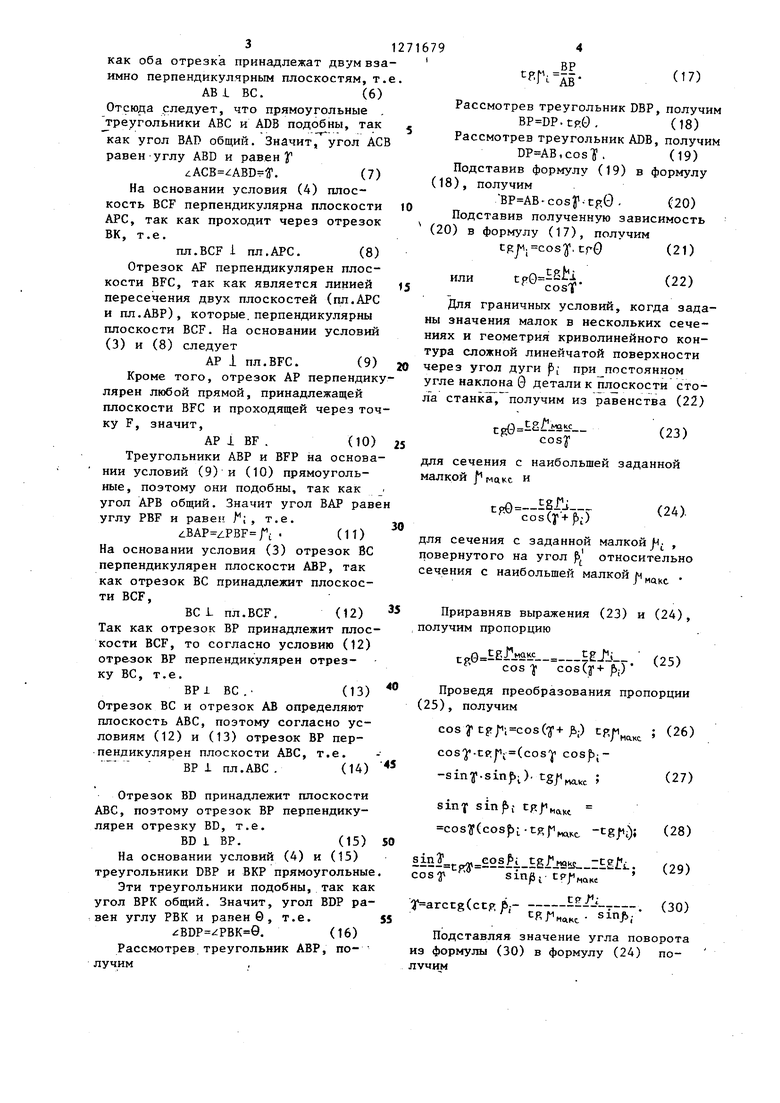
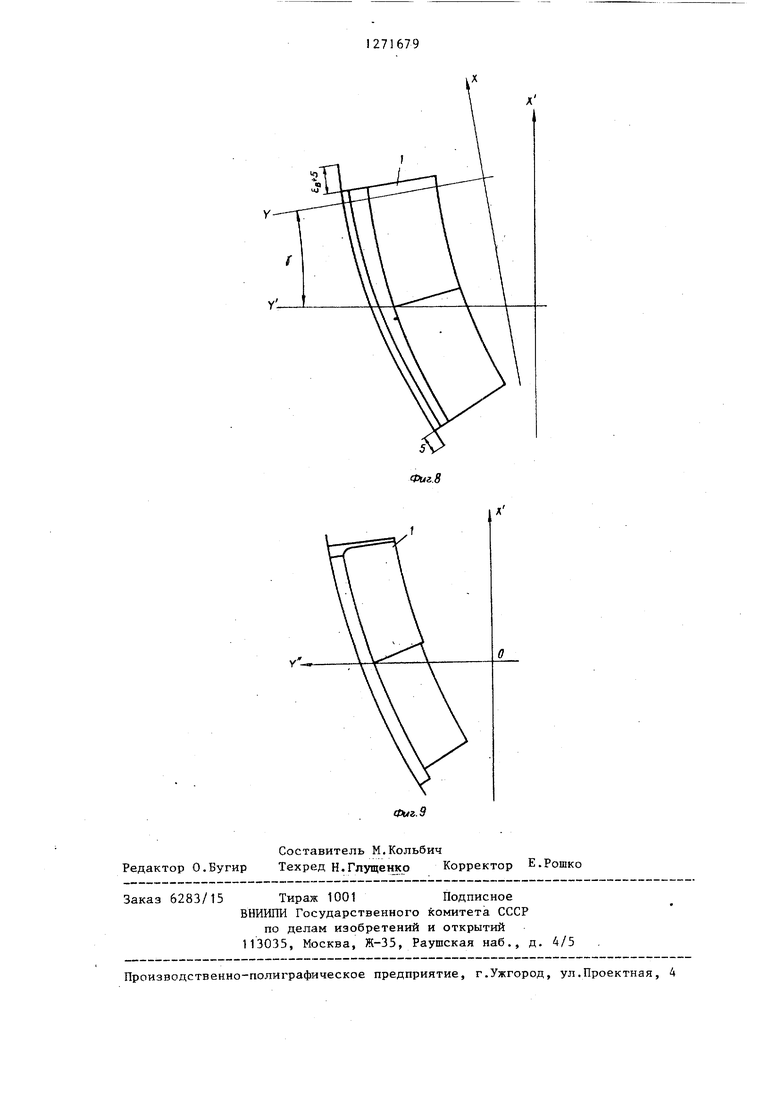
fl Изобретение относится к машиностроению, а именно к механической обработке сложных линейчатых поверхностей с переменной малкой на треккоординатных станках с числовым прог раммным управлением. Цель, изобретения - повышение качества обработки за счет ориентирования детали таким образом, что поверхность имеет равные линейные углы двухгранных углов между плоскостью стола станка и касательными плоскостями к обрабатываемой сложной поверх ности, т.е. равные приведенные малк На фиг.1 показано положение плоскости V, в которой располагают деталь под углом, относительно сечения Т детали с наибольшей малкой в плоскости стола станка; на фиг.2 наклонно установленная под углом к столу станка деталь и вертикально расположенная концевая фреза, вид сверху; на фиг.З - вид А на фиг.2; на фиг.4 - вид Б на фиг.З; на фиг.5 сечение В-В на фиг.4; на фиг.6 - сечение Г-Г на фиг.4; на фиг.7 - математическая модель предлагаемого способа; на фиг.8 - пример поворота на угол If системы координат Х ОУ отно сительно системы координат ХОУ при реализации предлагаемого способа; на фиг.9 - пример расположения детали в системе координат ХОУ при реализации предлагаемого способа. -Деталь 1, имеющая конструктивные элементы 2, ограничивающие по высоте сложную с криволинейным контуром поверхность R типа переменной малки с верхним L и нижним G направляющими контурами и углом дуги ; между сечениями с заданными .малками, устанавливается наклонно к плоскости сто ла станка. Угол наклона задают в плоскости V, повернутой Относительно плоскости Т с наибольшей малкой на угол У , путем вращения детали из плоскости-стола станка вокруг оси М-М (фиг.О . Обработку поверхности R ведут вер тикально расположенной концевой фре зой 3 по верхнему L и нижнему G сов мещенным направляющим контурам. Про екции верхнего L и нижнего G направ лящих контуров на плоскость стола станка накладываются с некоторым см щением Ь (Аиг.2). Угол Q наклона детали 1 задают между плоскостью стола станка И и плоскостью основания детали 79 МОЩЬЮ приспособления 4. Обход ограничивающих по высоте конструктивных элементов 2 осуществляют перемещением фрезы 3 по координате OZ на необходимую величину (фиг.З). В плоскости сечения В-В, проведенной перпендикулярно плоскости основания W детали, угол между плоскостью основания W детали и плоскостью стола станка равен fbcwt , причем Гмакг меньше© , и малку получают равной Г,а,(, (фиг.З) . В плоскости сечения Г-Г, проведенной перпендикулярно плоскости основания W детали, т.е. пл.сеч. Г-Г i пл.осн. W, (1) угол между плоскостью основания W детали и плоскостьюИ стола станка равен J , причем р меньше fnant , и малку получают равной); (фиг.6). Плоскость АСР - математическая модель плоскости стола станкаН (фиг.7). Плоскость ЛВС - математическая модель плоскости W основания детали. Линия М-М - линия пересг.чения плоскости АСР и плоскости ABC (условная ось вращения детали из плоскости Н стола станка на угол 0. Угол BDP - ли-нейный угол двугранного угла .между плоскостями ABC и АСР, т.е. угол 0 наклона детали к плоскостиН стола станка. Плоскость BDP - плоскость V, в которой задают угол наклонаО . Плоскость BCF - мгновенная плоскость обработки, касательная к сложной линейчатой с криволинейным контуром поверхности R в точке В направляющего контура. Плоскость АВР плоскость сечения с заданной малкой (плоскость S, фиг.4), проведенная перпендикулярно плоскостям ABC и BCF, т.е. пл.АВР 1 пл.АВС; (2) пл.АВР i пл.ВСР (3) Отрезок ВК - перпендикуляр к плоскости АС,, опущенньш из точки В, т.е. ВК 1 пл.АСР, (4) и является математической моделью линии фрезерования вертикально расположенной концевой фрезой. Угол PBF - угол ; , дополняющий угол ABF до прямого, т.е. ABP PBF-bzABF 90. (5) Угол ABD - угол поворота 1Г плоскости BDP, т.е. плоскости V, относи.тельно плоскдсти АВР, т.е. плоскости S. На основании условия (2) отрезок АВ перпендикулярен отрезку ВС, так 3 как оба отрезка принадлежат двум вза имно перпендикулярным плоскостям, т. АВ i ВС.(6) Отсюда следует, что прямоугольные , треугольники ABC и ADB подобны, так как угол ВАР общий. Значит, угол АС равен-углу ABD и равен У ACB -iABD r. (7) На основании условия (4) плоскость BCF перпендикулярна плоскости АРС, так как проходит через отрезок ВК, т.е. шт.ВСР i пл.АРС. (8) Отрезок AF перпендикулярен плоскости BFC, так как является линией пересечения двух плоскостей (пл.АРС и пл.АВР), которые, перпендикулярны плоскости BCF. На основании условий (3) и (8) следует АР 1 пл.ВЕС. (9) Кроме того, отрезок АР перпендику лярен любой прямой, принадлежащей плоскости ВЕС и проходящей через точ ку F, значит, АР 1 BF . (10) Треугольники АВР и BFP на основании условий (9) и (10) прямоугольные, поэтому они подобны, так как угол АРВ общий. Значит угол ВАР раве углу PBF и равен , т.е. . (11) На основании условия (3) отрезок ВС перпендикулярен плоскости АВР, так как отрезок ВС принадлежит плоскости BCF, ВС L пл.ВСР, (12) Так как отрезок ВР принадлежит плоскости BCF, то согласно условию (12) отрезок ВР перпендикулярен отрезку ВС, т.е. ВР1 ВС.(13) Отрезок ВС и отрезок АВ определяют плоскость ABC, поэтому согласно условиям (12) и (13) отрезок ВР перпендикулярен плоскости ABC, т.е. ВР 1 пл.АВС . (14) Отрезок BD принадлежит плоскости ABC, поэтому отрезок ВР перпендикулярен отрезку BD, т.е. BD i ВР.(15) На основании условий (4) и (15) треугольники DBP и ВКР прямоугольные Эти треугольники подобны, так как угол ВРК общий. Значит, угол BDP равен углу РВК и равен 0, т.е. BDP -iPBK 0. (16) Рассмотрев треугольник АВР, получимrv-llРассмотрев треугольник DBP, получим .tp0. (18) Рассмотрев треугольник ADB, получим ,со8|. (19) Подставив формулу (19) в формулу (18), получим BP ABCosy-cg0. (20) Подставив полученную зависимость (20) в формулу (17), получим cg|i.cos,crO (21) или .. cosT Для граничных условий, когда задаы значения малок в нескольких сечеиях и геометрия криволинейного конура сложной линейчатой поверхности ерез угол дуги Р; при постоянном гле наклона 0 детали к плоскости станка получим из равенства (22) ля сечения с наибольшей заданной алкой и - cos(y+p-) ля сечения с заданной малкой , овернутого на угол f относительно ечения с наибольшей малкой н Приравняв выражения (23) и (24), олучим пропорцию (25) cos cos(,y Проведя преобразования пропорции 25), получим cosy () tp|i ; (26) ,J (cosf cosjbj-siny.sinjb;). tg,, ; (27) siny cpf. cosTS(cospi-tKr c (28) .. 29) sy sin. cp;,,, arc.s(cc.A- f- ;f- -;1„- -. (30) Подставляя значение угла поворота формулы (30) в формулу (24) ПОЧИМf,.arctg()J co,.--rc.(c.f.- ) Дляреализации предлагаемого способа необходимо выполнить следующие операции. С заданной проекции контура сложной линейчатой поверхности типа переменной малки графическим способом замеряют значения угла |) i дуги между сечениями с наибольшей малкой и малкой f; . Используя полученное значение угла . и значения заданных малок, находят по формуле (30) угол У поворота, а по формуле (32) угол© наклона детали к плоскости стола станка. По формуле 6.h .tp,0, з1п(У- -JbjO , где h - высота обрабатьшаемой сложной линейчатой с криволинейным контуром поверхности, рассчитывает величину увеличения рабочего хода фрезы вдоль верхнего направляющего контура (при этом 0) или для нижнего направляющего контура (при этом равно углу дуги направляющего контура). На величину рассчитанного увеличения рабочего хода & продлевают в сторону увеличения малки верхний и в сторону умен шения малки нижний направляю(щие контуры обрабатываемой детали соответст венно. При этом вьздерживают такую же кривизну, как и на соответствующем участке направляющего контура (т.е. у края детали). На графическом изображении конту ра сложной с криволинейным контуром поверхности детали строится система координат ХОУ. Ось ОУ этой системы параллельна перпендикуляру, а ось ОХ касательной к криволинейному контур в точке, в котором задана наибольЩа малка. Строят там же систему коорди нат Х ОУ, повернутую на угол у отно сительно системы координат ХОУ в сторону увеличения малки, В повернутой системе координат XОУзамеряют координаты нескольких точек направляющего контура детали: (Х,Ур; (Xj,y2) и т.д. Причем замеряют координаты точек криволиней9ого направляющего контура, в котоых сопрягаются с ним ограничивающие по высоте конструктивные элементы, и точек, которыми ограничивается рабочий ход фрезы. Границу рабочего хода задают с учетом рассчитанного смещения на величину (. Значения ординат точек У , У и т.д. пересчитывают по формуле cosG, где У- рассчитанный по формуле (32) угод наклона. Пересчитанные значения ординат У , У и т.д. используют вместе со значениями абсцисс Xj, Xj и т.д. (абсциссы не пересчитывают) для расчета управляющей программы. Программу перемещения по координате OZ задают как функцию от перемещения по координате ОУ у ср,0, где - перемещение (количество элементарных перемещений) по координате; перемещение (количество элементарных перемещений по координате ОУ). На-участках, где имеются ограничивающие по высоте конструктивные элементы, вводят соответствующую коррекцию в программу перемещения по координате OZ. Например, если эквидистанта сложной линейчатой поверхности ограничена основанием высотой t, то перед рабочим ходом вдоль эквидистанты вводят коррекцию на величину t с --- cosOОбработку детали ведут на трехкоординатном станке концевой фрезой по управляющей программе, записанной для системы координат (). Формула изобретения Способ обработки сложных линейчатых поверхностей с переменной малкой на станках с ЧПУ, при котором обработку ведут концевой фрезой, которую перемещают по трем координатам относительно детали, приче последнюю устанавливают под углом к плоскости стола станка, о тличающийс я тем, что, с целью повышения качёства обработки, угол наклона детали к плоскости стола станка определяют по формуле
6 arctg
,c.p,- tir-MafnnF
угол наклона детали к плоскости стола станка; угол дуги между сечениями детали с наибольшей малкой и i-M сечением;
значения малки в i-M сечении и наибольшей малки соответственно,
.HSJliи задают его в плоскости, развернутой от плоскости, проходящей через сечение детали с наибольшей малкой перпендикулярно плоскости основания детали, в направлении увеличения маки на угол
Y arctg(ctp Pi- -. ).
ср|и
sin
макс
Фиг.1
м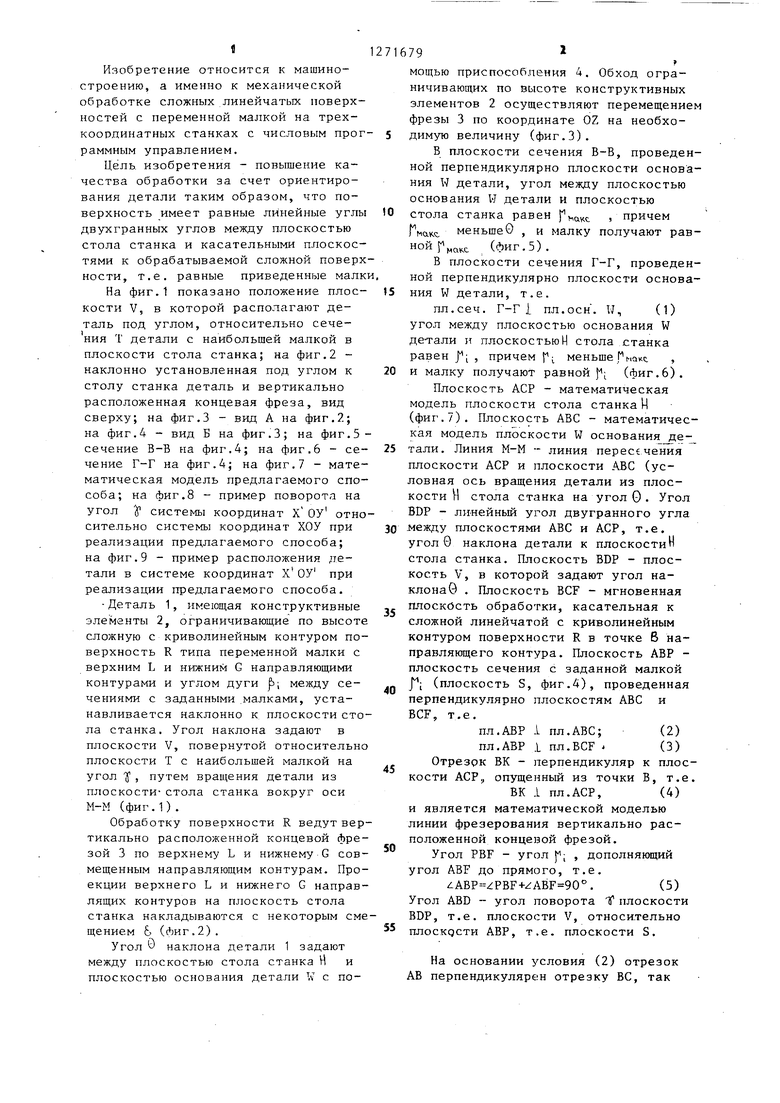
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ СЛОЖНЫХ ЛИНЕЙЧАТЫХ ПОВЕРХНОСТЕЙ | 1973 |
|
SU381485A1 |
| Способ фрезерования крупногабаритных деталей на станках с ЧПУ | 1986 |
|
SU1373493A1 |
| Способ фрезерования крупногабаритных деталей на станках с ЧПУ | 1988 |
|
SU1540958A1 |
| Способ обработки поверхностей типа переменная малка | 1987 |
|
SU1433651A1 |
| Способ обработки фасонных поверхностей | 1986 |
|
SU1380877A1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ МНОГОГРАННЫХ ОТВЕРСТИЙ | 1991 |
|
RU2009788C1 |
| Копировально-фрезерный станок | 1979 |
|
SU776794A1 |
| Способ корректировки положения фрезерной головки в станках с программным управлением | 1959 |
|
SU137742A1 |
| Способ построения пространственной геодезической сети в виде цепочки треугольников и угломерный прибор для его осуществления | 1986 |
|
SU1613858A1 |
| Способ обработки отверстий с наклонной образующей | 1991 |
|
SU1836999A1 |
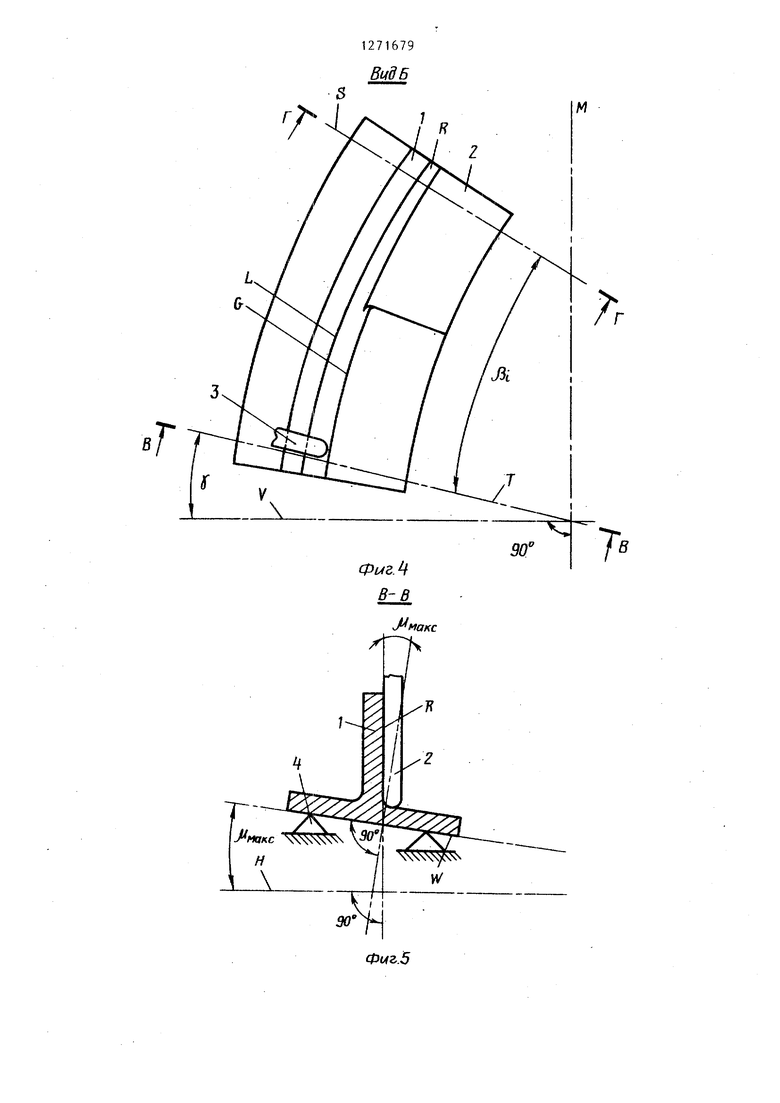
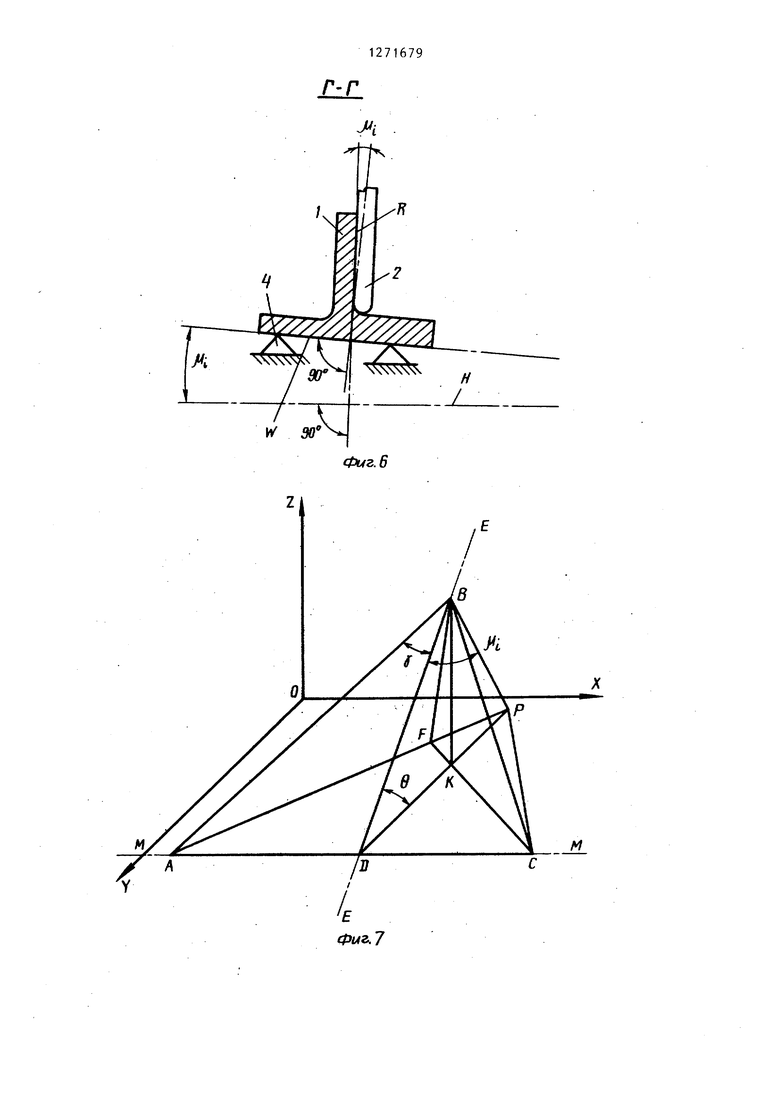
Изобретение относится к области механической обработки сложных линейчатых поверхностей с переменной малкой. Обработку осуществляют jHa , Buff А трехкоординатном станке с программным управлением. Деталь 1 устанавливают под углом 0 к плоскости стола станка, равным e-arccg-.. osIf +arctp(ccg;,-CE,tg|. . sinf.) J Гиакс. малка в i-м сечении и наибольшая из заданных малка; угол дуги между сечениями i-м и с наибольшей из заданных малкой. Угол наклона задают при помощи приспособления 4 в плоскости .У, которая повернута относительно плоскости Т, в которой необходимо получить наибольшую из заданных малок, на угол 5 arctg ccg| ;-tg;ii/tg|i, sin;. в I направлении увеличения малки. Обра(Л ботку ведут концевой фрезой 3. Способ позволяет повысить качество за счет того, что деталь 1 ориентирована таким образом, что поверхность имеет равные приведенные малки. 9 ил.
Ц&)
ВадБ
Фмг.5
| Куницкий В.А | |||
| и др./Способ обработки деталей со сложными фасонными поверхностями на трехкоординатных фрезерных станках с ЧПУ,- Сб | |||
| тезисов докладов | |||
| Материалы Республиканской научно-Технической конференции Повышение эффективности производства в машиностроении на основе применения технологического оборудования с ЧПУ.- Киев, 198d, с | |||
| Облицовка комнатных печей | 1918 |
|
SU100A1 |
