Изготовление полых металлических изделий с МНОгогранником под ключ, например корпусов запальных овечей для двигателей внутреннего сгорания, производится путем вытачивания из прутковой стали шестигранного сечения или холодной высадки с последующей частичной доделкой изделия со снятием стружки на металлорежугних станках. При этом способе изготовления изделий коэффициент использования металла низкий, не превыи:аюш,ий 0,25, и относительно высокая трудоемкость.
При изготовлении изделий холодной высадкой быстро изнашиваются штампы, нужно применять мощное специальное оборудование (многоударные высадочные машины) и специальные стали.
Сущность изобретения заключается в том, что по предложенному способу многогранники образуют осадкой заготовки, полученной вытяжкой, а полученный при осадке бурт (складку) подвергают обжиму в осевом и радиальном направлениях.
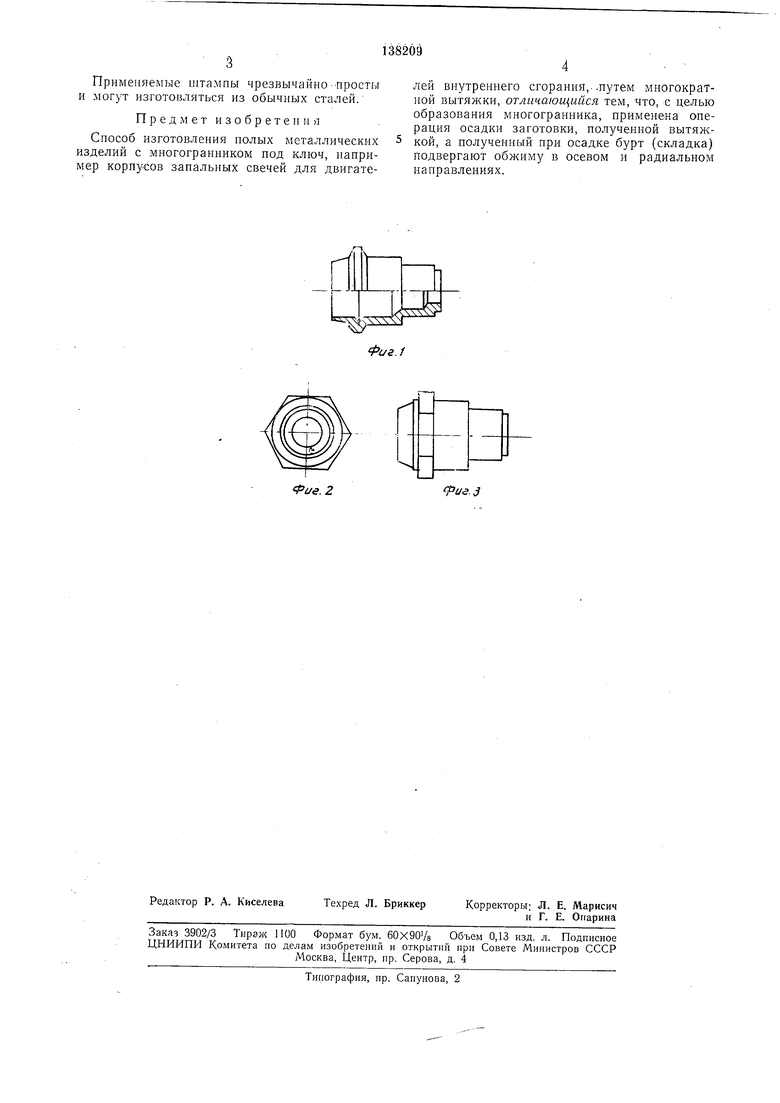
На фиг. 1 изображена заготовка полого металлического изделия - корпуса запальной свечи с обжатым буртом (складкой металла), вид сбоку с частичным вырезом; на фиг. 2-корпус свечи после обжатия и придания ему шестигранной формы, вид сбоку; па фиг. 3 - то же, вид сверху.
По предложенному способу на цилиндрической новерхности трубчатой заготовки корпуса свечи образуют (методом продольного сжатия или другим способом) складку металла,
равную двум толщинам стенки трубчатой заготовки, с последующим обжатием этой складки с шести сторон в поперечном к продольной оси заготовки направлении при одновременном ограничении заготовки оо наружным и внутренним поверхностям.
Складка металла в местах плоскостей граней разглаживается, а излишек металла в силу пластических деформаций частично переходит к вершинам шестигранника, образуя тем самым высокопрочный шестигранник, способный нести ту же работу, что и выточенный из стального нрутка шестигранного сечения. Такое решение образования шестигранника
на корпусе запальной свечи позволяет изготовлять его на обычных листощтамповочных прессах небольших мощностей, например на многопозиционных прессах с грейферной подачей, полностью автоматизирующей изготовлепне корпуса.
При такой технологии, особенно при штамповке из электросварной трубы, коэф|фициент использования металла составит почти 95/о, а трудоемкость штамповки не более 0,015 мин Применяемые штампы чрезвычайно--просты и могут изготовляться из обычных CTavTefi. П р е д м е т и 3 о б р е т е н и я Способ изготовления полых металлических изделий с мпогогранииком под ключ, например корпусов запальных свечей для двигателей внутреннего сгорания,-.путем многократной вытяжки, отличающийся тем, что, с целью образования многогранника, применена операция осадки заготовки, полученной вытяжкой, а полученный при осадке бурт (складка) подвергают обжиму в осевом и радиальном направлениях.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формирования многогранных головок болтов | 1989 |
|
SU1764757A1 |
| Устройство для радиальной штамповки головок болтов | 1989 |
|
SU1764758A1 |
| Способ высадки гаек | 1990 |
|
SU1750843A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1988 |
|
SU1561331A1 |
| Способ изготовления стержневых изделий с шестигранной головкой | 2016 |
|
RU2635495C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОГРАННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2241569C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК В ВИДЕ ПОЛУСФЕРЫ С ГОРЛОВИНОЙ | 2012 |
|
RU2484915C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ, ИМЕЮЩИХ МНОГОГРАННОЕ СЕЧЕНИЕ | 2001 |
|
RU2200642C2 |
| Инструмент для изготовления шестигранной головки болта | 1980 |
|
SU884819A1 |
