное перемещение из точки Е в точку F путем вращения , дуги L вокруг точки О увеличивает длину дуги C,D на величину
п-е-7Т
(18)
(8) 5
f; ,+ EF -- fi+(E, - . э
г,
-D.i-i. . г.
(22)
Значит
; ,-ь (-ез)-7
(23)
Ea-EL ,-E,-(E,-fj)
или
7 ,(1 -r) -ь.
(2А)
30
т.е.
О
(25)
или
еа
(26)
Из фиг. 4 видно, что при NQ, равном прогибу дуги поперечного сечения детали на хорде С JN, угол наклона фрезы равен
arcsin
А
RQ
(27)
RQ RV - RP г - RV2 г
(28)
55
Тогда
arcsin
сУ,. -1773:
г 4
arcsin
5
2 J,
(29)
Причем длина рабочего хода на для детали длиной I
рав 1о 1 + (г,
гт
ч % - -
Cos .
(30)
Формула изобретения
)
3808776
линдра формообразования при одновременном их касании по оси строчки обработки.
i arcsin
-17
где
5
0
cf, - величина прогиба дуги обрабатываемого поперечного се- чеиия детали и дуги цилиндра формообразования, соответствующая хорде С. дуги;
d - диаметр фрезы;
С . - длина хорды, опирающейся на точки пересечения дуги обрабатываемого поперечного сечения детали и поперечного сечения эллиптического цилиндра формообразования.
ue.f
iS 5 г ур
К
фиг. 2
Фиг.Ъ
Вид А
Фиг. ft
| Способ строчечной объемной обработки фасонных поверхностей | 1972 |
|
SU450657A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
