Изобретение относится к космической, авиационной, транспортной, химической и другим отраслям техники, а более конкретно к сборке под сварку кольцевых стыков емкостей из алюминиевых сплавов, коррозионно-стойких сталей и других материалов.
При сборке под сварку, в частности, кольцевых стыков емкостей необходимо обеспечить полное совпадение стыкуемых кромок как по толщине, так и по периметру, т.к. только при этих условиях возможна качественная сварка.
Известен способ сборки под сварку кольцевых стыков обечаек за счет предварительного выравнивания торцев и их стягивания (см., например, а.с. №919837, кл. В 23 К 37/05, В 23 К 01/06, от 19.02.1979).
Данный способ базируется на использовании сложного и металлоемкого приспособления, требует наличия открытых торцев оболочки и не применим при сварке заключительных стыков емкостей, например топливных баков или баллонов высокого давления.
Известен способ сварки обечаек или других элементов конструкции, в частности днищ, под сварку с использованием разжимных колец, собираемых (для получения нужного диаметра) до и разбираемых после сварки внутри емкости, например топливного бака. Разжим колец компенсирует неточности свариваемых деталей по периметру и тем самым обеспечивает необходимое совпадение свариваемых кромок (см., например, книгу «Технология сборки и испытаний космических аппаратов» под общей редакцией проф. И.Т.Белякова и проф. И.А.Зернова. М.: Машиностроение, 1990, стр.24-29).
Этот способ подготовки деталей под сварку кольцевого стыка сопряжен со значительной трудоемкостью монтажных ручных работ, а используемое устройство не обеспечивает необходимой точности соединения.
Задачей настоящего изобретения является создание способа сборки под сварку кольцевых стыков различных емкостей и устройства для обеспечения этой задачи с достижением технического результата в виде получения точного диаметра и полного контакта кромок свариваемых деталей, а также упрощения технологии сборки с применением надежного и простого по конструкции устройства.
Данная задача решается тем, что в способе сборки под сварку кольцевых стыков емкостей, заключающемся в том, что заранее изготовленные детали (обечайки и днища) собирают на разборном подкладном кольце, после чего выполняют сварку кольцевого стыка, подкладное кольцо удаляют. В соответствии с изобретением перед сваркой кромки свариваемых деталей нагревают наружным гибким нагревательным элементом, в этом состоянии детали свободно надвигают на собранное вне емкости разборное подкладное кольцо до полного контакта торцевых поверхностей, после чего нагревательный элемент отключают, полученную сборку охлаждают до комнатной температуры, затем выполняют сварку кольцевого стыка, а подкладное кольцо удаляют.
Устройство для сборки под сварку кольцевых стыков емкостей представляет собой разборное подкладное кольцо, в соответствии с изобретением выполненное диаметром, большим относительно диаметра свариваемых деталей с расчетом обеспечения при их нагреве необходимого монтажного зазора, а при охлаждении гарантированного натяга между подкладным кольцом и свариваемыми деталями и состоящее из нескольких частей, соединенных между собой, без зазоров легкоразборными коническими болтовыми соединениями, а поверхности контакта отдельных частей выполнены под углом к плоскости кольца, обеспечивая свободное разъединение частей кольца при его разборке после сварки кольцевого стыка, при этом устройство содержит гибкие нагревательные элементы, устанавливаемые на наружной поверхности в районе кромок свариваемых деталей.
При ограниченном доступе внутрь емкости гайка болтового соединения разборного подкладного кольца выполнена в виде наконечника карданного вала, его вороток внесен на наружную поверхность емкости для возможности отворачивания гайки снаружи.
Кроме того, на отдельных частях разборного подкладного кольца закреплены тросики, пропущенные через горловину наружу емкости для удаления отдельных частей подкладного кольца, разобранного после сварки.
Далее сущность изобретения поясняется с использованием фигур (чертежей), где на фиг.1 изображена емкость в собранном и сваренном виде;
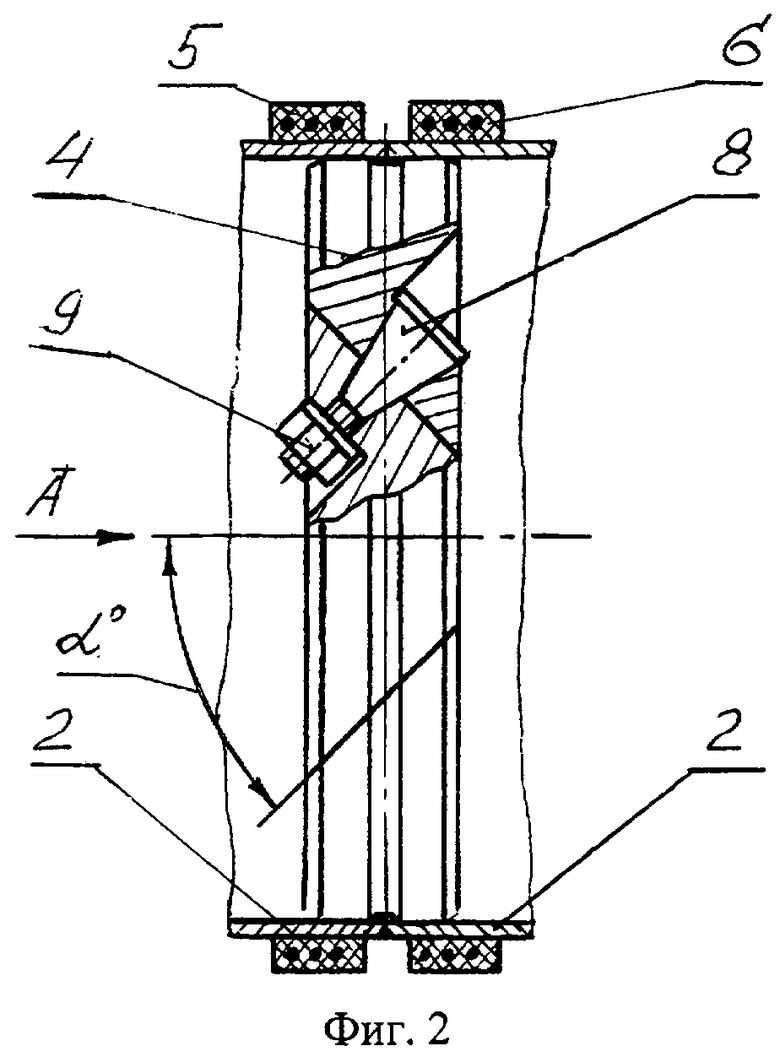
на фиг.2 изображено устройство для осуществления способа сборки под сварку кольцевого стыка емкости;
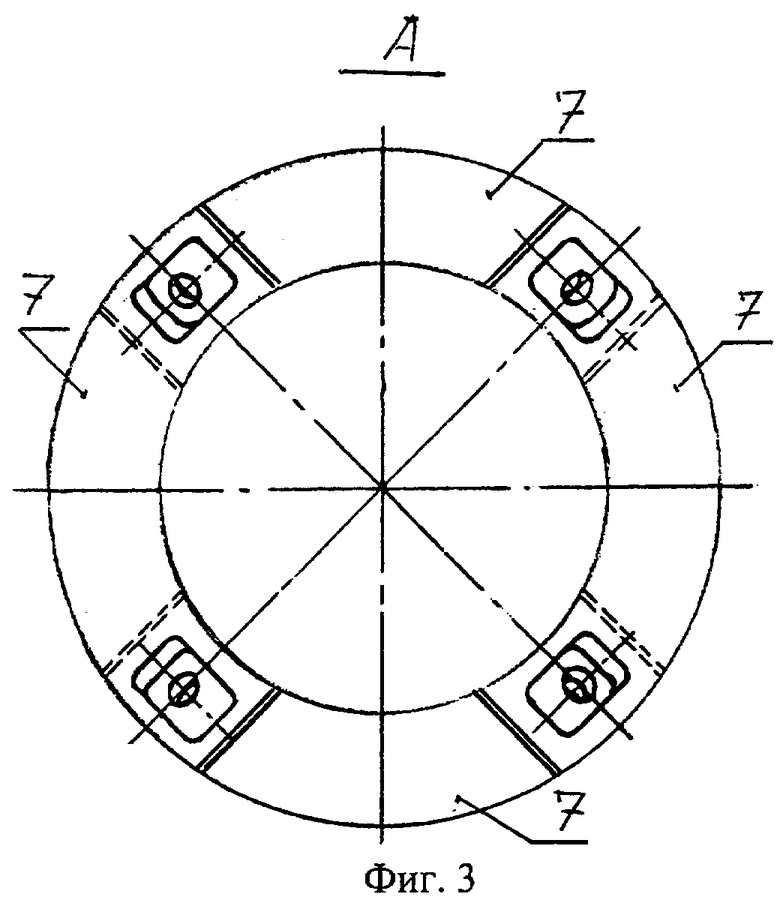
на фиг.3 - вид «А» на фиг.1;
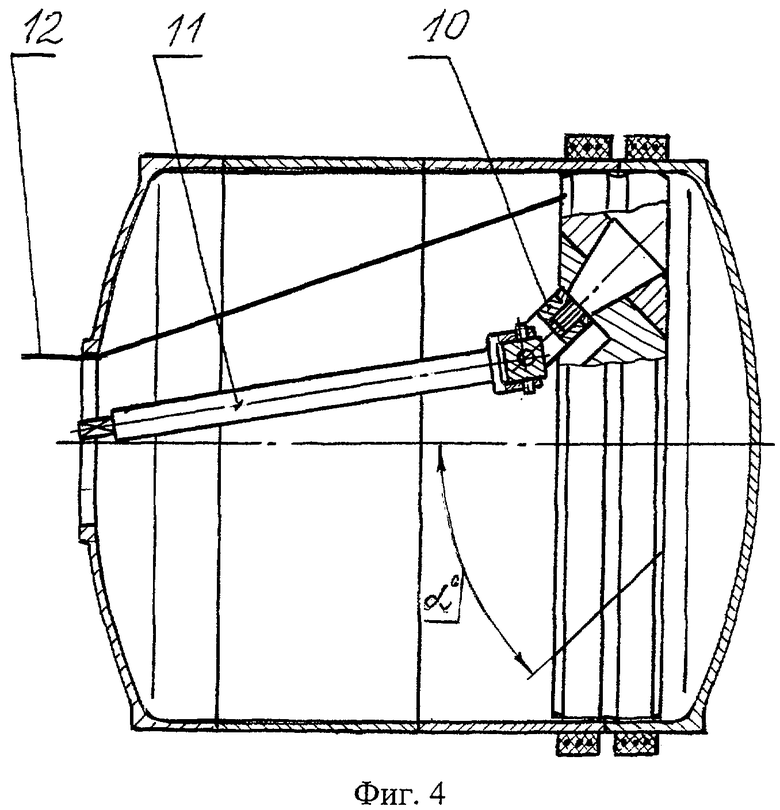
на фиг.4 - устройство для осуществления способа сборки под сварку кольцевого стыка с ограниченным доступом внутрь емкости;
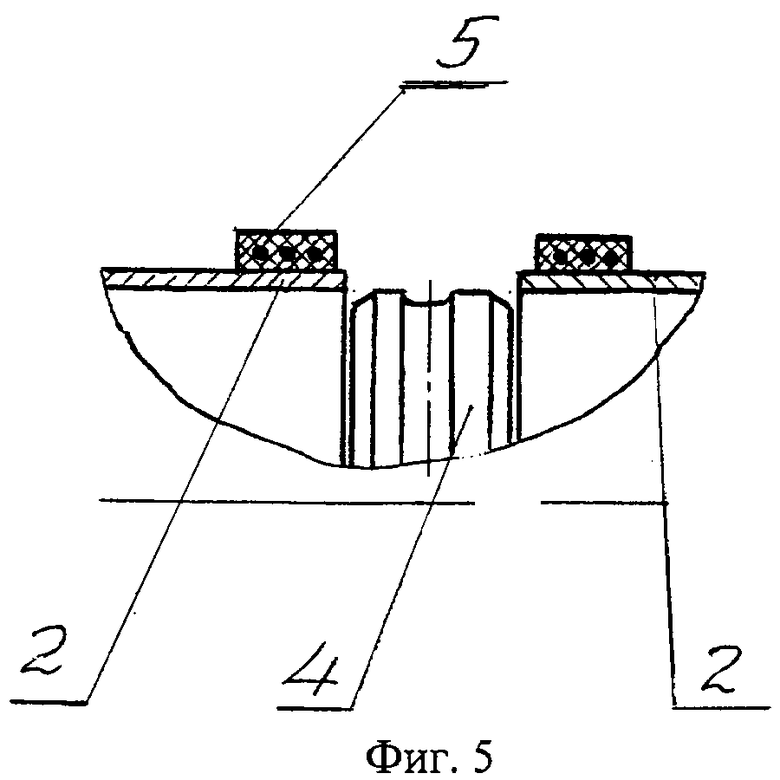
на фиг.5 - расположение собираемых деталей для сварки до включения нагревательных элементов;
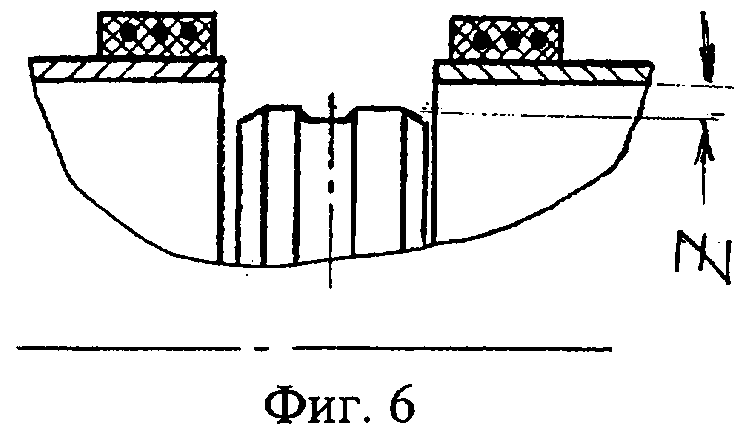
на фиг.6 - расположение собираемых деталей для сварки в нагретом состоянии до надвигания на подкладное кольцо;
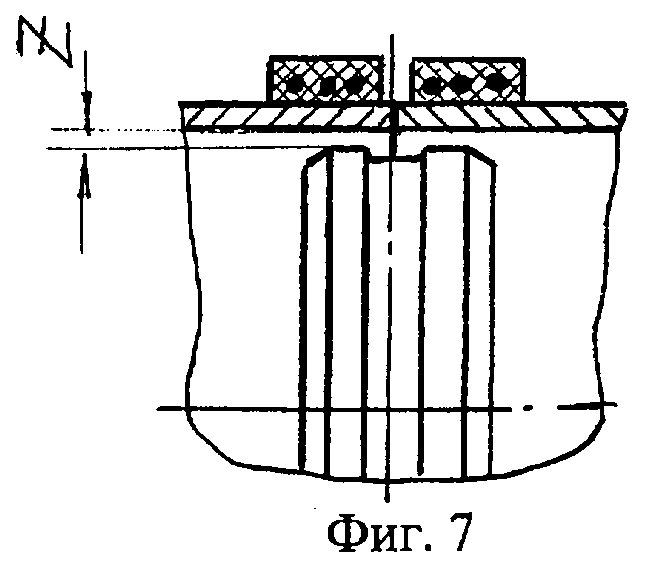
на фиг.7 - расположение собираемых деталей для сварки в нагретом состоянии после надвигания на подкладное кольцо до полного контакта торцевых поверхностей;
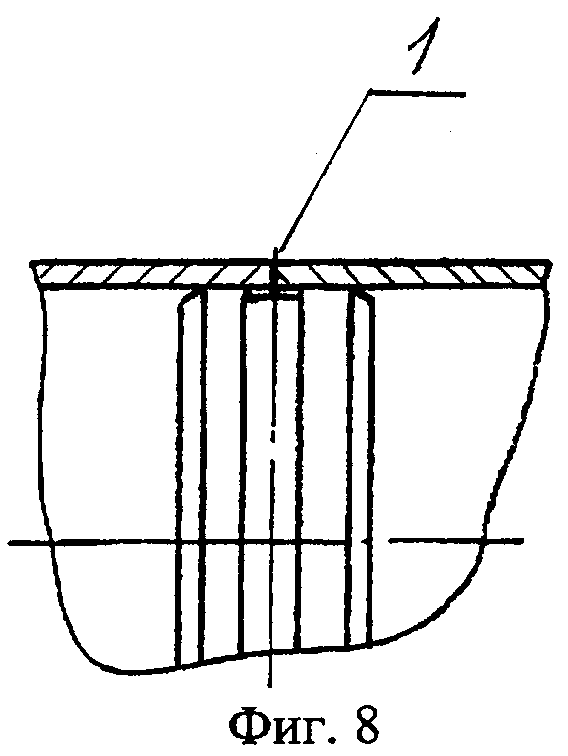
на фиг.8 - расположение собираемых деталей для сварки после отключения нагревательных элементов и охлаждения полученной сборки;
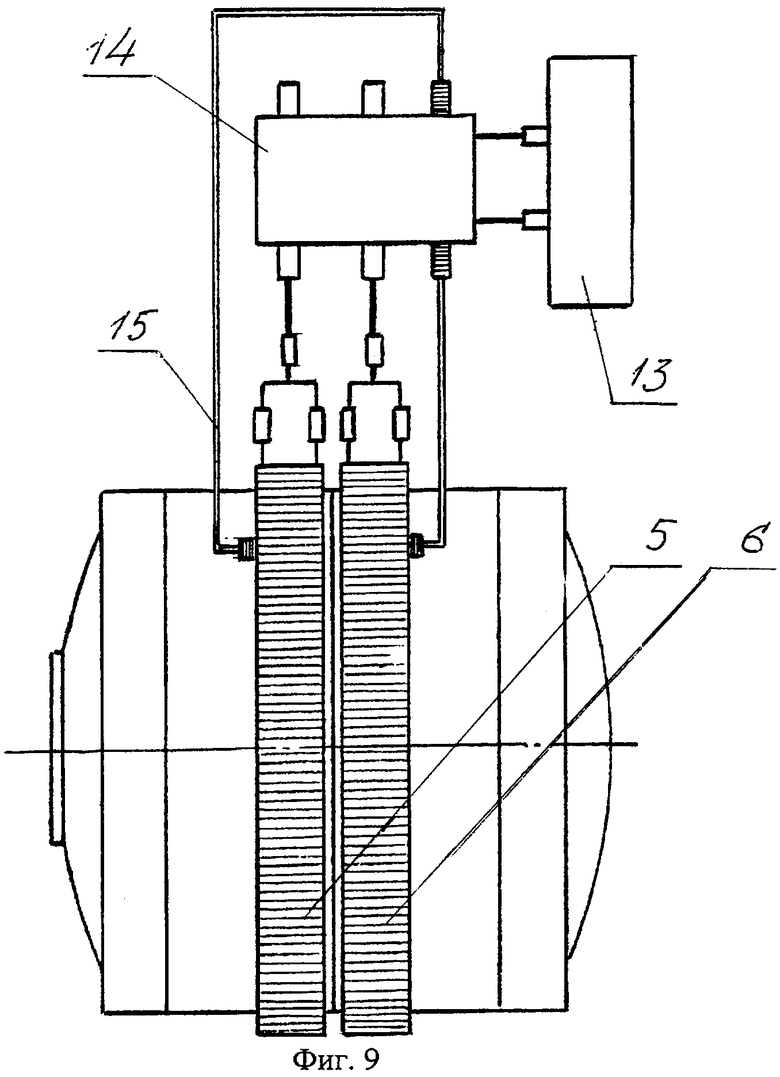
на фиг.9 - система нагрева кромок свариваемых деталей.
При сборке для сварки кольцевых стыков (1) между обечайками (2) или обечайками и днищами (3) емкостей (фиг.1) используется специальное устройство (фиг.2), которое содержит разборное подкладное кольцо (4) и нагревательные элементы (5 и 6) кромок свариваемых деталей.
Разборное подкладное кольцо состоит из нескольких отдельных частей (7), соединенных между собой легкоразборными коническими болтовыми соединениями (8), затянутыми гайками (9). Поверхности отдельных частей подкладного кольца выполнены под углом к плоскости кольца для свободного их разъединения при разборке подкладного кольца после выполнения сварки.
При ограниченном доступе после сварки внутрь емкости (фиг.4) для разборки подкладного кольца гайки (10) болтового соединения выполнены в виде наконечников карданного вала с выводом его воротка (11) на наружную поверхность емкости. В этом случае для удаления отдельных частей подкладного кольца, разобранного после сварки, на них закреплены специальные тросики (12), пропущенные через горловину емкости.
На деталях, подготовленных к сборке под сварку, нагревательные элементы располагаются непосредственно в районе стыков для сварки. Последовательность нагрева и сближения торцев свариваемых деталей показана на фиг.5-8.
Система нагрева кромок деталей для сварки (фиг.9) работает от понижающего трансформатора (13), вторичный контур которого через автоматическое устройство (14) обеспечения процесса нагрева кромок деталей с использованием управляющей термопары (15) присоединен специальным кабелем к гибкому нагревательному элементу, установленному на кромках деталей, предварительно подготовленных к сборке для сварки.
Предлагаемый способ сборки под сварку кольцевых стыков реализуется следующим образом.
На кромках свариваемых деталей (2) монтируются гибкие нагревательные элементы (5 и 6) со встроенными термопарами (15), подается через устройство управления (14) электропитание установленным по требованиям безопасности напряжением от вторичного контура сварочного трансформатора (13). После достижения заданной температуры и получения необходимых монтажных зазоров детали (2) надвигаются до полного совпадения свариваемых кромок на предварительно собранное вне емкости подкладное кольцо (4) с наружным диаметром, обеспечивающим плотную посадку свариваемых деталей. Затем электропитание нагревательных элементов отключается, они демонтируются, полученная сборка охлаждается до комнатной температуры и поступает на сварку кольцевого стыка емкости.
Подкладное кольцо (4) собирается из нескольких частей (7) вне свариваемой емкости и фиксируется по стыковым плоскостям беззазорным легко разборным коническим болтовым соединением (8) с обычными гайками (9) или гайками в виде наконечника карданного вала (10).
Воротки карданных валов выведены на наружную поверхность свариваемой емкости.
После окончания процесса сварки подкладное кольцо разбирается в следующей последовательности:
- демонтируется коническое болтовое соединение (8);
- выдвигается по плоскости скольжения, расположенной под углом к плоскости кольца одна из частей (7) подкладного кольца (6);
- после чего подкладное кольцо разбирается и удаляется из сваренной емкости (фиг.9).
При удалении частей разобранного подкладного кольца из сварной емкости с ограниченным доступом используются специальные тросики (12), причем удаление отдельных частей подкладного кольца осуществляется поочередно через горловину емкости.
Пример
Сварка тонкостенной емкости внутренним диаметром 360 мм выполнена с применением сборки двух днищ с цилиндрическими поясками из алюминиевого сплава АМг6М толщиной 2,5 мм, предварительно нагретых по кромкам гибким нагревательным элементом до температуры 250°С. Напряжение, подаваемое на нагреватели, - 60 В, сила тока 45 А. При этом монтажный зазор z от разборной оправки диаметром 360,3 мм составил 1,05 мм на сторону, который обеспечил качественную сборку двух деталей с полным контактом плоскостей, подлежащих сварке. Остывание полученной сборки каких-либо изменений в качество стыка не внесло, а полученный натяг 0,3 мм надежно зафиксировал детали. Неразъемное соединение двух днищ в замкнутую емкость выполнено фрикционной сваркой на специальной установке. После сварки подкладное кольцо разобрано внутри емкости с удалением конических болтов, оснащенных гайками в виде наконечника карданного вала, воротками, выведенными через горловину диаметром 60 мм на наружную поверхность емкости.
Отдельные части подкладного кольца разобраны сдвигом по плоскости, расположенной под углом α=30° к плоскости подкладного кольца, и удалены при помощи заранее прикрепленных тросиков также через горловину емкости.
Полученная емкость, собранная перед сваркой с использованием предлагаемого способа сборки и специального устройства (разборного подкладного кольца), полностью соответствует требованиям конструкторской документации.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сварной тонкостенной конической детали, состоящей из обечайки и привариваемых к ней по кольцевым стыкам корпусных деталей | 2020 |
|
RU2748843C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННОЙ ОБОЛОЧКИ | 2004 |
|
RU2255829C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ БАЛЛОНОВ | 2000 |
|
RU2167019C1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ КОЛЬЦЕВЫХ СТЫКОВ ЕМКОСТЕЙ | 2008 |
|
RU2407618C2 |
| ФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ СВАРКИ С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ КОЛЬЦЕВЫХ ШВОВ | 1990 |
|
SU1815890A1 |
| Внутренний центратор для сборки и сварки кольцевых швов с формированием обратной стороны шва | 2021 |
|
RU2761926C1 |
| Внутренний центратор для сборки и сварки кольцевых стыков | 1983 |
|
SU1088903A1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ, СБОРКИ И СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ | 2000 |
|
RU2168405C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОЛЬЦЕВЫХ СОЕДИНЕНИЙ ТИТАНОВЫХ СПЛАВОВ | 2016 |
|
RU2644491C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С КОЛЬЦЕВЫМИ СВАРНЫМИ ШВАМИ | 1995 |
|
RU2080226C1 |
Изобретение относится к сборке под сварку кольцевых стыков емкостей из алюминиевых сплавов, коррозионно-стойких сталей и может быть использовано в космической, авиационной, транспортной и химической промышленности. Изготавливают обечайки и днища. Кромки свариваемых деталей нагревают наружным гибким нагревательным элементом и в нагретом состоянии свободно надвигают на собранное вне емкости подкладное кольцо. Подкладное кольцо выполнено диаметром, большим диаметра свариваемых деталей, для обеспечения необходимого монтажного зазора при их нагреве и гарантированного натяга между подкладным кольцом и свариваемыми деталями при охлаждении. Отдельные части подкладного кольца соединены между собой без зазоров коническими болтовыми соединениями, а поверхности контакта отдельных частей выполнены под углом к плоскости кольца для обеспечения свободного разъединения частей кольца при его разборке. Отключают нагревательный элемент и полученную сборку охлаждают до комнатной температуры. Выполняют сварку кольцевого стыка, после чего подкладное кольцо удаляют. Это позволит упростить технологию сборки за счет использования более надежного и простого по конструкции устройства, а также обеспечить полный контакт между свариваемыми кромками. 2 н. и 2 з.п. ф-лы, 9 ил.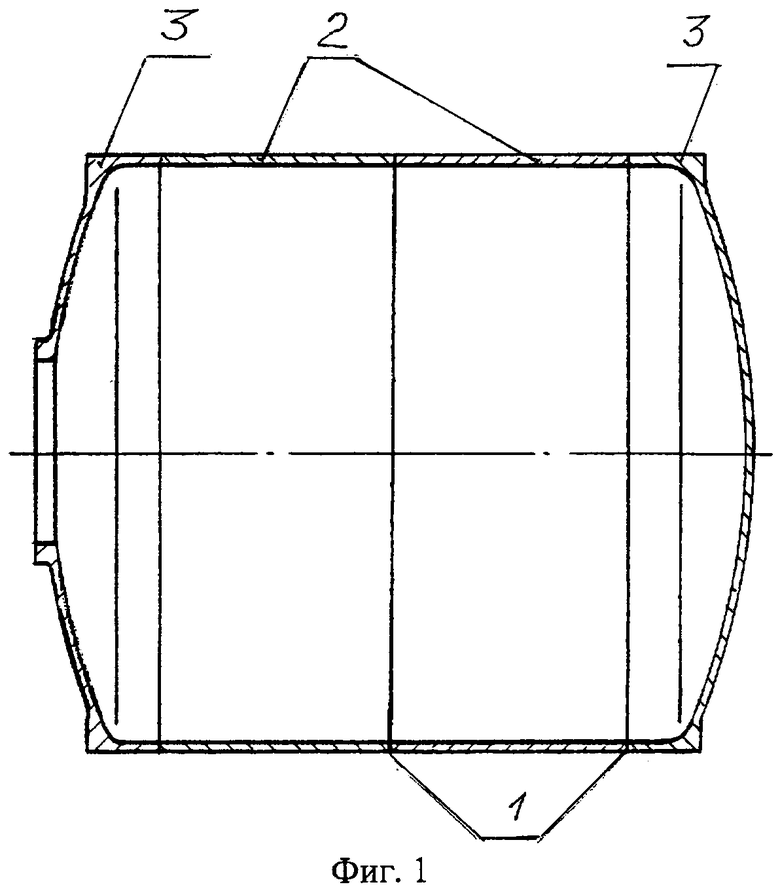
| БЕЛЯКОВА И.Т | |||
| и др., Технология сборки и испытаний космических аппаратов, М.: | |||
| Машиностроение, 1990, с.24-29 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ БАЛЛОНОВ | 2000 |
|
RU2167019C1 |
| Устройство для неразъемного соединения труб с концевой арматурой | 1989 |
|
SU1742012A1 |
| Внутреннее устройство для сборки под сварку кольцевых стыков обечаек | 1979 |
|
SU919837A1 |
| Установка для сборки и сварки трубопроводов | 1978 |
|
SU882714A1 |
| ВНУТРЕННИЙ ЦЕНТРАТОРПАТЕИШ-Т?ХШН!'^1<Д1|БНБЛ^КО'^^К?^ Ji | 0 |
|
SU352730A1 |
| Система управления раскроем сортового раската летучими ножницами | 1987 |
|
SU1426788A1 |

