2, Штамп ПОП.1, отличающийся тем, что узел фиксации заготовки на гибочном пуансоне вьтолней в виде смонтированных на нижней плите опор с подпружиненными поперек направления подачи ленты ползушками, установленными с возможностью взаимодействия с гибочной матрицей и выполненными с направляюсцими
пазами под заготовку, расположенными в плоскости подачи материала, и подпружиненного керна, установленного в гибочной матрице и выступающего за ее рабочий торец.
3, Штамп попп. 1и2, отличающийс я тем, что-взаимодействующие поверхности ползушек и гибочной матрицы выполнены клиновыми.

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп последовательного действия | 1986 |
|
SU1382544A1 |
| Штамп для отрезки и гибки | 1981 |
|
SU980898A1 |
| Штамп для гибки | 1985 |
|
SU1299658A1 |
| Штамп для гибки деталей из листового материала | 1987 |
|
SU1484404A1 |
| Штамп последовательного действия | 1990 |
|
SU1733167A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ЛИСТА | 1971 |
|
SU414031A1 |
| Последовательно совмещенный штамп | 1990 |
|
SU1808445A1 |
| ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ | 1992 |
|
RU2006320C1 |
| Штамп гибочный | 1980 |
|
SU871912A1 |
| Штамп для вырубки и осадки | 1981 |
|
SU994098A1 |
1. ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ ЛПЯ ИЗГОТОВЛЕНИЯ ДЕТАПЕЙ ТИПА СКОБ из ленты, содержащий зат крепленные на верхней плите пробивные и разделительньй пуансоны, смонтированные на нижней плите пробивные и разделительную матрицы, а также гибочный пуансон, ориентированный гибочньм ребром вдоль подачи ленты, и гибочную матрицу, отличающийся тем, что, с целью снижения отходов при штамповке, а также повышения точности деталей, он снабжен подпружиненным выталкивателем, расположенные в полости разделительной матрицы, подпружиненным к нижней плите прижимом, размещенным между разделительные пуансоном и гибочной матрицей и вьшолненным с выступом дпя ограничения подъема БЫТапкивателя, а также узлом фиксации заготовки на гибочном пуансоне, « гибочные пуансон и матрица закреплены соответственно на нижней и верх- . ней плитах, а разделительный пуайсон выпопнен в виде отрезного нока с выемкой под выступ прижима.
Изобретение относится к оснастке для холодной листовой штамповки, в частности к штампам последователь ного действия для изготовления деталей типа скоб, и может быть использовано при обработке металлов давле нием. Известен штамп для изготовления скоб из ленты, содержащий последовательно установленные со стороны подачи ленты пуансон и матрицу для пробивки отверстий, пуансон-матрицу для отрезки и гибки и гибочный пуансон РЗ Недостатками этого штампа являют ся необходимость ручного удаления детали из зоны штампа и низкая произ водительность. Наиболее близким к изобретению по технической сущности и достигаемому эффекту является штамп Последовательного действия для изготовления деталей типа скоб из ленты, содержащий закрепленные на верхней плите пробивные и разделительный пуансоны смонтированные на нижней плите пробивные и разделительную матрицы, а также гибочный пуансон, ориентированный гибочным ребром вдоль подачи ленты, и гибочную матрицу 2J . Недостатками известного штампа являются нерациональный расход металла, идущего в отход при вырубке заготовки, а также невысокая точность деталей из-за смещения заготов ки в процессе гибки. Цель изобретения - снижение отходов при штамповке и повышение точности деталей. Указанная цель достигается тем, что штамп последовательного действия для изготовления деталей типа скоб из ленты, содержащий закрепленные на верхней плите пробивные и разделительньй пуансоны, смонтированные на нижней плите пробивные и разделительную матрицы, а также гибочный пуансон, ориентированный гибочным ребром вдоль подачи ленты, и гибочную матрицу, снабжен подпружиненным выталкивателем, расположенным в полости разделительной матрицы, подпружиненным к нижней плите прижимом, размещенные между разделительньм пуансоном и гибочной матрицей и выполненным с выступами для ограничения подъема выталкивателя, а также узлом фиксации заготовки на гибочном пуансоне, гибочные пуансон , и матрица закреплены соответственно на нижней и верхней плитах, а разделительный пуансон вьтолнен в виде отрезного ножа с выемками под выступы прижима, Узел фиксации заготовки на гибочном пуансоне выполнен в виде смонтированных на нижней плите опор с подпружиненнь&ш поперек направления подачи ленты ползушками, установленными с возможностью взаимодействия с гибочной матрицей и выполненными с направляющими пазаьш под затотовку, расположенными в плоскости подачи материала, и подпружиненного керна, установленного в гибочной матрице и выступающего за ее рабочий торец. Взаимодействукщие поверхности ползушек и гибочной матрицы выполнены клиновыми, На фиг. 1 показан пpeдпaгae BJIЙ штамп, разрезJ на фиг. 2 - то же.
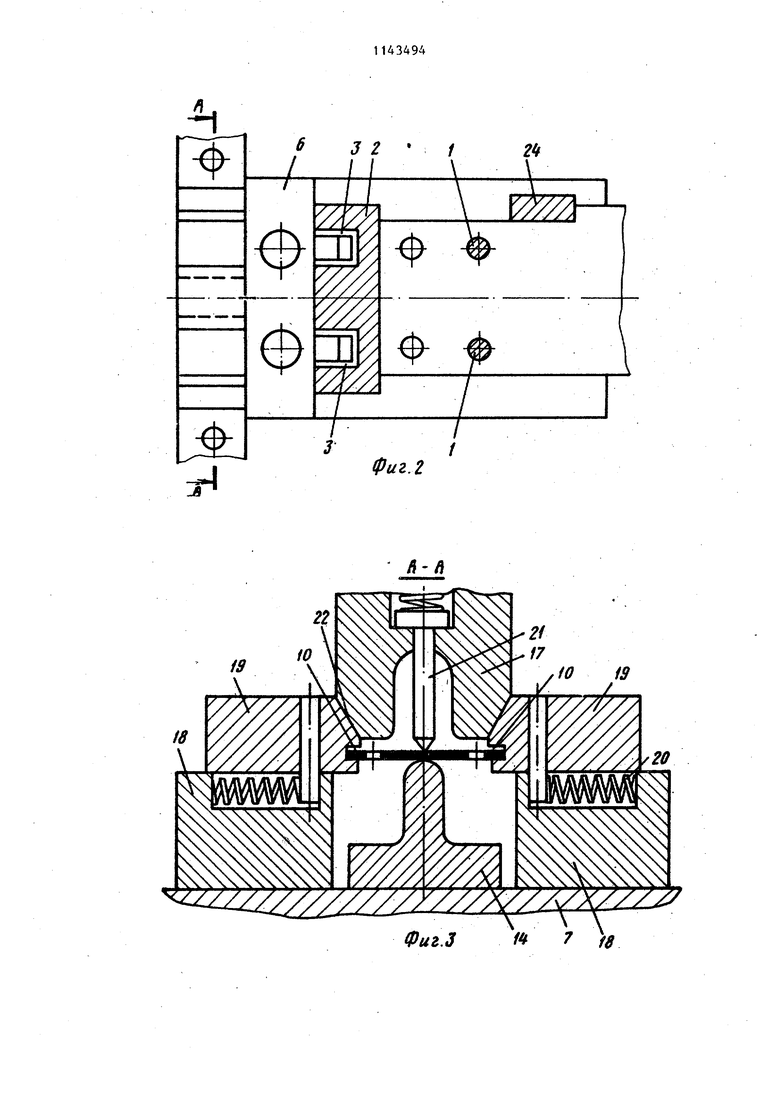
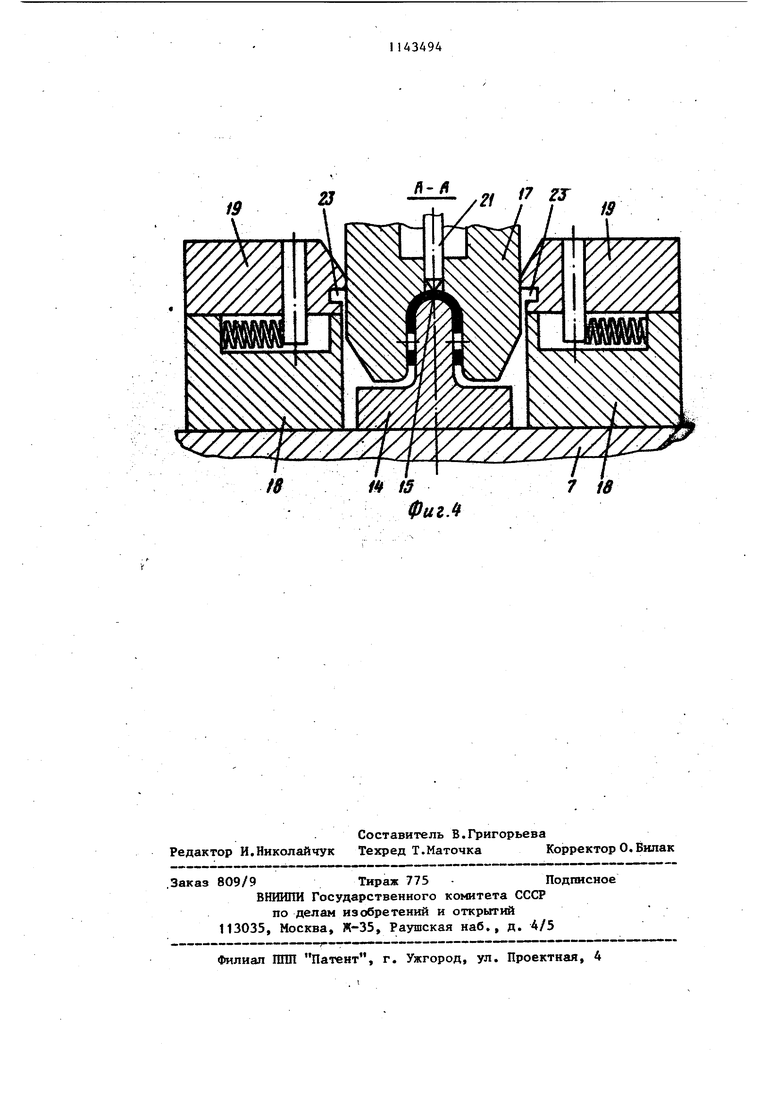
вид в планер на фиг. 3 - разрез А-А на фиг. 2 (гибочная матрица в верхнем положении); на фиг. 4 то же, гибочная матрица в нижнем положении.
Штамп содержит расположенные со стороны подачи пробивные пуансоны 1 и разделительный пуансон 2, выполненный в виде отрезного ножа, закрепленные на верхней плите (не показана). Отрезной нож 2 выполнен с выемками 3 под выступы 4 прижима 5, закрепленного с помощью траверсы 6 на нижней плите 7 штампа и подпружиненного к ней с помощью пружины 8 На нижней плите 7 смонтирован также подпружиненный выталкиватель 9 отрезанной заготовки 10, установленный в полости разделительной (отрез ной) матр.ицы 11 и подпружиненный пружиной 12 и закреплены пробивные матрицы 13 и гибочный пуансон 14, ориентированньй своим г.ибочньм ребром 15 в направлении подачи ленты 16. Гибочная матрица 17 закреплена на верхней плите. В штампе предусмо рен узел фиксации заготовки 10 на гибочном пуансоне 14, выполненный в виде опор 18, закрепленных на ниж ней плите, ползушек 19, подпружинен ных поперек направления подачи лент 16 пружинами 20, а также подпружиненного керна 21, установленного в гибочной матрице 17 и выступающего за ее рабочий торец. Ползушки 19 и матригда 17 выполнены с клиновыми поверхностями 22, взаимодействующим при работе штампа между собой. В клиновых ползушках 19 выполнены направляющие пазы 23 под отрезанную заготовку 10. Штамп может работать как с механизмом подачи, так и с ручной подачей ленты, при которой на штампе устанавливают шаговый нож 24.
Штамп работает следующим образом.
После подачи ленты 16 на шаг при ходе ползуна пресса вниз пробивные. пуансоны 1 пробивают отверстия на матрицах 13, а отрезной нож 2 отрезает заготовку 10 от ленты 16 и топит ее вместе с подпружиненным выталкивателем 9. При ходе ползуна пресса вверх подпружиненный выталкиватель 9 поднимает отрезанную заготовку 10 на уровень подачи лентыдо выступов 4 прижима 5. При подаче ленты на шаг отрезанная заготовка 10 перемещается торцом ленты 16 под прижим 5, а при последующей подаче ленты 16 на шаг подается по направляю щим пазам 23 клиновых t9 на гибочный пуансон 14, При ходе ползуна пресса вниз гибочная матрица 17, перемещаясь вниз, подпружиненным керном 21 прижимает заготовку 10 к ребру 15 гибочного пуансона 14, а затем при дальнейшем движении вниз своими клиновыми поверкностяьж 22 раздвигает клиновые ползушкн 19, освобождая концы заготовки 10 из направляющих пазов 23 клиновых ползушек 19, и гнет заготовку на ребре 15 гибочного пуансона 14. При ходе попзуна пресса вверх гибочная матрица 17 освобождает клиновые ползушки 19, которые под действием пружин 20 возвращаю тся . в исходное положение. Готовая деталь выталкивается керном 21 из гибочной матрицы 17 и остается на ребре 15 гибочного пуансона 14, с которого она сталкивается последующей заготовкой при дальнейшем перемещении ленты на шаг подачи. Деталь по склизу (не показан) удаляется из штампа в тару. Использование изобретения в производстве даст экономический эффект 5500 руб. в год.
fifi
Фиг.З1 7 }s W 15 ФигА 7 18
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Зубцов М.Е | |||
| Листовая штамповка | |||
| Л., Машиностроение, 1980, с | |||
| Способ получения жидкой протравы для основных красителей | 1923 |
|
SU344A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Штамп для изготовления угольников из ленты | 1979 |
|
SU880569A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
