со
00
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нагрева слитков с жидкой сердцевиной | 1982 |
|
SU1049554A1 |
| Способ нагрева слитков в нагревательных колодцах | 1984 |
|
SU1186666A1 |
| СПОСОБ ПРОИЗВОДСТВА БЛЮМОВ | 2001 |
|
RU2185257C1 |
| Способ обработки слитков кипящей и полуспокойной стали перед прокаткой | 1987 |
|
SU1541292A1 |
| СПОСОБ НАГРЕВА СЛИТКОВ В НАГРЕВАТЕЛЬНОМ КОЛОДЦЕ | 1992 |
|
RU2051189C1 |
| Способ регулирования температуры нагрева слитков с жидкой сердцевиной в колодцах | 1988 |
|
SU1578218A1 |
| Способ подготовки слитков с незатвердевшей сердцевиной к нагреву | 1985 |
|
SU1313884A1 |
| Способ производства проката | 1983 |
|
SU1132547A1 |
| Способ нагрева слитков с жидкой сердцевиной в нагревательных колодцах | 1988 |
|
SU1640181A1 |
| Способ производства заготовки из высокоуглеродистых сталей | 1988 |
|
SU1567649A1 |
Изобретение относится к черной металлургии, касается нагрева в колодцах слитков с незатвердевшей сердцевиной перед прокаткой на обжимных станах. Целью изобретения является снижение трещинообразования и уменьшение обрези. Для этого способ включает двуступенчатый нагрев слитка с переменной скоростью, при котором нагрев металла с незатвердевшей центральной частью (5-30%) ведут на первой ступени до затвердевания центральной части слитка со скоростью 120- 130 град/ч, на второй ступени - со скоростью 255-295 град/ч до темпера- 8 туры на поверхности 1250-1300 С. Затем осуществляют выдержку для выравнивания температур по сечению слитка до температурного перепада между поверхностью и сердцевиной 30-50 С. 1 ил. сл
j
со
Изобретение относится к черной металлургии, а именно к нагреву в колодцах слитков с .незатвердевшей сердцевиной перед прокаткой на обжимных станах.
Цель изобретения - снижение тре- щинообразования и уменьшение обрези.
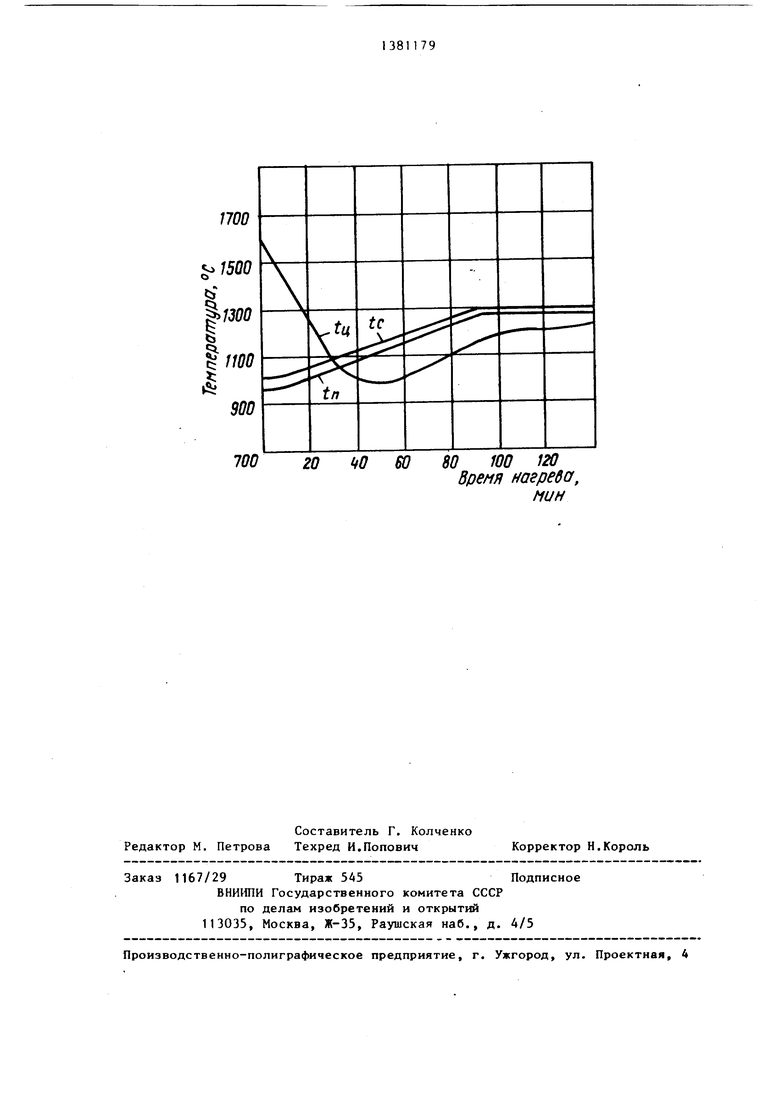
На чертеже представлен график изменения температур в колодце.
На первой ступени поверхность слитка с незатветэдевшей центральной частью в количестве 5-30% нагревают до момента полного затвердевания сердцевины со скоростью 120-130 град/ч. На второй ступени нагрев продолжают до температуры поверхности 1250-1300 со скоростью 255-295 град/ч. Выдержку осуществляют до выравнивания температур по толщине слитка 30-50°С.
Пример. Нагревают слиток массой 8 т из стали 45 в регенеративном нагреательном колодце мощностью 5,5 МВт. Температура посада слитка 940-960 С. Начальная температура в ячейке колодца в момент посада слитка 1000 С. Количество незатвердевшей фазы (жидкое ядро) 5-30%. Начальную стадию нагрева осуществляют в два зта па. На первой ступени нагрев ведут до затвердевания центральной части слитка со скоростью 120-130 град/ч. Момент окончания первой стадии определяют по температуре поверхности слитка (tn), равной 1000-1050 С (см. чертеж). Температура поверхности слитка не соответствует температуре последующей прокатки на блюминге, равной 1250-1300 С, поэтому необходима вторая стадия нагрева, которую осущест- вляют со скоростью подъема температуры в ячейк е 255-295 град/ч. Нагрев
с меньшей скоростью не обеспечивает необходимой температуры слитка в момент выдачи его из нагревательного клодца. При увеличении скорости нагрева возникает перегрев поверхности слитка, что приводит к браку металла Конечную стадию нагрева - выдержк (томление) - необходимо осуществлять для выравнивания температур по толрщ не сливка. Тогда температурный перепад -3t равен 30-50 С. Выдержку осуществляют в течение времени Sg (О, 2-0, 3) Иц, где Oj- время выдержки, ч; время нагрева, ч.
Предлагаемый способ нагрева слитков с незатвердевшей центральной частью в количестве 5-30% позволяет снизить трещинообразование при прокатке и уменьшить головную и донную обрезь металла.
Формула изобретения
Способ нагрева в колодцах слитков с не затвердевшей сердцевиной, включающей двуступенчатую обработку с переменной скоростью нагрева с последующей выдержкой, отличающий- с я тем, что, с целью снижения тре- щинообразования и уменьшения обрези, нагрев металла с незатвердевшей центральной частью в количестве 5-30% ведут на первой ступени до затвердевания центральной части слитка со скоростью 120-130 град/ч, а на второй ступени - со скоростью 255-295 град/ч до температуры поверхности слитка 1250-1ЗОО С, а выдержку осуществляют до температурного перепада мезццу поверхностью и сердцевиной 30-50 С.
то
1500 %1300
1/ш I
900
700
80 100 120 Время нагрева, мин
| Сталь, 1976, № 7, с | |||
| Приспособление для разгонки рельсов ударами | 1923 |
|
SU665A1 |
| Тэцу-то-хатане | |||
| Нефтяной конвертер | 1922 |
|
SU64A1 |
| Черная металлургия: Бюллетень НТИ, 1979, вып | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Прибор для промывания газов | 1922 |
|
SU20A1 |
