1I
Изобретение относится к переработке полимерных материалов, а именно к переработке вспенивающихся полимерных материалов литьем под давлением, и может быть использовано при производстве декоративных и функциональных элементов, транспортных средств, товаров народного потребления, строительных материалов и в др. областях.
Цель изобретения - повышение ударной вязкости при одновременном уменьшении плотности изделий, изготавливаемых методом литья под давле- нием из вспенивающихся полистироль- ных композиций, и интенсификация процесса за счет сокращения цикла литья
Способ изготовления изделий из вспенивсцощихся полистирольных компо- зиций включает изготовление методом экструзии концентрата, состоящего из азодикарбоновой кислоты, стеарата цинка, окиси цинка, стеариновой кислоты, диоктилфталата, железоокисного пигмента, двуокиси титана и связующего на основе полистирольного п.пастика и гидрированной канифоли, смешение полученного концентрата с полистирольным пластиком и литье под давлением, концентрат перед литьем вспенивают до получения его плотности 1 ,09-1 ,22 Г/СМ .
Вспененные полистирольные композиции согласно предложенному способу получают следующим образом.
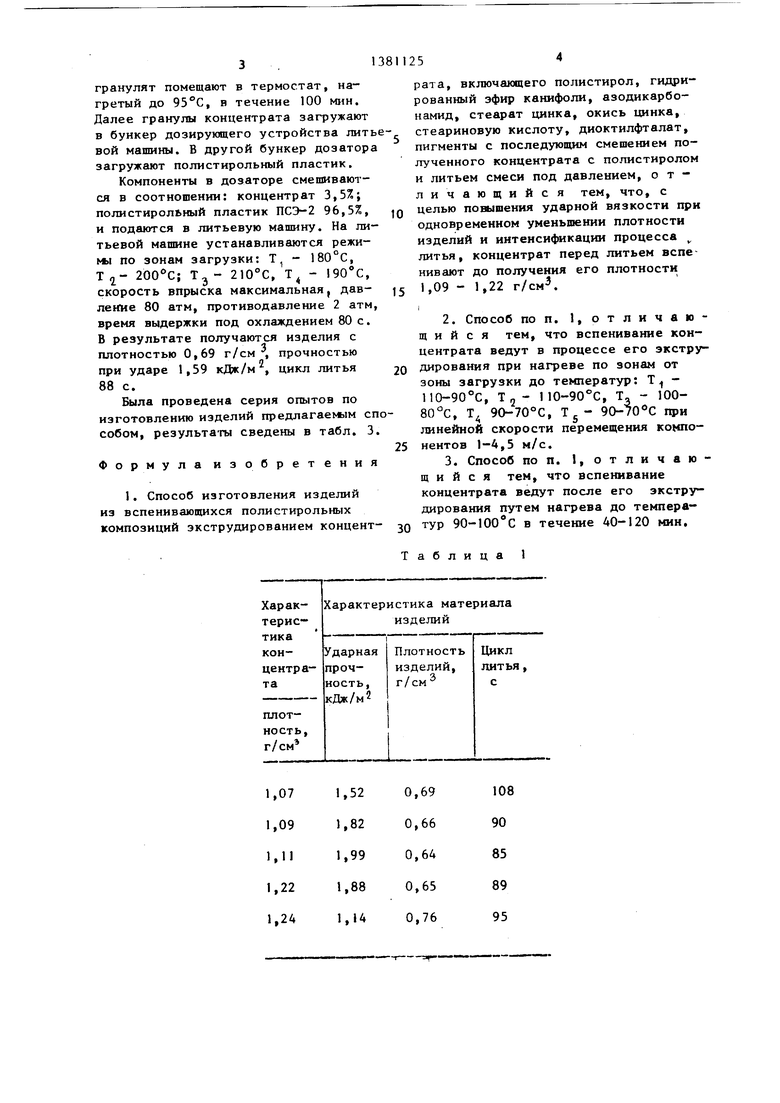
Целесообразность выбранного интервала плотности вспененного концентрата проиллюстрирована в табл. 1.
Пример 1. Компоненты конценрата, взятые в количестве, кг:
Азодикарбонамид15
Окись цинка1,4
Стеарат цинка4,2
Стеариновая кислота,9
Диоктилфталат1,5
Железоокисный пигмент 21,3
Двуокись титана12
Гидрированный эфир
канифоли23,25
Эмульсионный полисти
рол марки ПСЭ-235,95
загружают в смеситель и перемащивают в течение 10 мин. Полученную смесь загружают в экструдер. Устанавливают температуру по зонам экструдера от зоны загрузки: 100°С - первая зона.
252
- вторая зона, - третья зона, 80°С - четвертая зона, 80°С - пятая зона. Смесь экструдируется путем перемещения щнеком экструдера с линейной скоростью перемешивания 1,04 м/с. При этом из головки экстру дера выходит экструдат в виде пруть- ка, который режется с помощью ножей на гранулы. Полученный экструдат имеет плотность 1,1 г/см . Далее гранулы концентрата загружают в бункер дозирующего устройства литьевой мащи ны. В другой бункер дозатора загружают полистирольный пластик. Компо- ненты в дозаторе смещиваются в соотношении: концентрат 3,5%; полистирольный пластик 96,5%, и подаются в литьевую машину. . На литьевой машине устанавливаются режимы по зонам от зоны загрузки: Т - 180°С; Т ,- 200°С; Т - 210°С; Т - 190°С, скорость впрыска максимальная, давление впрыска 80 атм, противодавление 2 атм, время выдержки 2 с, время выдержки под охлаждением 80 с, цикл литья 84 с.
В результате получено изделие с плотностью 0,64 г/см и прочностью при ударе 1,99 кДж/м .
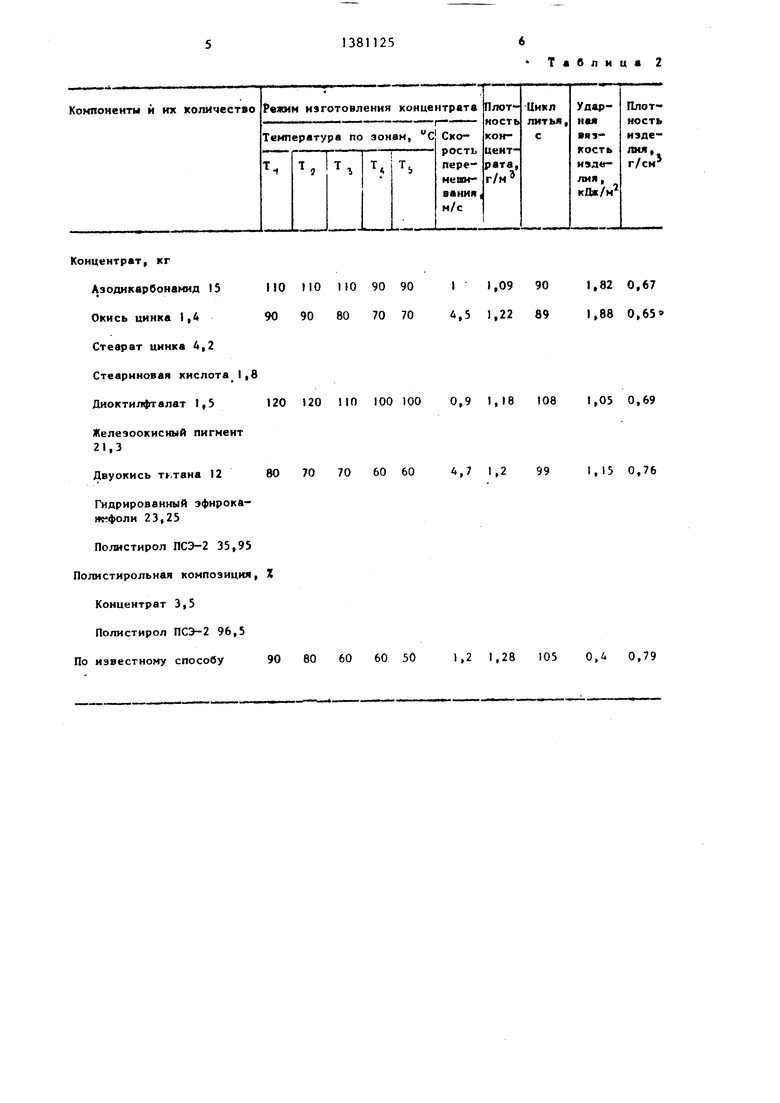
Была проведена серия опытов по изготовлению изделий предлагаемым способом, результаты сведены в табл. Пример 2. Компоненты конценрата, взятые в количестве, кг: Азодикарбонамид15
Окись цинка1,4
Стеарат цинка4,2
Стеариновая кислота1,9 Диоктилфталат1,5 Железоокисный пигмент 21,3 Двуокись титана 12 Гидрированный эфир канифоли 23,25 Эмульсионный полистирол марки ПСЭ-2 35,95 загружают в смеситель и перемешивают в течение 10 мин. Полученную смесь загружают в экструдер. Устанавливают температуру по зонам от зоны загрузки: 90°С - первая зона, 80°С - вторая зона, 60 С - третья зона, 60 С четвертая зона, 50 С - пятая зона и экструдируют при перемешивании шнеком с линейной скоростью 1,2 м/с. Экструдат, выxoдяшJ й из головки экструдера в виде прутка, режется с по- мощью ножей на гранулы. Полученный
гранулят помещают в термостат, нагретый до , в течение 100 мин. Далее гранулы концентрата загружают в бункер дозирующего устройства литьвой мащины. В другой бункер дозатора загружают полистирольный пластик.
Компоненты в дозаторе смешиваются в соотношении: концентрат 3,5%; полистирольный пластик ПСЭ-2 96,5%, и подаются в литьевую машину. На литьевой машине устанавливаются режи- по зонам загрузки: Т, - 180°С, 200 С; 210°С, Т - 190°С, скорость впрыска максимальная, дав- лекие 80 атм, противодавление 2 атм, время выдержки под охлаждением 80 с. В результате получаются изделия с плотностью 0,69 г/см , прочностью при ударе 1,59 кДж/м , цикл литья
88 с.
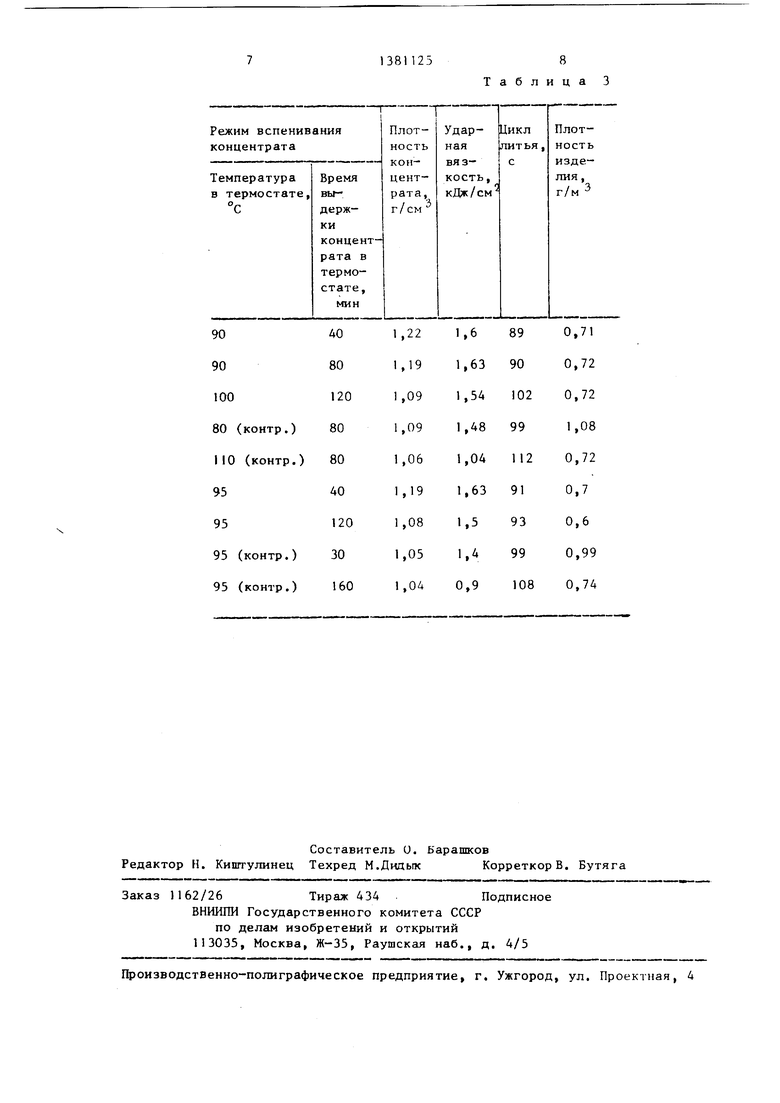
Была проведена серия опытов по изготовлению изделий предлагае« 1м спсобом, результаты сведены в табл. 3.
Формула изобретения
1. Способ изготовления изделий из вспенивающихся полистирольных композиций экструдированием концентQ5 0
5
30
рата, включающего полистирол, гидрированный эфир канифоли, азодикарбо- намид, стеарат цинка, окись цинка, стеариновую кислоту, диоктилфталат, пигменты с последующим смешением полученного концентрата с полистиролом и литьем смеси под давлением, отличающийся тем, что, с целью повышения ударной вязкости при одновременном уменьшении плотности изделий и интенсификации процесса литья, концентрат перед литьем вспенивают до получения его плотности 1,09 - 1,22 г/см.
I
2.Способ по п. 1, отличающий с я тем, что вспенивание концентрата ведут в процессе его экстру- дирования при нагреве по зонам от зоны загрузки до температур: Т - 110-90°С, Т,- 110-90 С, Т, - 100- 80°С, Т 90-70°С, Tg- 90-70 С при линейной скорости перемещения компонентов 1-4,5 м/с.
3.Способ по п. I, отличающийся тем, что вспенивание концентрата ведут после его экстру- дирования путем нагрева до температур 90-100 с в течение 40-120 мин.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий из вспениваюшихся полистирольных композиций | 1986 |
|
SU1381126A1 |
| СРЕДСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ВСПЕНИВАЮЩИЕСЯ ЧАСТИЦЫ СТИРОЛЬНОГО ПОЛИМЕРИЗАТА | 2008 |
|
RU2475502C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИСТИРОЛЬНОЙ КРАСКИ | 1999 |
|
RU2165443C2 |
| СВЯЗЫВАНИЕ ВИНИЛАРОМАТИЧЕСКИХ ПОЛИМЕРОВ И ПЕНЫ | 1998 |
|
RU2213101C2 |
| КОМПОЗИТНЫЙ ПРОДУКТ И ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПРОИЗВОДСТВА УПОМЯНУТОГО ПРОДУКТА | 2016 |
|
RU2737697C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПЕНОПЛАСТА И ПЕНОПЛАСТ, ПОЛУЧЕННЫЙ ЭТИМ СПОСОБОМ | 1995 |
|
RU2160749C2 |
| Термопластичная формовочная композиция | 1977 |
|
SU860710A1 |
| Полимерная композиция | 1984 |
|
SU1201287A1 |
| ТЕРМОПЛАСТИЧНАЯ ЭЛАСТОМЕРНАЯ КОМПОЗИЦИЯ, ИМЕЮЩАЯ ВЫСОКУЮ ПРОЧНОСТЬ РАСПЛАВА, ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМОВЫХ ЭЛАСТИЧНЫХ ИЗДЕЛИЙ, СПОСОБ ЕЕ ПОЛУЧЕНИЯ, ПРЕМИКС, ИСПОЛЬЗУЕМЫЙ В КАЧЕСТВЕ ГОМОГЕННОЙ ДОБАВКИ ДЛЯ ДЕФОРМАЦИОННОГО УПРОЧНЕНИЯ РАСПЛАВА, ДЛЯ ПОЛУЧЕНИЯ КОМПОЗИЦИИ, СПОСОБ ПОЛУЧЕНИЯ ПРЕМИКСА, ФОРМОВАННОЕ ГИБКОЕ ТЕРМОПЛАСТИЧНОЕ ЭЛАСТОМЕРНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2005 |
|
RU2374278C2 |
| Полимерная композиция и способ ее получения | 1989 |
|
SU1754742A1 |
Изобретение относится к области переработки вспенивающихся полистирольных композиций, применяемых при производстве декоративных и функциональных элементов, товаров народного потребления, строительных материалов и в других областях. Изобретение позволяет в 4-5 раз повысить ударную вязкость композиций, на 15% сократит время литья композиций и уменьшить их плотность за -счет того, что концентрат, содержащий полистирол, гидрированный эфир канифоли, азоди- карбонамид, стеарат цинка, окись цинка, стеариновую кислоту и пигмент, перед литьем вспенивают до получения его плотности 1,09-1,22 г/см либо путем экструдирования при 110-70°С, либо путем нагрева до 90-100 С в течение чО-120 мин. 2 з.п. ф-хал. 3 табл. с 9 (Л
Харак- терисХарактеристика материала
изделий
Таблица 1
108
90
85
89
95
Концентрат, кг
Азодикарбонамид 15 110
Окись цинка ,U 90
Стеарат цинка 4,2
Стеариновая кислота I,8
Диоктилфталат 1,5 120
80 70 70 60 60
Полистирол ПСЭ-2 35,95 Полистирольная композиция,
Концентрат 3,5
Полистирол ПСЭ-2 96,5 По известному способу
Таблица 2
I 1,09 90 1,82 0,67 4,5 1,22 89 1,88 0,65
0,9 1,18 108 1,05 0,69
А,7 1,2 99 1,15 0,76
1,2 1,28 105 0,4 0,79
Таблица 3
| Композиция для получения пенополистирола | 1977 |
|
SU654640A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Зубов B.C., Богомазов А.Ф | |||
| Производство товаров народного потребления из вспенивающихся композиций | |||
| - Пластические массы, 1979, № 3, с | |||
| Способ использования делительного аппарата ровничных (чесальных) машин, предназначенных для мериносовой шерсти, с целью переработки на них грубых шерстей | 1921 |
|
SU18A1 |
