(54) УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩНЫ ПОЛОСЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| КАССЕТА МНОГОВАЛКОВОЙ ПРОКАТНОЙ КЛЕТИ | 1996 |
|
RU2093283C1 |
| Устройство для автоматического регулирования разнотолщинности проката | 1978 |
|
SU766691A1 |
| Прокатная клеть | 1983 |
|
SU1072934A1 |
| Устройство для прокатки полосового материала | 1983 |
|
SU1309906A3 |
| Подшипниковая опора жидкостного трения валка прокатного стана | 1990 |
|
SU1784312A1 |
| Устройство для обработки тел вращения | 1973 |
|
SU504343A1 |
| Узел валков прокатной клети | 1977 |
|
SU759158A1 |
| Устройство для стабилизации межвалкового зазора прокатной клети | 1980 |
|
SU931256A1 |
| РАБОЧАЯ КЛЕТЬ ДЛЯ ПРОКАТКИ ПОЛОС | 2007 |
|
RU2349399C1 |
| Прокатная клеть | 1980 |
|
SU984519A1 |
t
Изобретение относится к прокатному производству и может быть использовано при автоматизации прокатных станов.
Известно устройство регулирования положения валка во время прокатки, содержащее валки, опирающиеся на подвижные и неподвижные гидравлические подушки, регуляторы давления рабочей жидкости в гидравлических подушках, у которых неподвижные гидравлические подушки выполнены в виде датчиков положения валка и связаны гидравлически с регуляторами давления рабочей жидкости в подвижных гидравлических подушках
Недостаток данного устройства заключается в том, что в устройстве достигается стабилизация положения валков в горизонтальной и вертикальной плоскостях, но, поскольку рабочие валки передают усилие на клеть, и клеть имеет конечную жесткость, то она под действием усилия прокатки
растягиваемся. В результате этого, -(.расстояние между валками меняется согласно изменению усилия прокатки. Изменение расстояния между валками влечет за собой изменение толпщны прокатываемой полосы. Это происходит потому. Что расстояние мезвду валками не измеряется и сигнал об изменении этого расстояния не учитывается при регулировании положения валков.
10 Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство для регулирования зазора между валками в прокатном стане, содержащее
IS подушки, цилиндрические подшипники рабочих валков, установленные в подушках, рабочие валки, установленные в подашпниках рабочих валков, карманы гидростатических опор кони20ческих шеек рабочих валков, выполненные на внутренней поверхности подшипников рабочих валков и регуляторы давления рабочей жидкости 2,
Однако цилиндрические подшипники в которых установлены шейки рабочих валков, не фиксируют рабочие валкий в осевом направлении. Рабочие валки имеют возможность аксиального перемещения , что влияет на точность прокатки .
Два боковых паза, расположенные диаметрально противоположно и подключенные к одному источнику постоянного давления не моГут.удержать валок в заданном положении в горизонтальной плоскости. При приложении любого горизонтального усилия (слева или справа) зазор между шейкой валка и пазом со стороны приложения усилия увеличивается, и рабочая жидкость более свободно прохо- дит в этот зазор.С противоположной: стороны зазор между шейкой валка и пазом уменьшается, и условие прохода рабочей жидкости ухудшается. Поскольку эти пазы нагружены давлением рабочей жидкости от одного источника, то при изменении зазоров не возникает реакции на приложенное горизонтальное усилие и шейка валка перемещается в сторону действия сИлы беспрепятственно. Горизонтальное перемещение валка параллельно самому себе или с церекосоы вызывает изменение зазора ра бочих валков, что, в свою очередь, отрицательно сказывается на точность проката.
Установка измерителя толщины полосы на некотором расстоянии от очаг.а деформации прокатываемого металла предполагает транспортное запаздывание управляющего воздействия, что также сказывается на точности прокат
Удаление отработанной в гидростатических опорах рабочей жидкости. Происходит через полость подшипников рабочих валков, подключенную к источнику постоянного давления. При этом для удаления отработанной рабочей жидкости необходимо преодолеть постоянное давление рабочей жидкости в полости подшипника и сопротивление предохранительного клапана источника постоянного давления.На преодоление си сопротивления тратится дополнительная мощность, уменьшается быстродействие и как следствие , уменьшается точность проката.
Подключение полости подшипника к источнику постоянного давления при вращении шейки валка в подпмпнике вызывает эффект гидродинамического
подшипника, что сильно сказывается на качестве регулирования с помощью гидростатических опор и влечет за собой ухудшение точности проката. Расйоложение карманов, соединенных с регулятором давления рабочей жидкости по одну сторону оси подшипника требует более высокого давления рабочей жидкости и снижает быстродействие устройства, что сказывается на точности проката.
Цель изобретения - повьш1ение точности прокатываемой полосы.
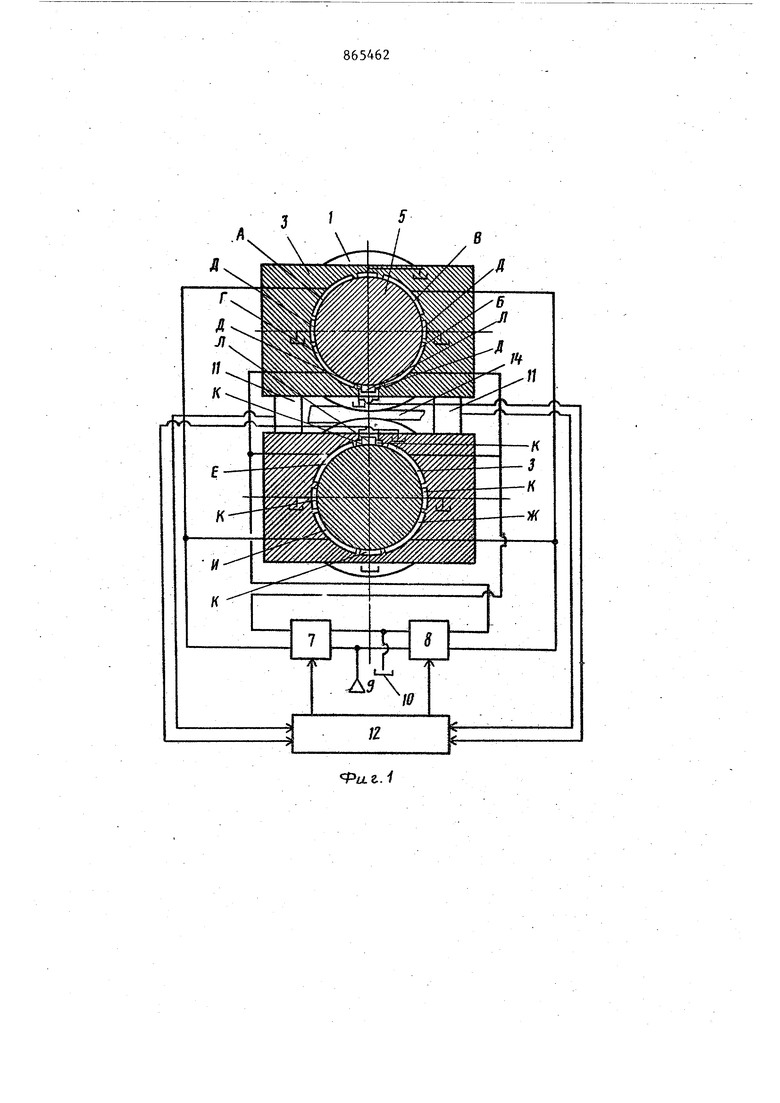
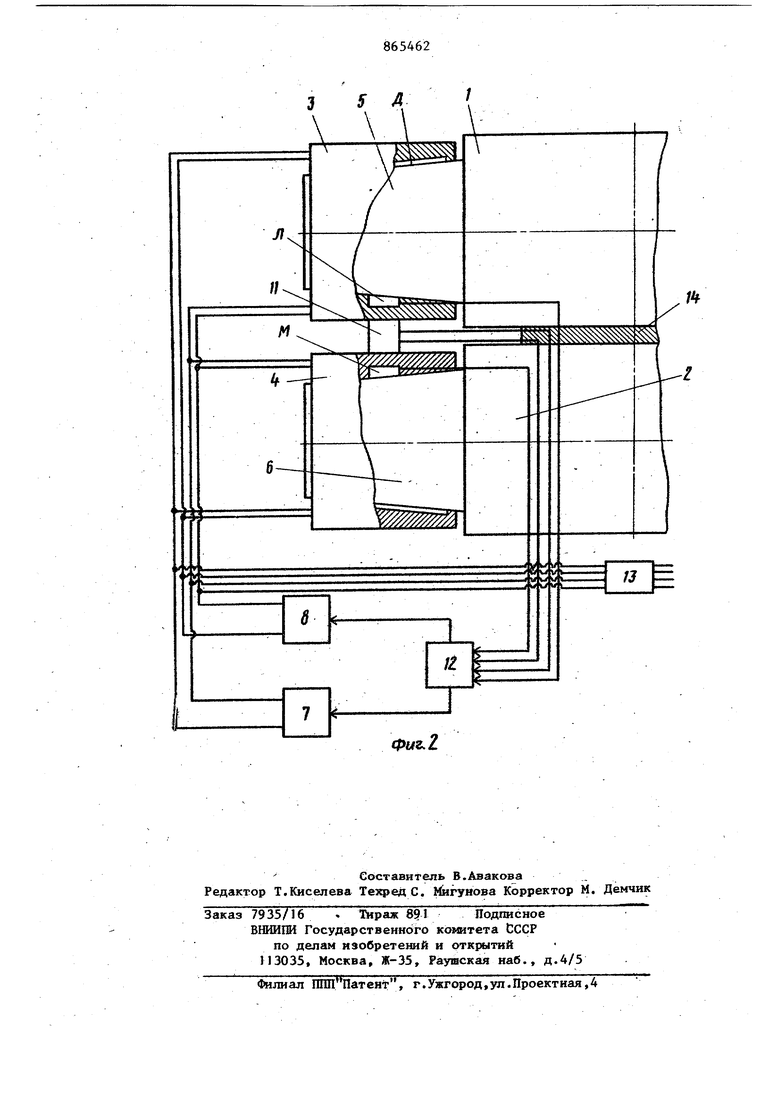
Поставленная цель достигается тем, 5 что в устройство, содержащее подушки, подшипники рабочих валков, установленные в подушках, рабочие валки, установленные в подшипниках рабочих валков, карманы гидростатических опор 0 конических шеек рабочих валков, выполненные на внутренней поверхности подшипников рабочих валков и регуляторы давления рабочей жидкости, дополнительно содержит первые, вторые и третьи измерители зазора, блок управления, дренажные канавки, соединенные со сливной магистралью, и разделительные клапана, причем первые измерители зазора расположены между коническими поверхностями шеек верхнего рабочего валка и нижними частями поверхностей прдаипников верхнего рабочего валка, вторые измерители зазора расположешэ между крническими поверхностями шеек нижнего рабочего валка и верхними частями поверхностей подошпников нижнего рабочего валка, третьи измерители зазора расположены между подушками рабочих валков, входы блока управления соединены с выходами измерителей зазора, а выходы - с .соответствующими входами регуляторов давления рабочей жидкости, вьиодь которых соединешл со входами соответствующих карманов гидростатических опор конических шеек рабочих валков, дренажные канавки выполнешл на поверхностях подшипников рабочих валков между соседними карманами, а выходы дренажных канавок соединены со сливной магистралью, Bxojop разделительных клапаиов соединешл с соответствующими выходами регуляторов давления рабочей жидкости. Кроме того, в устройстве с каждой сторошл 55 горизонтальной оси каждого подшипника рабочего валка выполнено два кармана и выходы диаметрально противоположных карманов соединены с двумя выходами регулятора давления рабочей жидкости, а также входы карманов, расположенных симметричн9 лини прокатки и соединенных между собой. На фиг, 1 представлены подушки рабочих валков в сборе с подшипника ми и рабочими валками и схема управ ления положением валков,разрезу на фиг. 2 - схема подключения устройст ва к рабочей и приводной стороне кл ти. Устройство содержит рабочие валки 1 и 2, подушки 3 и 4 рабочих валков7 шейки 5 и 6 рабочих валков (шейки рабочих валков выполнены коническими. В подушках 3 и 4 рабочих валков 1 и 2 изготовлены конические отверстия, выполняющие роль подшипников. Подшипники могут быть и сменными. На внутренней поверхности подшипников (отверстий) выполнены карманы А,Б,В,Г,Д,Е,Ж,3,ИиК.КарманыА,Б,В и Г верхней подушки 3 подключены к реверсивным регуляторам 7 и 8 давления рабочей жидкости. Карманы Д верхней подушки 3 подсоединены к сливной магистрали 9. Карманы Е,Ж,3 И нижней подушки 4 подключены также к реверсивным регуляторам 7 и 8 давления рабочей жидкости. Карманы К . нижней подушки 4 подключены к сливно магистрали 9.В нижней части подшипника верхней подушки 3 установлен измеритель 10 зазора, в качестве измерителя зазора могут быть применены любые дат шки: сопло-заслонка, индуктивный, емкостный и т.п.. В верхней части подшипника нижней подушки 4 установлен измеритель 1 зазора. В зазоре между верхней 3 и нижней 4 подушками установлен измери тель 12 зазора. Выходы измерителей 10-12 подключе ны ко входам блока 13 управления Выходы блока 13 управления подключены к первым входам регуляторов 7 и 8 давлений. Вторые и третьи входы регуляторов 7 и 8 давлений подключены соответственно к источнику 14 давления и сливной магистрали 9. Выходы регуляторов 7 и 8 через разделительный клапан соединяются с выходами соответствующих реверсивных регуляторов приводной .стороны клети. При необходимости разделительный клапан . может соединить соответствукяцие карманы гидростатических опор приводной и рабочей сторонь клети между собой. Между рабочими валЛами I и 2 находится прокатываемая полоса. Устройство работает следующим образом. ,До начала прокатки по сигналаг. измерителей 10-12 устанавливается заданнде положение рабочих валков 1 и 2. Для этого в карманы А,Б,В и Г верхней подушки 3 ив карманы Е,Ж,3 и И нижней подушки 4 от источника 14 давления рабочей жидкости через реверсивные регуляторы 7 и 8лодается рабочая жидкость с необходимым давлением. Каждый из перечисленных карманов образует с поверхностякш шеек 5 и 6 рабочих валков 1 и 2 индивидуальную гидростатическую опору. Совместная работа всех гидростатических опор удерживает, рабочие валки 1 и 2 в заданном положении. При входе прокатываемой полосы в зазор между рабочими валками 1 и 2 равновесие сил, действуюгщх на шейки 5 и 6 рабочих валков 1 и 2, нарушается. Усилие прокатки увеличивает зазор меаду рабочими.валками 1 и 2 и сигнал о приращении зазоров поступает на входы блока 13 управления, на выходах которого появятся соответствующие сигналы. Эти сигналы поступят на входаг реверсивных регуляторов 7 и В давлений, которые установят на своих выходах новые значения давлений рабочей жидкости. В карманах А,В,Ж и И давление увеличится, а в карманах Б,Г,Е и 3 - уменьшится. Изменение давления происходит до тех пор, пока на входах блока 13 ухфавления сигналы выданные измерителями 1Q-12, не будут равш. заданным. При любом возмущении, действующем на шейки 5 и 6 валков I и 2, достигнутое равновесие нарушается и процесс установки валков повторяется. Все это касается как вертикалымх, так и Горизонтальных сил, действуюп их на валки. Расположение карманов (фиг.1) позволяет устанавливать вали в любом заданном положении. , Преимущество гидростатических опор остоит в том, что в них нет той зоы нечувствительности, какая налюдается в гидроцилиндрах. Но ля того, чтобы в процессе работы идростатическая опора не превратиась в гидродинамическую, необходио на ее границах обеспечить слив абочей жидкости. В пространстве ежду гидроопорами не должно находиться рабочей жидкости. Для удаления отработанной рабочей жидкости из полости подшипника предусмотрены дренажгые канавки Д и К, разделяющие соседние гидростатические опоры. Дренажные канавки соединяются со сливной магистралью 9, в которой избыточное давление недопустимо (вплоть до установки откачивающего насоса). Уменьшение зазора между валиками можно достичь следующим образом: а) одновременно повысить давление в карманах А,В,Ж,И$ б)- одновременно понизить давление в карманах B,r,E,3i в} одновременно повысить давление в карманах А,Б,Ж,И и понизить давле1ие в карманах Б,Г,Е,3, т . «. комбинацией первых двух пунктов. В этом случае скорость перемещени повысится, а время уменьшитЬя. Звеличение зазора можно произво дить таким же образом, но с реверсом давления в карманах. Для перемещени валков влево можно одновременно пов сить давление в карманах В,Б,3 и Ж одновременно повысить- давление в ка манах В,Б,3 и Ж и понизить в карманах А,Г,Е и И. Перемещение валка вправо достигается таким же образом, но с ревер сом давлений в карманах. Варьируя т КИМ образрм изменением давления в карманах подшипников подушек 3 и 4 рабочих валков 1 и 2, можно заста.билйзйроЪать зазор между валками 1 и 2. . Предложенное устройство позволяе снизить в два раза давление источника рабочей жидкости за счет того, что диаметрально противоположные гидростатические опоры работают при регулировании на приращении давлени с разными знаками. Если, например, необходимо опустить верхний валок, то верхняя гидроопора должна получить приращение давления (-V Др), а нижняя - (- U Р). Такое приращение .давлений вызывает усилия, действующие на шейку валка в одном направлении. Таким образом, регулируя дав ление от средней величины, можем по лучить в результате прийуг - усилие, равное произведению площади гидроопоры на полное давление,т.е. PmaKi. 1 .p.|у-.С. j I wrtv. LI 8 - результирующая сила, дейгдествующая на шейку валкаj f - площадь гидростатической опоры; тсхх максимальное дйвлегше на входе реверсивного регулятора;k - коэффициент пропорциональности. Кроме снижения давления такое подключени-е карманов уменьшает время отработки сигнялов гидростатическими опорами. Это, в свою очередь, положительно сказывается на точности проката. Максимальное приближение измерителей зазоров к зоне деформации, т.е установка их по вертикальной.оси подшипников, ликвидирует транспортноё запаздывание в отработ..се сигналов управления, т,е. позволяет производать силовое воздействие на тот участок полосы, о котором получена информация, что в свою очередь, значительно повышает точность проката. + Но это преимущество будет использовано лишь в том случае, если само испол№1тельное устройство будет иметь достаточное быстродействие. Введение дренажных канавок позволяет получить по сравнению с известным больщее быстродействие. Дренажные кана1вки, подключенные к сливной магистрали, обеспечивают реализацию всех преимуществ гидростатических опор. В ней любое (даже очень малое) приращение давления превращается в силу, воздействующую на шейку валка. Поэтому, очень важно на выходе отработанной жидкости не иметь подпора, который сглаживает незначительные измене-. ния давления в гидростатической опоре. Кроме этого, если в полости подшипника присутствует рабочая жидкость (вне гидростатической опоры}, то при вращении шейки валка гидроста тическая опора прёвра щается в нерегулируемую гидродинамическую опору. При недостаточной скорости удаления отработанной рабочей жидкости из полости подшипника будет в той или иной мере сказываться эффект гидродинамической опоры. Из сказанного следует, что при хорошо, организованном удалении отработанной рабочей жидкости (вплоть до установки отка- чивающего насоса) , повышается чувствительность устройства и, соответств нн6, точность проката. Введение реверсивного регулятора рабочей жид кости позволяет увеличить быстродей ствие устройства. V Регуляторы гидростатических опор позволяют при колебаниях внешней нагрузки до 1,5 от номинальной держать зазор практически неизменным. Учитывая чувствительность существующих измерителей зазора, выходная разнотолщинность полосы может составлять ± 5 мкм. Разнотолщинность прокатываемой полосы, например, на стане 810 горячей прокатки не оборудованном другими устройствами регулирования толщины, составляет t100 мкм.Приближение центра распре деления отклонений толщины прокатываемой полосы к нижней границе мину сового допуска на каждую 0,01 мм соответствует увеличению выпуска продукции в теоретическом весе на 250гЗОО тыс.руб. при производительности стана 1 . в год. Таким образом, эффект от внедрения данного устройства в народном хозяйстве может составить порядка 4750 тыс. рублей. Формула изобретения 1.Устройство для автоматического регулирования толщины полосы, содержащее подушки, подшипники рабочих валков, установленные в подушках« рабочие валки, установленные в подшипциках рабочих валков, jtapMaHH гидростатических опор конических шеек рабочих валков, выполненные на внутренней поверхности подшипников рабочих валков и регуляторы давления рабочей жидкости, отличающе с я тем, что, с целью повьш1ения точности прокатываемой полосы оно допол нительно содержит первые, вторые и третьи измерители зазора, блок управ ления, дренажные канавки, соединенны 2.JO со сливной магистралью, и разделительные клапана, причем первые измерители зазора расположены между коническими поверхностями шеек верхнего рабочего валка и нижними частями поверхностей подшипников верхнего рабочего валка, вторые измерители зазора расположены между кoничecки и поверхностями шеек нижнего рабочего валка и верхними частями поверхностей подшипников нижнего рабочего валка, третьи измерители расположены между подушками рабочих валков, входы блока управления соединены с выходами измерителей зазоров а выходы - с соответствующими входами регуляторов давления рабочей жидкости, выходы которых соединены со входами соответствующих карманов гадростатических опор конических шеек рабочих валксв, дренажные канавки выполнены на поверхностях подшипников рабочих валков между соседними Карманами, а выходы дренажных канавок соединеи со сливной магистралью, входы раз дели тел ьгелх кла-т ; панов соединены с соответствующими выходами регуляторов давлений рабочей жидкости. 2.Устройство по п.I, о т л и ч а ющ е е с я тем, что с кавдой стороны горизонтальной оси каждого подшипника рабочего валка, выполнено два кармана и выходы диаметрально, противоположных карманов соединены с двумя выходами регулятора давления рабочей жидкое ти. . 3. Устройство по пп. I и 2, о т л и ч а йщ е е с я тем, что входы карманов, расположенных симметрично линии прокатки, соединены между собой. Источники информации, принятые во В1шмание при экспертизе 1.Авторское свидетельство СССР 356003, кл. В 21 В 31/02, 1972. 2.Патент ФРГ 8 1652533, кл. В 21 В 37/02, 1974.
«Pue.f
В
