Изобретение относится к области косвенного нагрева объектов электродуговым разрядом, а именно к устройствам для генерирования плазмы - дуговым плазмотронам, в частности используемым в металлургии для получения сферических порошков и гранул.
Плазмотроны постоянного тока входят в состав промышленных установок плазменного центробежного распыления вращающихся заготовок, предназначенных для получения сферических металлических порошков и гранул, а также установок для сфероидизации порошков неправильной формы для повышения их качества и технологических свойств.
Сопловой канал является наиболее нагруженным элементом дугового плазмотрона. Медь является материалом с наибольшей теплопроводностью и поэтому находит широкое применение в качестве сопла-анода в плазмотронах. Однако при использовании чисто медного сопла в процессе получения высококачественных металлических порошков при нестабильных режимах работы плазмотрона во время поджига дуги происходит термическая эрозия сопла и унос в массу порошка меди, которая для большинства материалов ответственного назначения представляет собой вредную примесь. В связи с этим возникает необходимость изготовления сопла плазмотрона, которое обеспечило бы стабильность горения электрической дуги и исключало бы попадание материала сопла-анода (меди) в распыляемый материал.
Известно сопло дугового плазмотрона, содержащее металлический корпус с кольцевой полостью для охлаждения сопла, термостойкую втулку с каналом для выхода плазмы, которая закреплена в коническом гнезде, выполненном в корпусе сопла соосно с кольцевой полостью, и соединитель, обеспечивающий электрический контакт между втулкой и соплом. Втулку с рабочим сопловым каналом изготавливают из материала, выбранного из группы, состоящей из вольфрама, молибдена и тантала. Втулка выполнена в форме конуса, ближе к отверстию выхода плазмы переходящего в цилиндр (US 2951143 А, 30.08.1960).
Недостатком данного сопла является сложность его конструкции, обусловленная наличием соединителя, который должен быть соединен с элементами сопла паяным или сварным соединением. Наличие между элементами сопла сварной или паянной зоны способствует образованию между ними локальных несплошностей (свищей, пор, микротрещин), что приводит к большому тепловому сопротивлению и ухудшению условий теплоотвода от втулки, выполненной из вольфрама, молибдена или тантала, к медному корпусу сопла, что, в свою очередь, приводит к перегреву и ускоренному износу соплового канала. Эти факторы приводят к невозможности применения данного сопла для получения высококачественных сферических порошков и гранул методом центробежного плазменного распыления вращающейся заготовки и на установках плазменной сфероидизации порошков неправильной формы.
Известно сопло-анод плазмотрона с выходным каналом, выполненным конусообразным и расширяющимся к выходу, с углом наклона образующей конуса к продольной оси сопла-анода в пределах 8-11°, при этом сопло-анод в зоне выходного канала выполнено биметаллическим в виде соединенных между собой медной стенки и молибденового экрана, толщина которого в поперечном сечении составляет 0,25÷0,4 от толщины медной стенки (RU 2350052 С1, 20.03.2009).
Общим недостатком указанных сопел плазмотрона является использование в них втулки из молибдена, который не образует с материалом сопла (медью) соединения из-за отсутствия взаимодействия (растворимости) между металлами. Отсутствие соединения между молибденовой втулкой и медным соплом в процессе эксплуатации при высоких температурах из-за разницы коэффициентов теплового расширения приводит к образованию зазора определенной толщины на стыке двух сред, через которую затруднен теплоотвод. Уменьшение теплоотвода приводит к снижению времени эксплуатации сопла.
Недостаточное сцепление между медным соплом и конической молибденовой втулки с образованием зазора под воздействием механических и тепловых нагрузок может создавать аварийную ситуацию, при которой молибденовая втулка вплавляется в медный корпус, а масса получаемого порошка загрязняется медью либо при которой может произойти отделение (выпадение) молибденовой втулки от медного корпуса, что приведет к аварийному отключению установки из-за прожига конического канала сопла и попаданию воды, циркулирующей в кольцевой полости корпуса для охлаждения сопла, в массу порошка.
Наиболее близким аналогом предлагаемого сопла является сопло дугового плазмотрона, содержащее металлический корпус с кольцевой полостью для охлаждения сопла и термостойкую коническую втулку с каналом для выхода плазмы, которая закреплена в коническом гнезде, выполненном в корпусе сопла соосно с кольцевой полостью. Коническая втулка выполнена из материала, имеющего коэффициент теплового расширения по величине меньший, чем коэффициент теплового расширения металла, из которого выполнен корпус сопла, при этом коническая втулка выступает из конического гнезда в корпусе с возможностью последующего углубления ее в гнездо при нагревании в процессе диффузионной сварки втулки с корпусом. Корпус сопла может быть выполнен из меди, а коническая втулка - из молибдена, графита или тугоплавкого металла. В конической втулке канал выхода плазмы выполнен цилиндрической формы (RU 2369050 C1, 1, 7 п.п. ф.и., абзац 4 страницы 4 описания, чертежи, 07.09.2009).
Способ изготовления данного сопла плазмотрона, взятый за прототип, заключается в следующем. Элементы сопла - корпус и втулку, вытачивают на токарном станке. Сопло в собранном виде помещают в вакуумную нагревательную печь и нагревают в вакууме до 800-1000°С. Вследствие разницы в коэффициентах теплового расширения металлов, из которых выполнены корпус и втулка, образуется кольцевой зазор между указанными деталями. Втулка опускается вглубь конического гнезда под действием собственного веса или с использованием внешней силы, например, груза. Поскольку данная операция происходит в вакууме, где отсутствуют окисление сопрягаемых поверхностей, и при высоких температурах, то происходит диффузионная сварка деталей. После охлаждения сопла коническая поверхность гнезда обжимает втулку. Образуется соединение этих двух деталей с натягом, подобное горячепрессованной посадке (RU 2369050 С1, абзац 3-6 страницы 4 описания, 27.09.2009).
К недостатку сопла-прототипа можно отнести недостаточную прочность сцепления между коническим гнездом корпуса и втулкой, соединенных между собой посредством диффузионной сварки. При эксплуатации сопла в условиях высоких температур более 800-1000°С вследствие разницы в коэффициентах теплового расширения металлов может произойти разъединение корпуса сопла и втулки. Кроме того, изготовление сопла способом-прототипом в печи при нагреве до 800-1000°С, когда сопло и втулка имеют окончательные размеры, может привести к искажению конечной формы изделия из-за тепловых нагрузок, поскольку температура плавления меди близка к данному значению и составляет 1085°С. Кроме того, соединение элементов сопла путем нагрева и охлаждения не способно устранить дефекты (микротрещины, поры), которые могут изначально присутствовать на поверхности и в объеме корпуса сопла и конической втулки, что может ухудшить соединение между ними.
Также к недостаткам данной конструкции следует отнести цилиндрический профиль соплового канала, который не обеспечивает качественного проплавления торца заготовки, в связи с чем нарушается стабильность горения, поскольку плазменная дуга будет отрываться от стенки сопла, что приведет к образованию зоны обратных токов в области сопряжения двух цилиндрических поверхностей - корпуса сопла и втулки.
Техническим результатом предлагаемого изобретения является исключение наличия дефектов на поверхности и в объеме элементов сопла плазмотрона, повышение стойкости (циклов работы) сопла, исключение загрязнения изготавливаемой продукции (порошка, гранул) частицами меди, а также исключение возникновения аварийных ситуаций, связанных с использованием сопла плазмотрона, в процессе плазмообразования.
Предлагаемое биметаллическое сопло дугового плазмотрона представлено на фиг. 1. На фиг. 2 представлен процесс сборки элементов биметаллического сопла посредством горячего изостатического прессования (ГИП). Цифрами обозначены следующие элементы:
1 - медный корпус сопла плазмотрона,
2 - термостойкая коническая втулка с каналом для выхода плазмы,
3 - кольцевая полость корпуса для охлаждения сопла,
4 - канал для выхода плазмы,
5 - насечки на конической втулке, образующие механическое сцепление с коническим гнездом сопла,
6 - медная заготовка корпуса сопла,
7 - заготовка термостойкой конической втулки,
8 - коническое гнездо корпуса сопла,
9 - стальная цилиндрическая капсула,
10 - крышка капсулы,
11 - патрубок для откачки воздуха,
12 - пробка.
Предлагаемый способ изготовления сопла плазмотрона осуществляется следующим образом.
Вначале изготавливают медную заготовку (6) корпуса сопла с конической выемкой (8) и заготовку термостойкой конической втулки (7) из тугоплавкого металла с насечками (5), протачиваемыми механическим способом.
Заготовку термостойкой конической втулки (7) и корпуса сопла (6) протирают обезжиривающей жидкостью (спирт, бензин), помещают заготовку втулки (7) в коническое гнездо (8) заготовки корпуса сопла и устанавливают их в стальную цилиндрическую оболочку - капсулу (9), предварительно также обезжиренную.
К верхней цилиндрической части капсулы приваривают крышку (10), в центральной части которой расположен стальной патрубок для откачки воздуха (11). Капсулу нагревают в вакууме до температуры от 200 до 500°С, после чего в отверстие патрубка устанавливают стальную пробку (12), которую герметично сваривают с патрубком электронно-лучевой сваркой. В результате проведенных технологических операций заготовки медного корпуса и втулки оказываются заключены в вакууме в герметичной стальной капсуле. Наличие вакуума исключает окисление медной заготовки и конической втулки с насечками при нагреве капсулы до высоких температур при газостатическом прессовании, что в дальнейшем обеспечит их качественное диффузионное сваривание. Капсулу помещают в газостат (нагревательную печь, в которой рабочей средой является аргон), нагревают до температуры 800-1030°С и выдерживают в течении 1,0-5,0 часов при давлении аргона 90÷200 МПа, затем охлаждают до комнатной температуры.
В результате ГИП происходит обжим насечек (5) конической втулки (2) медной заготовкой корпуса (6) и их прочное соединение, что исключает их разъединение под воздействием механических и тепловых нагрузок.
Далее стальную оболочку стачивают и механической обработкой изготавливают биметаллическое сопло, изображенное на фиг. 1.
Выбранный температурный интервал обеспечивает переход в пластическое состояние меди, которая заполняет изготовленные в тугоплавкой вставке насечки. Температура ниже 800°С не обеспечивает достаточной пластичности меди, а температура выше 1030°С может приводить к локальному расплавлению меди.
Диапазон давления ГИП от 90 до 200 МПа обеспечивает пластическое течение меди, уплотнение и заполнение насечек в заготовке термостойкой конической втулки медью. Данный диапазон давления определяется исходя из того, что при более низких давлениях медь не полностью переходит в пластическое состояние и, соответственно, диффузионная сварка между элементами сопла происходит в неполной мере. Значения давления выше 200 МПа приводят к искажению геометрии получаемого сопла. Кроме того, они трудно достижимы на большинстве современных газостатов и являются избыточными с экономической точки зрения.
Время выдержки обеспечивает полноту пластической деформации и надежное соединение заготовок медного корпуса и термостойкой конической втулки диффузионной сваркой. Нижняя граница времени выдержки (1,0 час) определяется минимальным требуемым временем протекания диффузионных процессов соединения элементов, а верхняя граница (5,0 часов) определяется тем, что при длительных выдержках происходит излишне глубокое диффузионное взаимодействие между стальной капсулой и медной заготовкой корпуса сопла, что потребует снятия при механической обработке большой толщины провзаимодействовавшего со стальной капсулой слоя меди и тугоплавкой втулки.
В отличие от изготовления сопла способом-прототипом посредством нагрева в печи и последующего охлаждения, которое не может устранить изначально имеющиеся дефекты конической втулки и корпуса сопла, его изготовление посредством ГИП с выбранными режимами позволяет их исключить и, как следствие, дополнительно улучшить соединение термостойкой конической втулки с медной заготовкой корпуса сопла.
Предварительный нагрев стальной капсулы с размещенными в ней заготовками медного корпуса сопла и термостойкой конической втулки в вакууме до температуры от 200 до 500°С позволяет произвести полную дегазацию, в том числе удалить конденсат влаги с соединяемых поверхностей. Таким образом, дегазация позволяет исключить образование окисных соединений на соединяемых поверхностях, которые бы препятствовали отводу тепла от термостойкой втулки через медный корпус сопла в охлаждающую воду, которая циркулирует в кольцевой полости корпуса сопла.
Тугоплавкие металлы, в частности ниобий, обладают высокими температурами плавления и испарения и способны при высоких температурах соединяться с медью диффузионной сваркой. Таким образом, использование в конструкции биметаллического сопла плазмотрона термостойкой конической втулки (2) из тугоплавкого металла (например, ниобия) повышает стойкость сопла (увеличивает количество циклов работы) за счет исключения расплавления втулки и ее более прочного сцепления с коническим гнездом корпуса (8).
Стойкость и прочность конструкции сопла повышается также благодаря наличию на конической втулке (2) насечек, обеспечивающих образование механического сцепления втулки (2) и корпуса сопла (1) с коническим гнездом и повышение площади их контакта, благодаря чему, помимо непосредственно более высокой прочности сцепления, обеспечивается более эффективный отвод тепла от втулки из тугоплавкого металла через медный корпус сопла (1).
Таким образом, использование термостойкой втулки из тугоплавкого металла с нанесенными на ее внешнюю поверхность насечками и подобранные режимы ГИП исключают возникновение аварийных ситуаций в процессе плазмообразования за счет более высокого качества соединения поверхностей корпуса сопла и тугоплавкой втулки и улучшенного теплоотвода.
Использование втулки из тугоплавкого металла также позволяет исключить попадание в массу получаемого порошка материала корпуса (1) сопла - меди, которая является вредной примесью для большинства современных жаропрочных сплавов на никелевой основе.
В качестве тугоплавкого металла втулки (2) предпочтительно использовать ниобий, поскольку он является компонентом большинства современных жаропрочных сплавов на никелевой основе, из которых путем плазменного распыления получают порошки, и, таким образом, в случае попадания в них не может привести к их загрязнению.
Примеры осуществления.
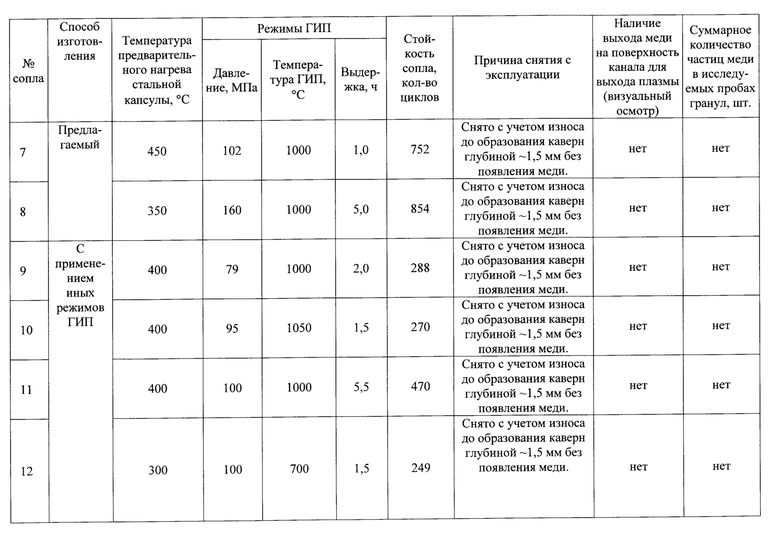
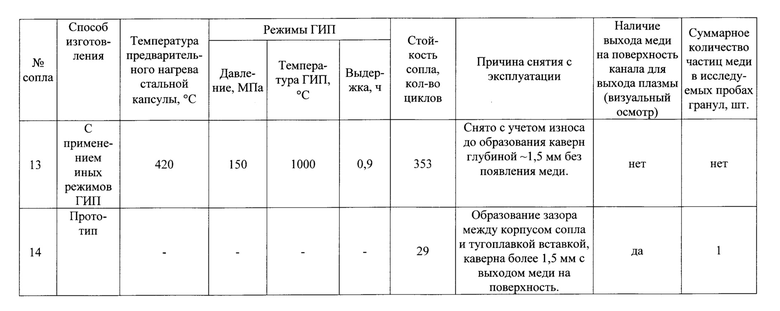
В газостате «Quintus-16» фирмы ASEA предложенным способом было изготовлено восемь биметаллических сопел плазмотрона №№1-8 с режимом горячего изостатического прессования при температуре 800-1030°С, давлении 90÷200 МПа с выдержкой в течение 1,0-5,0 часов, и пять биметаллических сопел №№9-13 с отклонениями от предложенного режима ГИП (для сравнения).
Конические втулки изготавливались из ниобия марки НБ-1.
Режимы совместного ГИП заготовки медного корпуса и конической втулки и температура, до которой предварительно нагревали стальную капсулу, для каждого из 13 биметаллических сопел, приведены в таблице 1.
Также было изготовлено биметаллическое сопло №14 согласно способу-прототипу. В собранном виде заготовку сопла помещали в вакуумную нагревательную печь и нагревали в вакууме до 90°С. Молибденовая втулка в результате термического расширения опускалась вглубь конического гнезда под действием собственного веса.
Полная толщина конических втулок предлагаемого сопла составляла 2,7 мм, на уровне насечек - 2,5 мм, втулки сопла-прототипа - 2,7 мм.
Далее проводили плазменную плавку и центробежное распыление на установке типа УЦР (установка центробежного распыления вращающейся заготовки) с применением изготовленных пяти сопел. Для плазменного распыления применялись заготовки жаропрочного никелевого сплава типа ЭП741НП с габаритными размерами ∅80 мм и длинной 700 мм.
При проведении плазменной плавки и центробежного распыления поддерживались значения режима распыления, приведенные в таблице 2.
Распыление проводили многократно для определения количества циклов работы сопел.
Далее исследовали поверхность сопловых каналов на наличие каверн - мест застоя дуги плазмотрона, в которых происходит местные выплавления и вырывы материала термостойкой втулки, и зазора между медным корпусом сопла плазмотрона и термостойкой конической втулки с каналом для выхода плазмы. Сопла, имеющие каверны глубиной более 1,5 мм, подлежали снятию, так как их эксплуатация потенциально опасна из-за возможного прожига сопла в процессе дальнейшей эксплуатации. Также снятию подлежали сопла с наличием/образованием зазора между медным корпусом и термостойкой втулкой, который приводит практически к полному прекращению теплоотвода и возникновению аварийной ситуации.
Данные по стойкости изготовленных сопел приведены в таблице 1.
Как видно полученных данных, стойкость сопел №№1-8, изготовленных предлагаемым способом, по режимам в предлагаемом диапазоне значений составляет от 774 до 1002 циклов распылений заготовок. Биметаллические сопла №№10-13, изготовленные по режимам, отклоненным от предлагаемого, имеют сниженную стойкость от 249 до 470 циклов (таблица 1).
Сопло №14, изготовленное способом-прототипом, было снято с производства после 29 циклов в связи с образованием зазора между вставкой и медной основой из-за термического расширению в процессе эксплуатации. Также из-за ухудшений условий теплоотвода в сопле №6 образовалась глубокая каверна с выходом меди на поверхность.
Стойкость биметаллических сопел №№1-8, изготовленных предлагаемым способом и по оптимальным режимам приблизительно в 30 раз выше стойкости сопла, изготовленного способом-прототипом. Низкая стойкость сопла прототипа связана с плохим качеством соединения поверхностей корпуса сопла и тугоплавкой втулки, что привело к образованию зазора, а также каверны более 1,5 мм за короткий срок эксплуатации (29 циклов).
Сопла №№9-13, изготовленные по неоптимальным режимам, имели значения стойкости выше сопла, изготовленного способом-прототипом, но существенно ниже значений для сопле №№1-8, изготовленных предлагаемым способом по оптимальным режимам.
На всех отстоящих соплах №1-13 отсутствуют выходы меди на поверхности дугового канала биметаллического сопла, что показывает работоспособность конструкции и позволяет полностью исключить попадание частиц меди в массу гранул.
Дополнительно из массы гранул, полученных с применением изготовленных сопел, производили отбор по шесть проб суммарной массой 12 г (по 2 г каждая), которые исследовались под микроскопом на наличие медных включений. Ни в одной из проб полученных гранул с применением сопел №1-13 частиц меди обнаружено не было. В одной из шести проб, взятых из массы порошка, изготовленного с применением сопла №14, изготовленным способом-прототипом, была обнаружена одна частица меди.


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения металлических порошков или гранул | 2020 |
|
RU2760905C1 |
| СОПЛО ДУГОВОГО ПЛАЗМОТРОНА | 2008 |
|
RU2369050C1 |
| Способ изготовления переходника титан-сталь | 2015 |
|
RU2612331C2 |
| Способ и система плазменной сварки плавящимся электродом | 2022 |
|
RU2792246C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕЛКОДИСПЕРСНЫХ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ ИЗ СПЛАВОВ НА ОСНОВЕ ТУГОПЛАВКИХ МЕТАЛЛОВ | 2018 |
|
RU2680322C1 |
| ЭЛЕКТРОД ДЛЯ ПЛАЗМЕННОЙ ОБРАБОТКИ | 2000 |
|
RU2172662C1 |
| ЭЛЕКТРОДУГОВОЙ ПЛАЗМОТРОН | 2016 |
|
RU2646858C2 |
| ЭЛЕКТРОД ДЛЯ ПЛАЗМЕННОЙ ОБРАБОТКИ | 2003 |
|
RU2239532C1 |
| СПОСОБ ПОЛУЧЕНИЯ УЛЬТРАДИСПЕРСНЫХ ПОРОШКОВ МЕТАЛЛА ИЛИ МЕТАЛЛИЧЕСКИХ СПЛАВОВ | 2015 |
|
RU2588931C1 |
| Заготовка для диффузионной сварки переходника титан-алюминий | 2015 |
|
RU2620402C2 |

Изобретение относится к области косвенного нагрева объектов электродуговым разрядом. Cпособ изготовления сопла плазмотрона включает изготовление заготовки медного корпуса сопла с коническим гнездом и заготовки термостойкой конической втулки из тугоплавкого металла с каналом для выхода плазмы, размещение заготовки термостойкой конической втулки в коническом гнезде заготовки корпуса и проведение их диффузионной сварки, при этом используют термостойкую втулку из тугоплавкого металла, на внешней поверхности заготовки втулки вытачивают насечки, а диффузионную сварку заготовок корпуса сопла и втулки проводят посредством горячего изостатического прессования при температуре 800-1030°С, давлении 90÷200 МПа с выдержкой в течение 1,0-5,0 часов. Также предложено изготовленное данным способом сопло плазмотрона, содержащее медный корпус с кольцевой полостью для охлаждения сопла и термостойкую коническую втулку из тугоплавкого металла с каналом для выхода плазмы, которая закреплена в коническом гнезде, выполненном в корпусе сопла плазмотрона соосно с кольцевой полостью. Технический результат - исключение дефектов на поверхности и в объеме элементов сопла плазмотрона, повышение ресурса работы сопла, исключение загрязнения изготавливаемой продукции (порошка, гранул) частицами меди, а также исключение возникновения аварийных ситуаций в процессе плазмообразования. 2 н. и 4 з.п. ф-лы, 2 табл., 2 ил.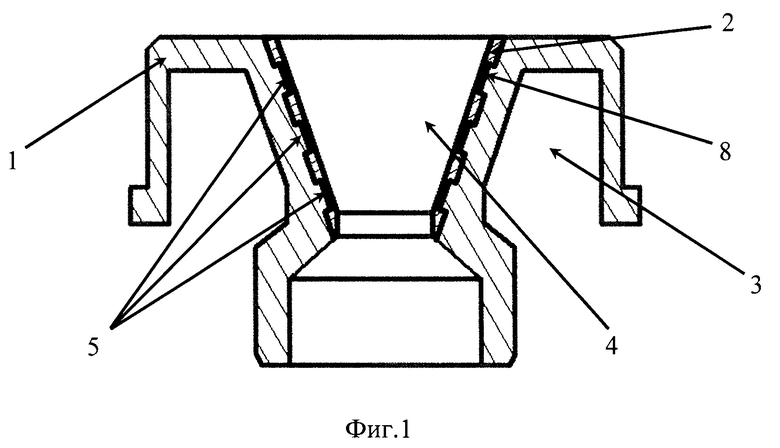
1. Способ изготовления сопла плазмотрона, включающий изготовление заготовки медного корпуса сопла с коническим гнездом и заготовки термостойкой конической втулки из тугоплавкого металла с каналом для выхода плазмы, размещение заготовки термостойкой конической втулки в коническом гнезде заготовки корпуса и проведение их диффузионной сварки, отличающийся тем, что используют термостойкую втулку из тугоплавкого металла, на внешней поверхности заготовки втулки вытачивают насечки, а диффузионную сварку заготовок корпуса сопла и втулки проводят посредством горячего изостатического прессования при температуре 800-1030°С, давлении 90÷200 МПа с выдержкой в течение 1,0-5,0 часов.
2. Способ изготовления сопла плазмотрона по п. 1, отличающийся тем, что горячее изостатическое прессование заготовок корпуса сопла и втулки проводят в стальной капсуле, предварительно нагретой до температуры 200-500°С.
3. Сопло плазмотрона, содержащее медный корпус с кольцевой полостью для охлаждения сопла и термостойкую коническую втулку из тугоплавкого металла с каналом для выхода плазмы, которая закреплена в коническом гнезде, выполненном в корпусе сопла плазмотрона соосно с кольцевой полостью, отличающееся тем, что оно изготовлено способом по п. 1 или 2.
4. Сопло плазмотрона по п. 3, отличающееся тем, что насечки на внешней поверхности конической втулки выполнены в виде кольцевых углублений.
5. Сопло плазмотрона по п. 4, отличающееся тем, что кольцевые углубления выполнены перпендикулярно оси конической втулки.
6. Сопло плазмотрона по п. 3, отличающееся тем, что термостойкая коническая втулка выполнена из ниобия.
| ПЛАЗМОТРОН | 2008 |
|
RU2350052C1 |
| СОПЛО ДУГОВОГО ПЛАЗМОТРОНА | 2008 |
|
RU2369050C1 |
| US 2951143 A, 30.08.1960 | |||
| Устройство цикловой синхронизации (его варианты) | 1980 |
|
SU951738A2 |
| DD 222811 A1, 29.05.1985. | |||

