со 4
35
СП
. ИзоГфетение относится к обработке- металлов дапленис -, а именно к способам радиальной ковки, и может быть использова ю на маиииостгЮительных и металлургических предприятиях.
Целью изобретения является повышение качества изделий за счет улучшения проработки структуры материала заготовки. .
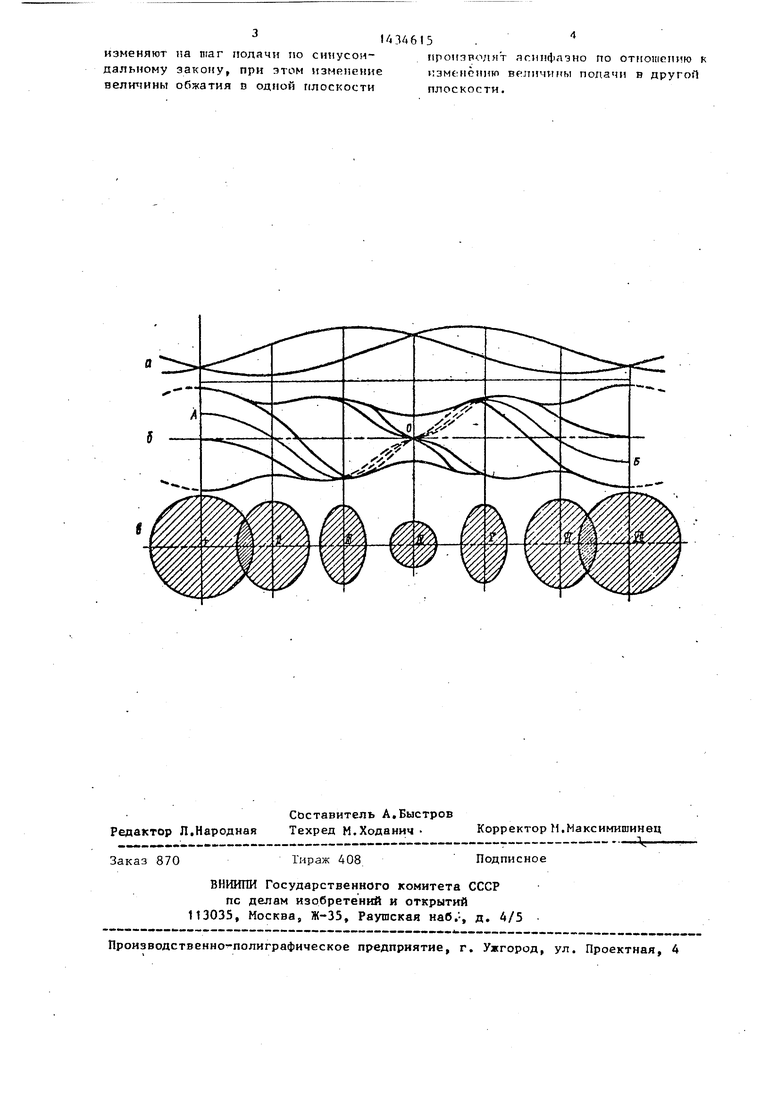
На чертеже 1 Показано взаимное положение синусоидальных законов изменения обжатия пар бойков со сдвигом по фазе (а), вид боковой поверхности заготовки после обжатия (б) и формы ее поперечных сечений по длине (в),
Процесс радиальной ковки по предлагаемому способу на четьгрехбойко--. вой РКМ осуществляют следующим образом.
Исходная заготовка имеет цилиндрическую форму. Перед началом ковки перемещения каждой пары бойков на гааг подачи заготовки задают программой, тгрограм 5ируя их так, чтобы об- жатия заготовки каждой парой бойков осуществлялись :-.е синхронно, т.е. . изменение велич 1ны обжатия в одной плоскости бьшо смеще1го по фазе относительно изменения величины обжатия в друг ой плоскости. Затем заготовку нагревают до температуры деформации и осуществляют ковку с додачами и каитовками ее после каждого обжатия, В процессе ковки обжатия заготовим каждой парой бойков то.увеличива ются, то. уменьшаются в соответствий с установленной программой.
Так как в промежутках между обжатиями заготовку кантуют и подают в направлении продольной оси на заданньй шаг,, то в результате этих движений в двух взаимно перпевдикулярных плоскостях форма заготовки изменяется по синусоидальному закону,
В результате таких действий форг-ш руется заготовка, имеющая в попереч ных сечениях эллипсы оси которых имеют разную ориентащзю .друг относительно друга,
Эффект повьпиения качества пластической обработки достигается эа счет того, что при ковке заготовки предлагаемым способом путем иЗЕ-1еиения обжатий в каждой из двух взаимно перпен- дикулярных плоскостях по синусоидалъ ному закону возникают значительные потоки вытеснения материала в поперечном сечении заготовки Направлени
,-
0
5
D
5 О
0
-
5
0
и величина потоков вытеснения изменяется после каждого обжатия заготовки.
Такой организапией потоков вытеснения металла достигается последова- тельное перемеи,ение зон сдвиговых деформаций в поперечном сечении поковки и в результате этого повышается качество пластической обработки металла Эффект повышения качества пластической обработки достигается также при деформации промежуточной заготовки, имеющей форму, показанную на фиг,16. Картина микродеформаций при протяжке заготовок переменного эллиптического сечения характеризуется коаксиальнос- тью перемещения кольцевых слоев металла. Это приводит к тому, что в продольном направлении поковки возникает пластическое закручивание металла по винтовой линии.
Пример, Партию стали Р6М5 массой слитка 1000 кг кажд.ый проко- вают на РКМ усилием 10 МН на сортовые поковки диаметром 130 мм. Слитки перед ковкой нагревают до 1160°С. Ков- ку производят за 6 проходов по следующей схеме (указаны средние размеры поперечного сечения заготовки по проходам) АЗО мм (диаметр, слитка) 380 мм-« . 160 мм мм. При выполнении второго, третьего, четвертого и пятого проходов обжатия в каждой из двух B3aitMHo перпендикулярных плоскостей изменяют по синусоидальному закону, при этом изменение величины обжатий в одной плоскости смещено по фазе относительно изменения обжатий в другой плоскости на 7/2. Период изменения обжатий по синусоидальному закону равняется периоду вращения заготовки, На последнем (шестом) проходе оформляют поковку круглого поперечного сечения.
Формула изобретения
Способ радиальной ковки, заключающийся в обжиме цилиндрической заготовки одновременно в двух взаимно перпендикулярн1;1х плоскостях двумя парами бойков с вращением ее вокруг оси и периодической подачей в направлении продольной беи, о т л и ч а ю - щ и и с я тем,-что, с цепью повьппе- кия качества изделий за счет улучшения проработки структуры материала заготовки, обжатия в каждой из двух взаимно перпендикулярных плоскостей
)/43А615.
изменяют на шаг подачн но сииусоя-ИГОИЗРОДЯ Т асипфпэно по отиошриию к
дальнему закону, при этом измриеииеизменению велнчи ы попачм в другоП
вели шны обжатия в одной плоскостиплоскости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для радиальной ковки | 1985 |
|
SU1382571A1 |
| Инструмент для радиальной ковки | 1989 |
|
SU1639864A1 |
| ИНСТРУМЕНТ ДЛЯ РАДИАЛЬНОЙ КОВКИ | 2003 |
|
RU2240199C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 2004 |
|
RU2284874C2 |
| Способ радиальной ковки | 1980 |
|
SU912377A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ПРЕИМУЩЕСТВЕННО ИЗ МЕТАЛЛОВ И СПЛАВОВ ПОДГРУППЫ ТИТАНА И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220020C1 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ | 1992 |
|
RU2008994C1 |
| Инструмент для радиальной ковки | 1982 |
|
SU1073953A1 |
| СПОСОБ КОВКИ ЗАГОТОВОК ПЛОСКИМИ БОЙКАМИ | 2003 |
|
RU2252834C2 |
| Инструмент для радиальной ковки | 1983 |
|
SU1144753A1 |
Изобретение относится к обработке металлов давлением, а именно к способам радиальной ковки, и может быть использовано на машиностроитель- ных и металлургических предприятиях. Цель - повышение качества изделий за счет улучшения проработки структуры материала заготовки. Цилиндрическую за готовку вращают вокруг продольной оси, одновременно обжимая ее по участкам- в двух взаимно перпендикулярных, плоскостях двумя парами бойков. При периодической подаче заготовки в направлении ее продольной оси обжатия в каждой из двух взаимно пер- прндикулярньгх плоскостях изменяют по синусоидальному закону. Функция изменения величины обжатий в одной плоскости смещена по фазе относительно функции изменения величины обжатий в другой плоскости. I ил. D ie сл
Редактор Л.Народная
Сйставитель А.Быстров Техред М.Ходанич
Заказ 870
Тираж 408
ВНИИПИ Государственного комитета СССР
ПС делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб.-, д. 4/5
Корректор И.Максимишинвц
т
Подписное
| Любвин В.Н | |||
| Обработка металлов радиальным обжатием | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
