(21)4079659/31-02
(22)23.06.86
(46) 23.03.88. Бюл. № 11
(71)Московский авиационный технологический институт им. К.Э.Циолковского
(72)В.Ю.Варяница, В.А.Бачин, А.Е.Лигачев и И.Е.Тихонова
(53)621.762.8 (088.8)
(56)Русаков А.А. Рентгенография металлов. - М.: Атомиздат, 1977,
Казаков Н.Ф. Диффузионная сварка металлов. - М.: Машиностроение, 1976, с. 196-198.
(54)СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ЗЕРКАЛ ДЛЯ РЕНТГЕНОВСКИХ ТРУБОК
(57)Изобретение относится к порошковой металлургии, в частности к способам изготовления биметаллических зеркал для рентгеновских трубок, и может быть использовано при создании рентгеновских аппаратов с высокой мощностью излучения. Цель изобретения - повышение качества зеркал за счет увеличения прочности. Изобретение осуществляют следующим образом. Заготовки из вольфрама и молибдена подготавливают к диффузионной сварке, пшифу- ют сопрягаемые поверхности, обезжиривают спиртом. В сопрягаемые поверхности имплантируют ионы рения энергией 50-90 кэВ и дозой 10 -10 ион/см . После поверхностного легирования детали помещают в сварочную камеру и при температуре 2173 К и давлении 40 МПа в течение 30 мин осуществляют сварку. 1 табл.
i
(Л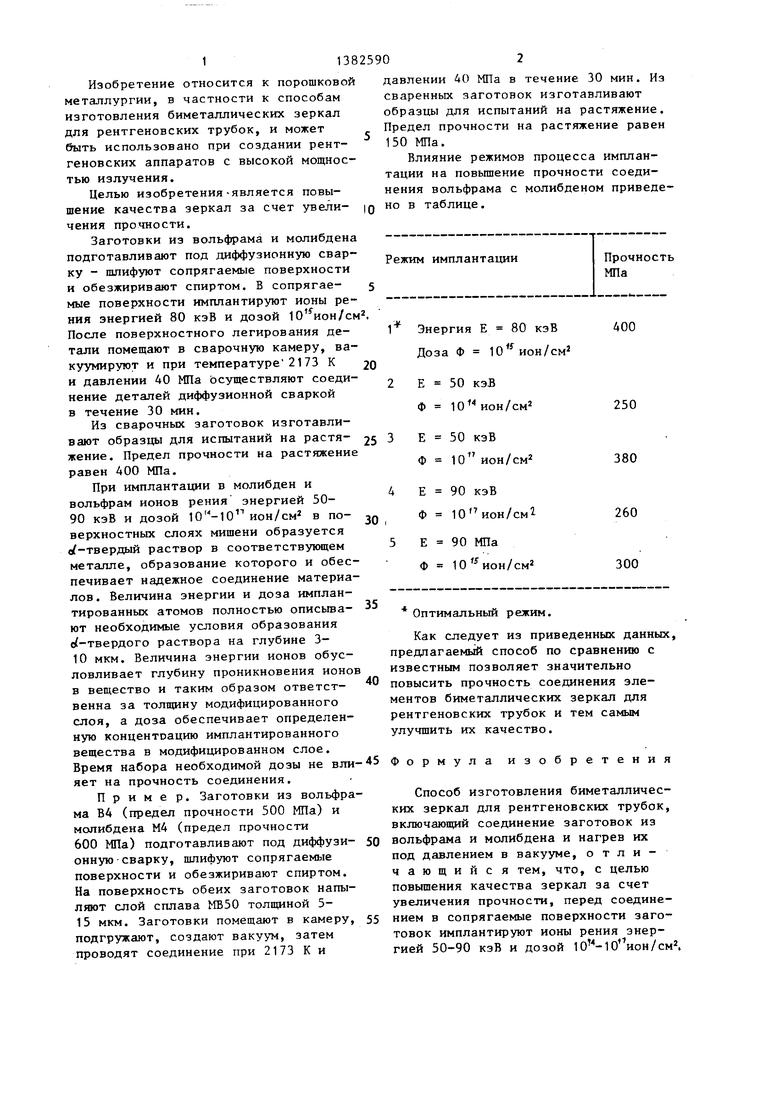
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АНОДА РЕНТГЕНОВСКОЙ ТРУБКИ | 2000 |
|
RU2168235C1 |
| Биметаллическое сопло плазмотрона и способ его изготовления | 2020 |
|
RU2746800C1 |
| СПОСОБ ИОННО-ЛУЧЕВОЙ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ ТВЕРДЫХ СПЛАВОВ | 1990 |
|
SU1707997A1 |
| СПОСОБ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩИХ СТАЛЕЙ | 1988 |
|
SU1549110A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНОДА РЕНТГЕНОВСКОЙ ТРУБКИ | 2007 |
|
RU2359354C1 |
| Комбинированный анод | 1971 |
|
SU392829A1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ И ИНСТРУМЕНТА ИЗ УГЛЕРОДИСТЫХ И ЛЕГИРУЮЩИХ СТАЛЕЙ | 1992 |
|
RU2045582C1 |
| СПОСОБ ИОННОЙ ИМПЛАНТАЦИИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2011 |
|
RU2470091C1 |
| Способ получения биметалла вольфрам-молибден | 1977 |
|
SU623695A1 |
| Способ изготовления переходника титан-сталь | 2015 |
|
RU2612331C2 |
00 QO
ISD ел
со
Изобретение относится к порошково металлургии, в частности к способам изготовления биметаллических зеркал для рентгеновских трубок, и может быть использовано при создании рентгеновских аппаратов с высокой мощностью излучения.
Целью изобретения-является повышение качества зеркал за счет увеличения прочности.
Заготовки из вольфрама и молибден подготавливают под диффузионную сварку - шлифуют сопрягаемые поверхности и обезжиривают спиртом. В сопрягае- мые поверхности имплантируют ионы рения энергией 80 кэВ и дозой После поверхностного легирования детали помещают в сварочную камеру, ва куумируют и при температуре 2173 К и давлении 40 МПа осуществляют соединение деталей диффузионной сваркой в течение 30 мин.
Из сварочных заготовок изготавливают образцы для испытаний на растя- жение. Предел прочности на растяжени равен 400 МПа.
При имплантации в молибден и вольфрам ионов рения энергией 50- 90 кэБ и дозой ион/см в поверхностных слоях мишени образуется of-твердый раствор в соответствующем металле, образование которого и обеспечивает надежное соединение материалов. Величина энергии и доза имплантированных атомов полностью описьгоа- ют необходимые условия образования (-твердого раствора на глубине 3- 10 мкм. Величина энергии ионов обусловливает глубину проникновения ионо в вещество и таким образом ответственна за толщину модифицированного слоя, а доза обеспечивает определенную концентрацию имплантированного вещества в модифицированном слое. Время набора необходимой дозы не вли яет на прочность соединения.
Приме р. Заготовки из вольфрама В4 (предел прочности 500 МПа) и молибдена М4 (предел прочности 600 МПа) подготавливают под диффузи- онную сварку, шлифуют сопрягаемые поверхности и обезжиривают спиртом. На поверхность обеих заготовок напыляют слой сплава МВ50 3- 15 мкм. Заготовки помещают в камеру, подгружают, создают вакуум, затем проводят соединение при 2173 К и
давлении 40 МПа в течение 30 мин. Из сваренных заготовок изготавливают образцы для испытаний на растяжение. Предел прочности на растяжение равен
150 МПа.
Влияние режимов процесса имплантации на повьш1ение прочности соединения вольфрама с молибденом приведено в таблице.
Режим имплантации
Прочность МПа
1 Энергия Е 80 кэВ
400
Доза Ф 10 ион/см
Форм
Оптимальный режим.
Как следует из приведенных данных, предлагаемый способ по сравнению с известным позволяет значительно повысить прочность соединения элементов биметаллических зеркал для рентгеновских трубок и тем самым улучшить их качество.
ула изобретения
Способ изготовления биметаллических зеркал для рентгеновских трубок, включающий соединение заготовок из вольфрама и молибдена и нагрев их под давлением в вакууме, отличающийся тем, что, с целью повышения качества зеркал за счет увеличения прочности, перед соединением в сопрягаемые поверхности заготовок имплантируют ионы рения энергией 5090 кэВ и дозой 10 -10 ион/см
