00 00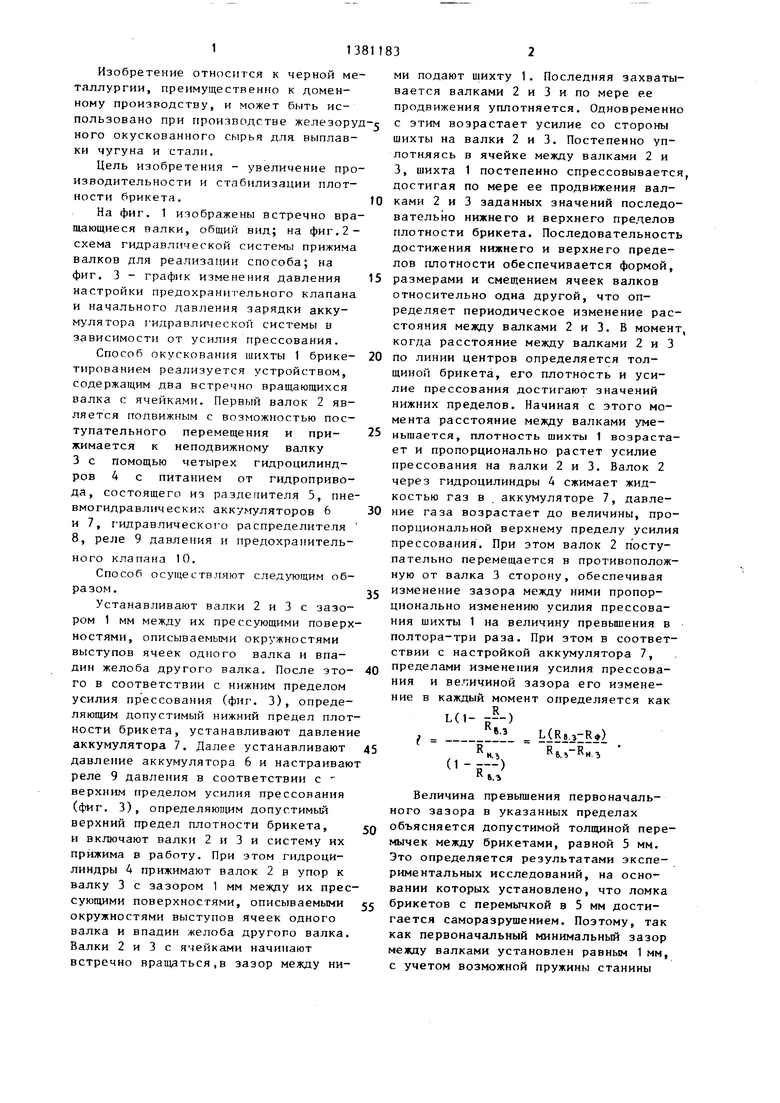
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство подачи шихты в валковый пресс | 1986 |
|
SU1420046A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛИРОВАННОГО РЕГЕНЕРАТИВНОГО ПРОДУКТА С ПРИМЕНЕНИЕМ ВАЛЬЦОВОГО КОМПАКТОРА | 2014 |
|
RU2576438C1 |
| ВАЛКОВЫЙ ПРЕСС ДЛЯ БРИКЕТИРОВАНИЯ СЫПУЧИХ МАТЕРИАЛОВ | 2006 |
|
RU2306226C1 |
| ВАЛЬЦОВЫЙ ПРЕСС ДЛЯ БРИКЕТИРОВАНИЯ ПОРОШКООБРАЗНЫХ МАТЕРИАЛОВ | 2001 |
|
RU2204486C2 |
| Устройство для автоматического регулирования толщины полосы | 1980 |
|
SU865462A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕРИКЛАЗОШПИНЕЛЬНЫХ ОГНЕУПОРНЫХ ИЗДЕЛИЙ | 1997 |
|
RU2116276C1 |
| Вальцы для помола керамического сырья | 1983 |
|
SU1135487A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПРОВОЛОКИ И ПРОФИЛЕЙ ИЗ НЕКОМПАКТНЫХ МАТЕРИАЛОВ | 2010 |
|
RU2429943C1 |
| Устройство автоматического устранения проскальзывания рабочих валков относительно опорных | 1978 |
|
SU774641A1 |
| СПОСОБ ПОЛУЧЕНИЯ БРИКЕТА ЭКСТРУЗИОННОГО (БРЭКСа) ДЛЯ ВЫПЛАВКИ МЕТАЛЛА | 2012 |
|
RU2506325C2 |
00
со
Изобретение относится к черной металлургии, преиму1цественр{о к доменному производству, и может быть использовано при производстве железору ноге окускованного сырья для выплавки чугуна и стали.
Цель изобретения - увеличение производительности и стабилизации плотности брикета.
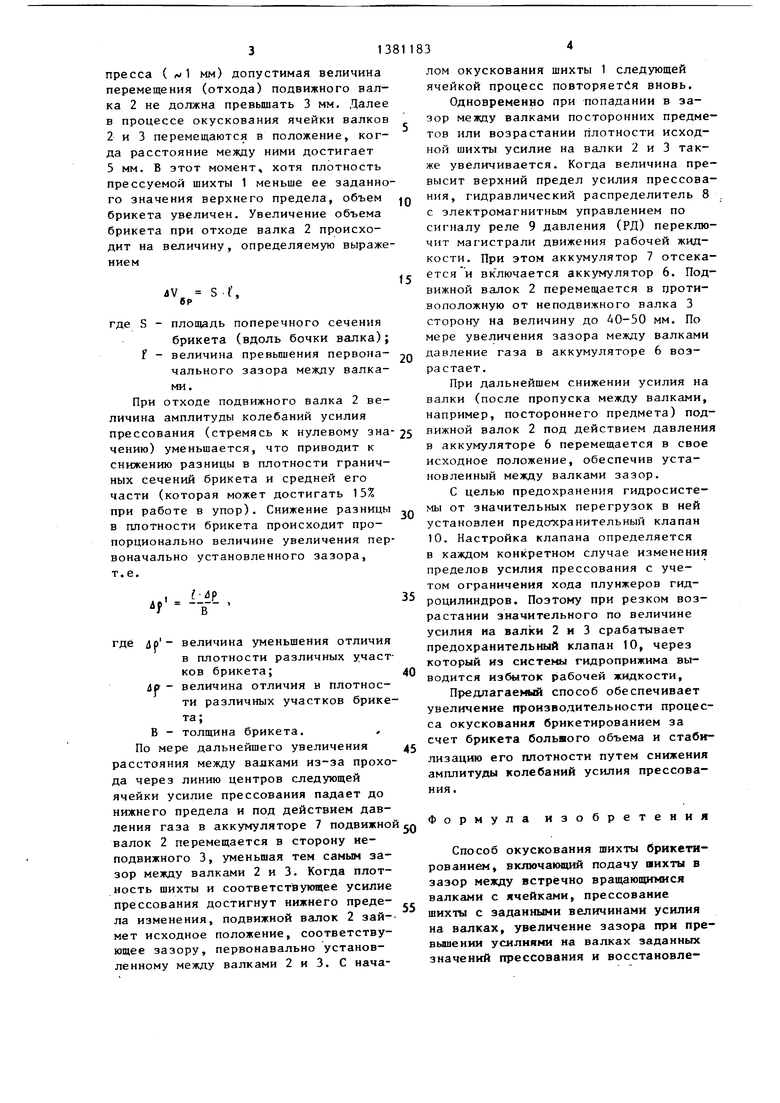
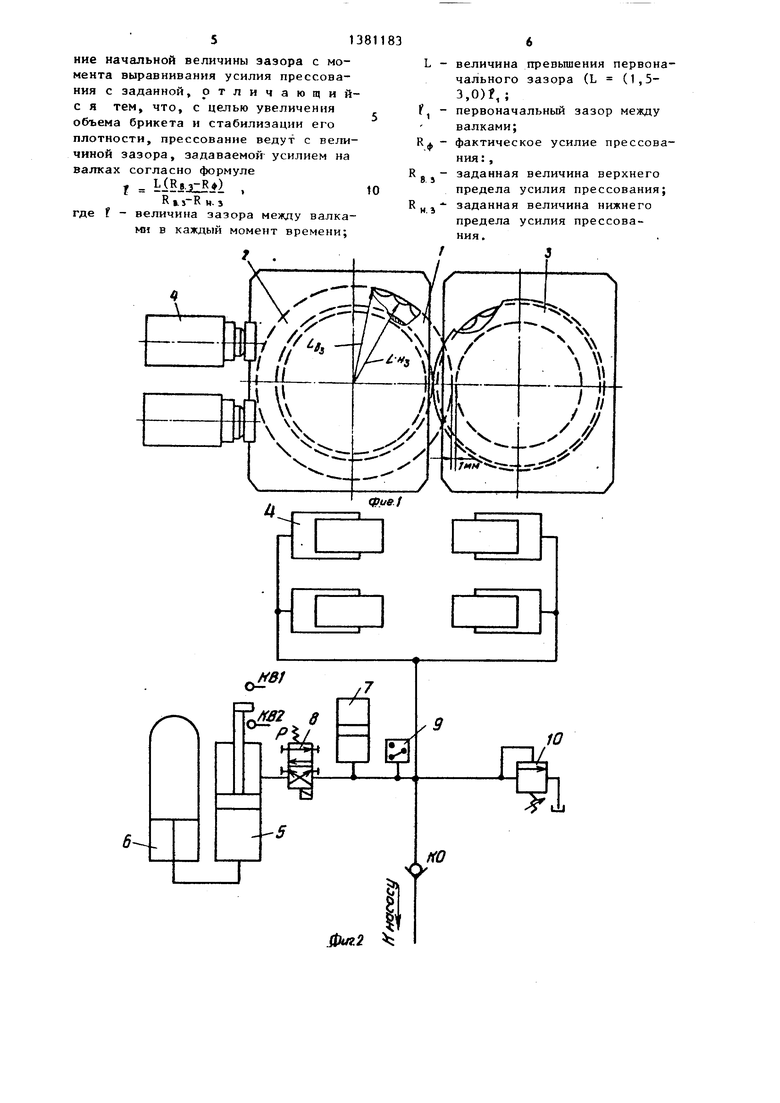
На фиг. 1 изображены встречно вращающиеся валки, общий вид; на фиг,2- схема гидравлической системы прижима валков для реализации способа; на фиг. 3 - график изменения давления настройки предохранительного клапана и начального давления зарядки аккумулятора гидpaвл fчecкoй системы в зависимости от усилия прессования.
Способ окускования шихты 1 брике- тированием реализуется устройством, содержащим два встречно вращающихся валка с ячейками. Первый валок 2 является подвижным с возможностью поступательного перемещения и при- жимается к неподвижному валку 3 с помощью четырех гидроцилиндров 4 с питанием от гидропривода, состоящего из разделителя 5, пне вмогидравлических aккy ryлятopoв 6 и 7, Г идравлического распределителя 8, реле 9 давления и предохранительного клапана 10.
Способ осуществляют следующим образом..
Устанавливают валки 2 и 3 с зазором 1 мм между их прессующими поверхностями, описываемьми окружностями выступов ячеек одного валка и впадин желоба другого валка. После это- го в соответствии с нижним пределом усилия прессования (фиг. 3), определяющим допустимый нижний предел плотности брикета, устанавливают давлени аккумулятора 7. Далее устанавливают давление аккумулятора 6 и настраиваю реле 9 давления в соответствии с верхним пределом усилия прессования (фиг. 3), определяющим допустимый верхний предел плотности брикета, и включают валки 2 и 3 и систему их прижима в работу. При этом гидроцилиндры 4 прижимают валок 2 в упор к валку 3 с зазором 1 мм между их прессующими поверхностями, описываемыми окружностями выступов ячеек одного валка и впадин желоба другого валка. Валки 2 и 3 с ячейками начинают встречно вращаться,в зазор между ними подают шихту 1. Последняя захватывается валками 2 и 3 и по мере ее продвижения уплотняется. Одновременно с этим возрастает усилие со стороны шихты на валки 2 и 3. Постепенно уплотняясь в ячейке между валками 2 и 3, шихта 1 постепенно спрессовывается достигая по мере ее продвижения валками 2 и 3 заданных значений последовательно нижнего и верхнего пределов плотности брикета. Последовательность достижения нижнего и верхнего пределов плотности обеспечивается формой, размерами и смещением ячеек валков относительно одна другой, что определяет периодическое изменение расстояния между валками 2 и 3. В момент когда расстояние между валками 2 и 3 по линии центров определяется толщиной брикета, его плотность и усилие прессования достигают значений нижних пределов. Начиная с этого момента расстояние между валками уменьшается, плотность шихты 1 возрастает и пропорционально растет усилие прессования на валки 2 и 3. Валок 2 через гидроцилиндры 4 сжимает жидкостью газ в аккумуляторе 7, давление газа возрастает до величины, пропорциональной верхнему пределу усилия прессования. При этом валок 2 поступательно перемещается в противоположную от валка 3 сторону, обеспечивая изменение зазора между ними пропорционально изменению усилия прессования шихты 1 на величину превышения в полтора-три раза. При этом в соответствии с настройкой аккумулятора 7, пределами изменения усилия прессования и величиной зазора его изменение в каждый момент определяется как
L(1- )
L()
. Кб,Ки.ъ (1-П-)
R
.г
Величина превышения первоначального зазора в указанных пределах объясняется допустимой толщиной перемычек между брикетами, равной 5 мм. Это определяется результатами экспериментальных исследований, на основании которых установлено, что ломка брикетов с перемычкой в 5 мм достигается саморазрушением. Поэтому, так как первоначальный минимальный зазор между валками установлен равным 1 мм, с учетом возможной пружины станины
пресса ( л/1 мм) допустимая величина перемещения (отхода) подвижного валка 2 не должна превышать 3 мм. Далее в процессе окускования ячейки валков 2 и 3 перемещаются в положение, когда расстояние между ними достигает 5 мм. В этот момент, хотя плотность прессуемой шихты 1 меньше ее заданного значения верхнего предела, объем брикета увеличен. Увеличение объема брикета при отходе валка 2 происходит на величину, определяемую выражением
iV S 6Р
,
где S - площадь поперечного сечения
брикета (вдоль бочки валка); f - величина превышения первоначального зазора между валками.
При отходе подвижного валка 2 величина амплитуды колебаний усилия
прессования (стремясь к нулевому зна-25 пижной валок 2 под действием давления
чению) уменьшается, что приводит к снижению разницы в плотности граничных сечений брикета и средней его части (которая может достигать 15% при работе в упор). Снижение разницы в плотности брикета происходит пропорционально величине увеличения первоначально установленного зазора, т.е.
30
в аккумуляторе 6 перемещается в свое исходное положение, обеспечив установленный между валками зазор.
С целью предохранения гидросистемы от значительных перегрузок в ней установлен предот ранительный клапан 10. Настройка клапана определяется в каждом конкретном случае изменения пределов усилия прессования с учетом ограничения хода плунжеров гидроцилиндров. Поэтому при резком возрастании значительного по величине усилия на валки 2 и 3 срабатывает предохранительный клапан 10, через который из системы гидроприжима выводится избыток рабочей жидкости.
где
if
dp .uf
В
f
В величина уменьшения отличия в плотности различных участков брикета;
величина отличия в плотности различных участков брикета;
толщина брикета. . По мере дальнейшего увеличения расстояния между валками из-за прохода через линию центров следующей ячейки усилие прессования падает до нижнего предела и под действием давления газа в аккумуляторе 7 подвижно валок 2 перемещается в сторону неподвижного 3, уменьшая тем самым зазор между валками 2 и 3. Когда плотность шихты и соответствующее усилие прессования достигнут нижнего предела изменения, подвижной валок 2 займет исходное положение, соответствующее зазору, первонавально установленному между валками 2 и 3. С нача
5
0
лом окускования шихты 1 следующей ячейкой процесс повторяется вновь.
Одновременно при попадании в зазор между валками посторонних предметов или возрастании плотности исходной шихты усилие на валки 2 и 3 также увеличивается. Когда величина превысит верхний предел усилия прессования, гидравлический распределитель 8 с электромагнитным управлением по сигналу реле 9 давления (РД) переключит магистрали движения рабочей жидкости. При этом аккумулятор 7 отсекается и вк лючается аккумулятор 6. Подвижной валок 2 перемещается в противоположную от неподвижного валка 3 сторону на величину до 40-50 мм. По мере увеличения зазора между валками давление газа в аккумуляторе 6 возрастает.
При дальнейшем снижении усилия на валки (после пропуска между валками, например, постороннего предмета) под0
5
0
5
0
5
в аккумуляторе 6 перемещается в свое исходное положение, обеспечив установленный между валками зазор.
С целью предохранения гидросистемы от значительных перегрузок в ней установлен предот ранительный клапан 10. Настройка клапана определяется в каждом конкретном случае изменения пределов усилия прессования с учетом ограничения хода плунжеров гидроцилиндров. Поэтому при резком возрастании значительного по величине усилия на валки 2 и 3 срабатывает предохранительный клапан 10, через который из системы гидроприжима выводится избыток рабочей жидкости.
Предлагаемый способ обеспечивает увеличение производительности процесса окускования брикетированием за счет брикета большого объема и стабилизацию его плотности путем снижения амплитуды колебаний усилия прессования.
Формула изобретения
Способ окускования шихты брикетированием, включающий подачу шихты в зазор между встречно вра1цающимися валками с ячейками, прессование шихты с заданными величинами усилия на валках, увеличение зазора при превышении усилиями на валках заданных значений прессования и восстановле51381183
ние начальной величины зазора с момента выравнивания усилия прессования с заданной, ртличающий- с я тем, что, с целью увеличения объема брикета и стабилизации его плотности, прессование ведут с величиной зазора, задаваемой усилием на валках согласно формуле
J tlBiaiR) , ш
R м- 3
где t - величина зазора между валками в каждый момент времени;
.фиг2
величина превьшения первоначального зазора (L (1,5- 3,0),;
первоначальный зазор между валками;
фактическое усилие прессования: ,
заданная величина верхнего
предела усилия прессования;
и.)
заданная величина нижнего предела усилия прессования.
f3
JO
20
| Крохин В.Н | |||
| Брикетирование углей | |||
| М.: Недра, 1974, с | |||
| Способ получения камфоры | 1921 |
|
SU119A1 |
| Бюллетень ЦНИИТЭИЧМ, 1982, № 1, с | |||
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
