(21)4018177/24-27
(22)30.12.85
(46) 23.03.88. Бюл. № II
(71)Львовский филиал Центрального конструкторского бюро по модернизации действующего оборудования электростанций «Союзэнергоремонт
(72)В. Н. Тарасов и О. И. Мельцер
(53)621.791.75(088.8)
(56)Акулйв А. И. и др. Технология и оборудование сварки плавлением. М.: Машиностроение, 1977, с. 23, фиг. 16в.
Руководящие технические материалы по сварке, термообработке и контролю трубных систем котлов и трубопроводов при монтаже и ремонте оборудования тепловых электростанций. РТМ-1C-81. М.: Энергоиздат, 1982, с. 33, фиг. 4.1.
(54)СПОСОБ СБОРКИ ПОД СВАРКУ КОЛЬЦЕВЫХ СТБ1КОВ ТРУБ
(57)Изобретение относится к способам сборки под сварку на остающемся подкладном
кольце труб, внутренние диаметры которых отличаются один от другого, и может быть использовано в энергетической, химической и др. отраслях машиностроения. Цель изобретения - сокращение технологического цикла сборки труб. Перед сборкой труб исходят из фактических значений их внутренних диаметров. Из заранее изготовленных элементов собирают подкладное ступенчатое кольцо, имеющее диаметр на участке первой ступени, соответствующий меньшему диаметру собираемых труб, а диаметр на участке второй ступени - большему диаметру. Участок второй ступени образуют путем насаживания на внутреннее кольцо (участок первой ступени) одного или нескольких дополнительных колец, толщина которых равна допустимому зазору между кольцом и внутренней поверхностью трубы. Количество слоев п определяют из соотнощения п ДОвн/21, где АОвн - разность диаметров собираемых труб; t - допустимый зазор между кольцом и внутренней стенкой трубы. 1 з.п. ф-лы, 2 ил.
о
(Л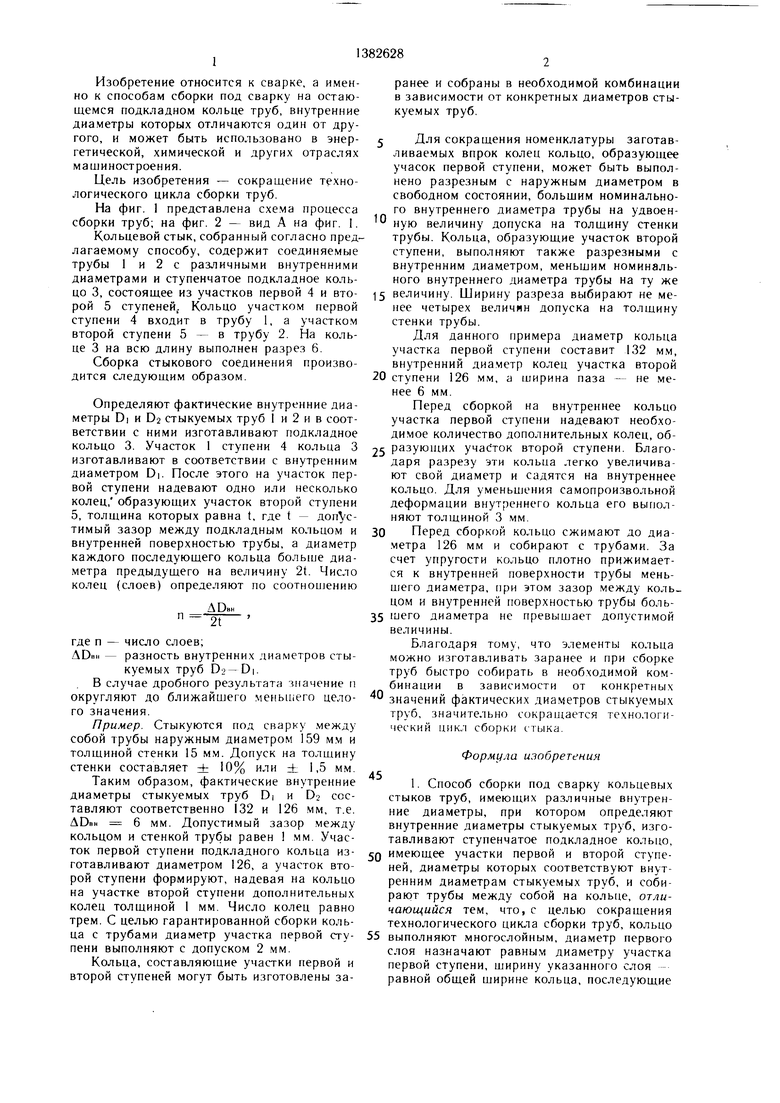
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ БАЛЛОНОВ | 2000 |
|
RU2167019C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 1993 |
|
RU2079033C1 |
| Способ сборки труб под сварку | 1983 |
|
SU1113230A1 |
| Способ изготовления стальных труб с защитным полимерным покрытием | 2016 |
|
RU2666714C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОКОИЗОЛИРУЮЩЕЙ ВСТАВКИ ДЛЯ ТРУБОПРОВОДА | 2004 |
|
RU2268435C1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2354520C2 |
| ФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ СВАРКИ С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ КОЛЬЦЕВЫХ ШВОВ | 1990 |
|
SU1815890A1 |
| СТАЛЬНАЯ ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 2009 |
|
RU2393371C1 |
| СПОСОБ СБОРКИ ПОД СВАРКУ КОЛЬЦЕВЫХ СТЫКОВ ЕМКОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2290290C1 |
| СПОСОБ СБОРКИ СТЫКОВОГО СОЕДИНЕНИЯ ТРУБ ПОД СВАРКУ | 2003 |
|
RU2254970C2 |
СА:)
оо ю
О5 N3
сх
Изобретение относится к сварке, а именно к способам сборки под сварку на остающемся подкладном кольце труб, внутренние диаметры которых отличаются один от другого, и может быть использовано в энергетической, химической и других отраслях машиностроения.
Цель изобретения - сокращение технологического цикла сборки труб.
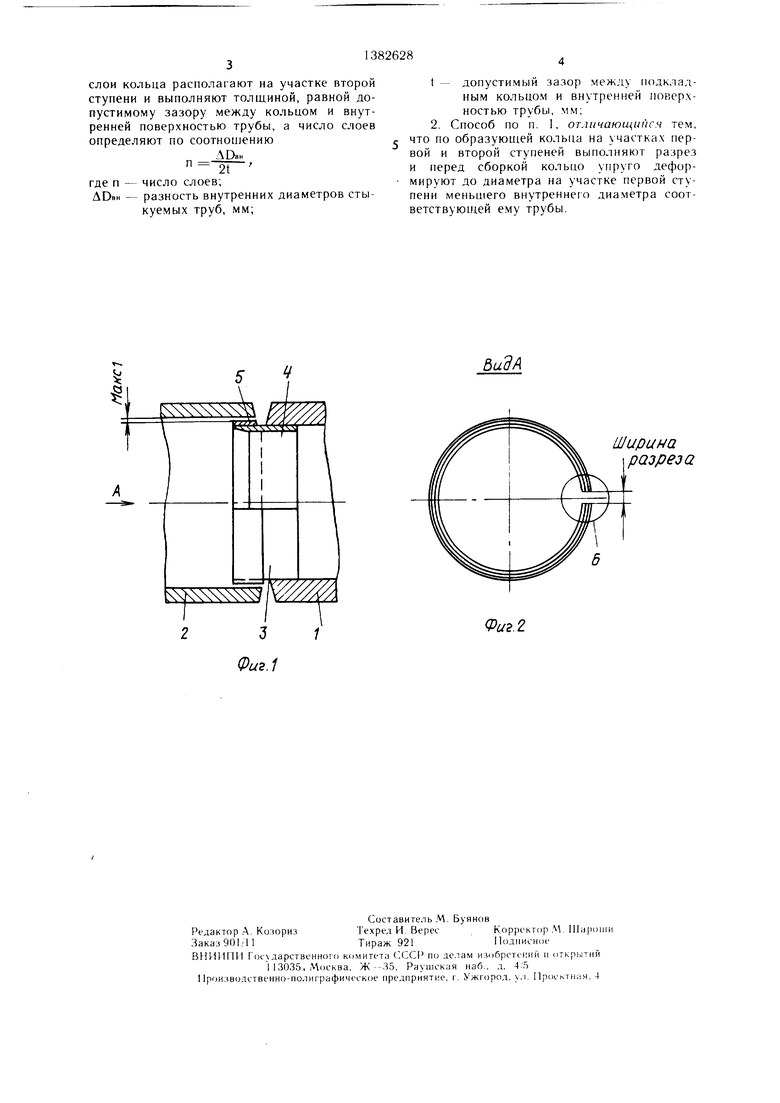
На фиг. 1 представлена схема процесса сборки труб; на фиг. 2 - вид А на фиг. 1.
Кольцевой стык, собранный согласно предлагаемому способу, содержит соединяемые трубы 1 и 2 с различными внутренними диаметрами и ступенчатое подкладное кольцо 3, состоящее из участков первой 4 и второй 5 ступеней; Кольцо участком первой ступени 4 входит в трубу 1, а участком второй ступени 5 - в трубу 2. На кольце 3 на всю длину выполнен разрез 6.
Сборка стыкового соединения производится следующим образом.
Определяют фактические внутренние диаметры DI и Ог стыкуемых труб 1 и 2 и в соответствии с ними изготавливают подкладное кольцо 3. Участок 1 ступени 4 кольца 3 изготавливают в соответствии с внутренним диаметром D|. После этого на участок первой ступени надевают одно или несколько колец, образующих участок второй ступени 5, толщина которых равна t, где t - тимый зазор между подкладным кольцом и внутренней поверхностью трубы, а диаметр каждого последующего кольца больще диаметра предыдущего на величину 2t. Число колец (слоев) определяют по соотнои ению
п А Рви
2t
где п - число слоев;
ДОвн - разность внутренних диаметров стыкуемых труб D2-0|.
В случае дробного результата значение п округляют до ближайщего .меньшего целого значения.
Пример. Стыкуются под сварку между собой трубы наружным диаметром 159 мм и толщиной стенки 15 мм. Допуск на толщину стенки составляет ± 10% или ± 1,5 мм.
Таким образом, фактические внутренние диаметры стыкуемых труб DI и Do составляют соответственно 132 и 126 мм, т.е. ДОвн 6 мм. Допустимый зазор между кольцом и стенкой трубы равен 1 мм. Участок первой ступени подкладного кольца изготавливают диаметром 126, а участок второй ступени формируют, надевая на кольцо на участке второй ступени дополнительных колец толщиной 1 мм. Число колец равно трем. С целью гарантированной сборки кольца с трубами диаметр участка первой ступени выполняют с допуском 2 мм.
Кольца, составляющие участки первой и второй ступеней могут быть изготовлены за0
ранее и собраны в необходимой комбинации в зависи.мости от конкретных диаметров сты- куе.мых труб.
Для сокращения номенклатуры заготавливаемых впрок колец кольцо, образующее учасок первой ступени, может быть выполнено разрезным с наружным диаметром в свободном состоянии, больщим номинального внутреннего диаметра трубы на удвоенную величину допуска на толщину стенки трубы. Кольца, образующие участок второй ступени, выполняют также разрезными с внутренним диаметром, меньщим номинального внутреннего диаметра трубы на ту же
5 величину. Ширину разреза выбирают не ме- )iee четырех величин допуска на толщину стенки трубы.
Для данного примера диаметр кольца участка первой ступени составит 132 мм, внутренний диаметр колец участка второй
0 ступени 126 мм, а ширина паза - не менее 6 мм.
Перед сборкой на внутреннее кольцо участка первой ступени надевают необходимое количество дополнительных колец, об5 разуюп1их участок второй ступени. Благодаря разрезу эти кольца легко увеличивают свой диаметр и садятся на внутреннее кольцо. Для уменьшения самопроизвольной деформации внутреннего кольца его выполняют толщиной 3 мм.
0 Перед сборкой кольцо сжимают до диаметра 126 мм и собирают с трубами. За счет упругости кольцо плотно прижимается к внутренней поверхности трубы меньшего диаметра, при этом зазор между кольцом и внутренней поверхностью трубы боль5 щего диаметра не превыщает допустимой величины.
Благодаря тому, что элементы кольца можно изготавливать заранее и при сборке труб быстро собирать в необходимой комбинации в зависимости от конкретных
п- ,
значении фактических диаметров стыкуемых
труб, значительно сокращается технологический цикл сборки с тыка.
Формула изобретения
45
50 имеющее участки первой и второй ступеней, диаметры которых соответствуют внутренним диаметрам стыкуемых труб, и собирают трубы между собой на кольце, отличающийся тем, что, с целью сокращения технологического цикута сборки труб, кольцо
55 выполняют многослойным, диаметр первого слоя назначают равным диаметру участка первой ступени, ширину указанного слоя - равной общей щирине кольца, последующие
слои кольца располагают на участке второй ступени и выполняют толщиной, равной допустимому зазору между кольцом и внутренней поверхностью трубы, а число слоев определяют по соотноц1ению
где п - число слоев;
ADaH - разность внутренних диаметров стыкуемых труб, мм;
t - допустимый зазор между подкладным кольцом и внутренней поверхностью трубы, мм;
ВиЗА
Ширина разреза
Фи.2
