(54) ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ШЕСТИГРАННОЙ
ГОЛОВКИ БОЛТА
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для изготовления шестигранных головок болтов | 1989 |
|
SU1690940A1 |
| Штамп для высадки болтов | 1985 |
|
SU1488098A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОГРАННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2241569C2 |
| Способ формирования многогранных головок болтов | 1989 |
|
SU1764757A1 |
| СПОСОБ ШТАМПОВКИ КЛЕММНЫХ БОЛТОВ | 2011 |
|
RU2478451C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВОК ТОРЦЕВЫХ КЛЮЧЕЙ СО СТУПЕНЧАТОЙ НАРУЖНОЙ ПОВЕРХНОСТЬЮ | 1995 |
|
RU2084305C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТОВ С ФЛАНЦЕМ | 2012 |
|
RU2489224C1 |
| Устройство для радиальной штамповки головок болтов | 1989 |
|
SU1764758A1 |
| Способ формирования головок болтов | 1982 |
|
SU1152702A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ, ИМЕЮЩИХ МНОГОГРАННОЕ СЕЧЕНИЕ | 2001 |
|
RU2200642C2 |
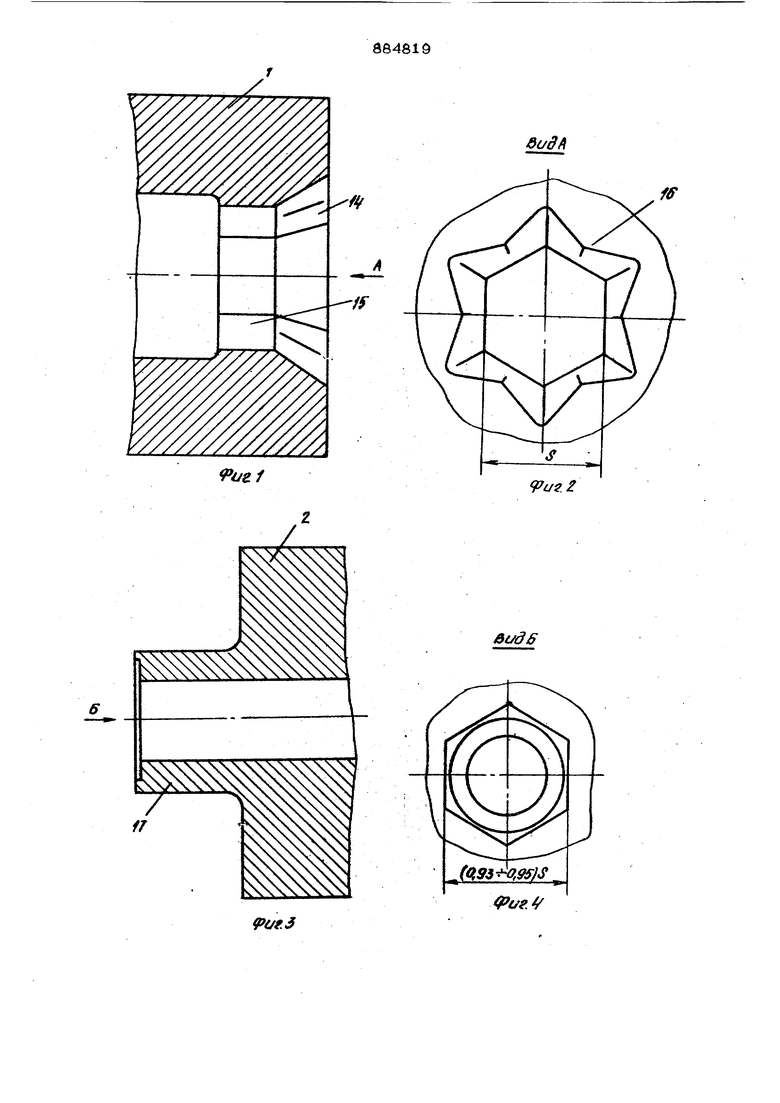
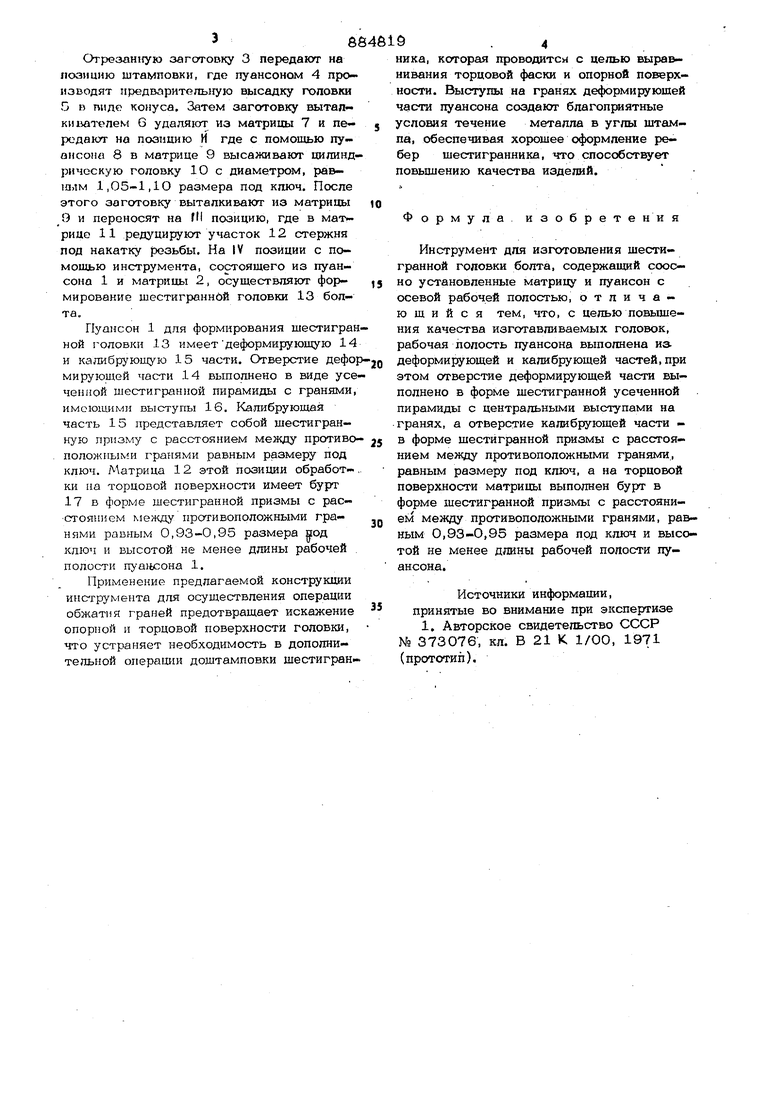
Изобретение относится к обработке металлов давлением и может быть использовано для изготовления болтов с шестигранной головкой безоблойной штамповкой на многопозиционных прессах-автоматах. Известен инструмент для изготовления шестигранной головки болта, содержащий соосно установленные матрицу и пуансон с осевой рабочей полостью -J Недостаток известного инструмента со стоит в том, что он не обеспечивает хорошего качества шестигранных головок из-за плохого оформления его ребер. Цель изобретения - повышение качества изготавливаемых головок. Поставленная цель достигаетая за счет того, что в инструменте для изготовления шестигранной головки болта, содержащем соосно установленные матрицу и пуансон с осевой рабочей полостью, последняя выполнена из деформирующей и калибрующей частей, при этом отверстие деформирующей части выполнено в форме шести гранной усеченной пирамиды с центральными выступами на гранях, а отверстие калибрующей части - в форме шестигранной призмы с расстоянием между противоположными гранями, равным разме1зу под ключ, а на торцовой поверхности матрицы выполнен бурт в форме шестигранной призмы с расстоянием между противоположными гранями равным 0,93-0,95 размера под ключ, и высотой не менее длины рабочей полости пуансона. На фиг. 1 показан пуансон для формирования шестигранной головки; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - матрица для формирования шестигранника; на фиг. 4 вид Б на фиг. 3; на фиг. 5 - схема технологического процесса изготовления болта с шестигранной головкой. Инструмент позиции формирования головки болта содержит пуансон .1 и матриЦУ 2., Полный технологический процесс изготовления болта осуществляется следующим образом/ Отрезанную загсэтовку 3 передают на позицию штамповки, где пуансоном 4 производят предварительную высадку головки 5 в пиде конуса. Затем заготовку вытапки1Ш1ч пем 6 удаляют из матрицы 7 и передают на познцню И где с помощью пуансона 8 в матрице 9 высаживают цилинд рическую головку 10 с диаметром, равШ)1м 1,05-1,10 размера под кгооч. После этого заготовку выталкивают из матрицы 9 и переносят на fH позицию, где в матрице 11 редуцируют участок 12 стержня под накатку резьбы. На IV позиции с помошью инструмента, состоящего из пуансона 1 и матрицы 2, осуществляют формирование шестигранной головки 13 болта. Пуансон 1 для формирования шестигран ной головки 13 имеетдеформирующую 14 и калибрующую 15 части. Отверстие дефо мирующей части 14 выполнено в виде усе ченной шестигранной пирамиды с гранями, имоюшими выступы 16. Калибрующая часть 15 представляет собой шестигранную призму с расстоянием между противо положмым.и гранями равным размеру под ключ. Матрица 12 этой позиции обработки на торцовой поверхности имеет бурт 17 в форме шестигранной призмы с рас- стоянием между противоположными гранями равным 0,93-0,95 размера нод ключ и высотой не менее длины рабочей полости п -а1ьсона 1. Применение предлагаемой конструкции инструмента для осуществления операции обжатия граней предотвращает искажение опорной и торцовой поверхности головки, что устраняет необходимость в дополнительной операгдии доштамповки шестигранника, которая проводится с целью выра&иивания торцовой фаски и опорной поверхности. Выступы на гранях деформирующей части пуансона создают благоприятные условия течение металла в углы штампа, обеспечивая хорошее оформление ребер шестигранника, что способствует повьпиению качества изделий. Формула изобретения Инструмент для изготовления шестигранной гоповки болта, содержащий соос- но установленные матрицу и пуансон с осевой рабочей полостью, отличающийся тем, что, с целью повышения качества изготавливаемых головок, рабочая полость пуансона выполнена из. деформирующей и калибрующей частей, при этом отверстие деформирующей части выполнено Б форме шестигранной усеченной пирамиды с центральными выступами на гранях, а отверстие калибрующей части в форме шестигранной призмы с расстоянием между противоположными гранями., равным размеру под ключ, а на торцовой поверхности матрицы выполнен бурт в форме шестигранной призмы с расстоянием между противоположными гранями, равным 0,93-0,95 размера под ключ и высотой не менее длины рабочей полости пуансона. Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство СССР № 373076, кл. В 21 К 1/00, 1971 (прототип). г/г/ &и31 Уие2
S$$SS
/
//
et/d6
