1214458
2. Головка по п. 1, о т л и ч а-- 3. Головка по пп. 1 и 2, о т - ю щ а я с я тем, что грани распре- л и ч а ю щ а я.с я тем, что распре
делительного вала образов 1ны вогнутой поверхностью.
делительный вал смонтирован с возможностью реверсивного вращения.
Изобретение относится к полимерному машиностроению, а точнее - к оборудованию для получения плоских пленок и листов методом экструзии через п лоскоцелевую головку, и может быть использовано для получения сверхшироких полотен плоских пленок, (применяемых для покрытия теплиц, облицовки оросительных каналов и т.п. (термином широкие плоские пленки обозначают пленочные полотна шириной 400-1600 мм; сверхширокие - шириной 1600-2500 мм и более).
Цель изобретения - повышение качества полимерной пленки за счет обе печения ее равнотолщинности и однородности материала,
На фиг. 1 изо.бражена плоскощелевая головка, разрез; на фиг. 2 - сечение А-А на фиг. 1.
В корпусе 1 экструзионной головки имеется патрубок 2 с подающим каналом для подачи расплава от экструде- ра 3 во входную зону 4 подающего канала. По всей ширине экструзионной головки выполнены параллельно друг другу две цилиндрические расточки 5 и 6, в которых помещены распределительный червяк и распределительный .вал 8, смонтированный с возможностью реверсивного вращения.
Распределительный червяк 7 и распределительный вал 8 выполнены соответственно с винтовой нарезкой левого направления на половинах 9 и 10 и правого направления - на других половинах 11 и 12. Распределительный вал 8 смонтирован в промежуточной зоне 13 подающего канала параллельно распределительному червяку 7 и выполнен с гранями 14 по наружной поверхности, расположенными по винтовой линии с углом подъема в пределах 45-75 причем грани 14 распределительного вала 8 образованы вогнутой поверхностью. Выходной зазор 15 подающего
делительный вал смонтирован с возможностью реверсивного вращения.
канала образован регулируемыми губками 16 и 17, перемещаемыми по плоскостям 18 и 19 посредством регулировочных винтов 20 и 21. Распределительный червяк 7 и распределительный вал 8 помещены между боковыми стенками 22 и 2-3 экструзионной головки.
Плоскощелевая экструзионная головка работает следующим образом.
Расплав полимера подается экстру- дером 3 в центральную часть входной зоны 4. Распределительный червяк 7, вращаясь против часовой стрелки, захватывает расплав и смещает его по i ширине головки от центра к ее боковым стенкам 22 и 23.
Частота вращения распределительного червяка 7 может плавно изменяться в широком диапазоне. В промежуточной зоне 13 подающего канала достигается относительно равномерное распределение давления расплава по ширине экструзионной головки. Тонкое регулирование распределения этого давления по ширине экструзионной головки производится с помощью распределительного вала 8 плавным регулированием частоты его вращения, а также изменением направления его вращения, т„е. реверсом. Распределительный вал 8,- грани 14 которого выполнены по винтовой линии, выполняет функцию, являющуюся промежуточной между функциями червяка и вала с гранями, расположенными вдоль его оси. При вращении распределительного червяка 7 осуществляется значительное смещение расплава вдоль его оси, при вращении распределительного вала 8 с продольными гранями никакого осевого перемещения (вдоль оси вала) расплава не происходит. В таком многогранном вале угол подъема винтовой линии (т.е. угол между ребром грани 14 и нормалью к образующей или к оси распределительного вала 8) составля3
ет 90 . Заметное осевое смещение рао плава вдоль оси распределительного вала 8 возникает в том случае, если этот угол снижается до и ниже. Если этот угол снижается ниже 45 , то высота граней 14 снижается настолько, что многогранный вал становится эквивалентным гладкому валу, который при вращении также не осуществляет никакого осевого перемещения расплава. Оптимальное значение угла подъема винтовой линии - 60 . В плоскощелевой головке выступы винтовой нарезки распределительного червяка 7 находятся на расстоянии 0,2-0,5 мм от поверхности корпуса 1, что обеспечивает постоянное обновление расплава на поверхности корпуса 1 и устраняет образование слоев де- структированного полимера. Грани 14 на распределительном валу 8 располагаются на таком же расстоянии от поверхности цилиндрической расточки 6 в корпусе 1, как и выступы винтовой нарезки распределительного червяка 7. При этом расплав полимера, движущийся вдоль экструзионной головки, воспринимает большое гидравлическое сопротивление, поскольку большая часть его объема должна пройти через зазор между гранями 14 распределительного вала 8 и поверхностью цилиндрической расточки 6. Если угол подъема винтовой линии равен 90 , то все 100% расплава должны пройти через указанный зазор, что приводит к большим потерям давления и к снижению производтельности. Если этот угол составляет 75-45 , то другая часть расплава течет в зазоре между поверхностью гран 14 и поверхностью расточки 6 в сторо выходного зазора 15 подающего канала Если грани 14 имеют вогнутую поверх58
ность, то возрастает объем пространства, заключенного между этой поверхностью корпуса 1, расплав интенсивнее течет вдоль грани 14, выполненной по винтовой линии, улучшается перетекание расплава в сторону выходного зазора 15 подающего канала, и повышается производительность экструзионной головки.
I
Настройка экструзионной головки вьтолняется следующим образом.
Регулируемыми губками 16 и 17 устанавливается размер выходного зазора 15 подающего канала по всей ширине, экструзионной головки. Плавно регулируя частоту вращения распределительного червяка 7 при неподвижном распределительном вале 8, достигается наиболее равномерный выход расплава по ширине подающего канала. Плавно изменяя частоту вращения распределительного вала 8, а также осуществляя реверс, достигается более
однородный выход расплава по ширине подающего канала. Окончательное регулирование равнотолщинности достигается изменением размера выходного зазора 15 подающего канала путем
смещения регулируемых губок 16 и 17. Наличие реверса распределительного вала 8 расширяет возможности регулирования .
Повьшзение качества полимерной пленки достигается в том случае , если при изменении частоты вращения распределительного червяка 7, а также частоты и направления вращения распределительного вала 8 достигается высокая равнотолщинность пленочного полотна по всей его ширине, достигающей 3500 мм и более.
us.2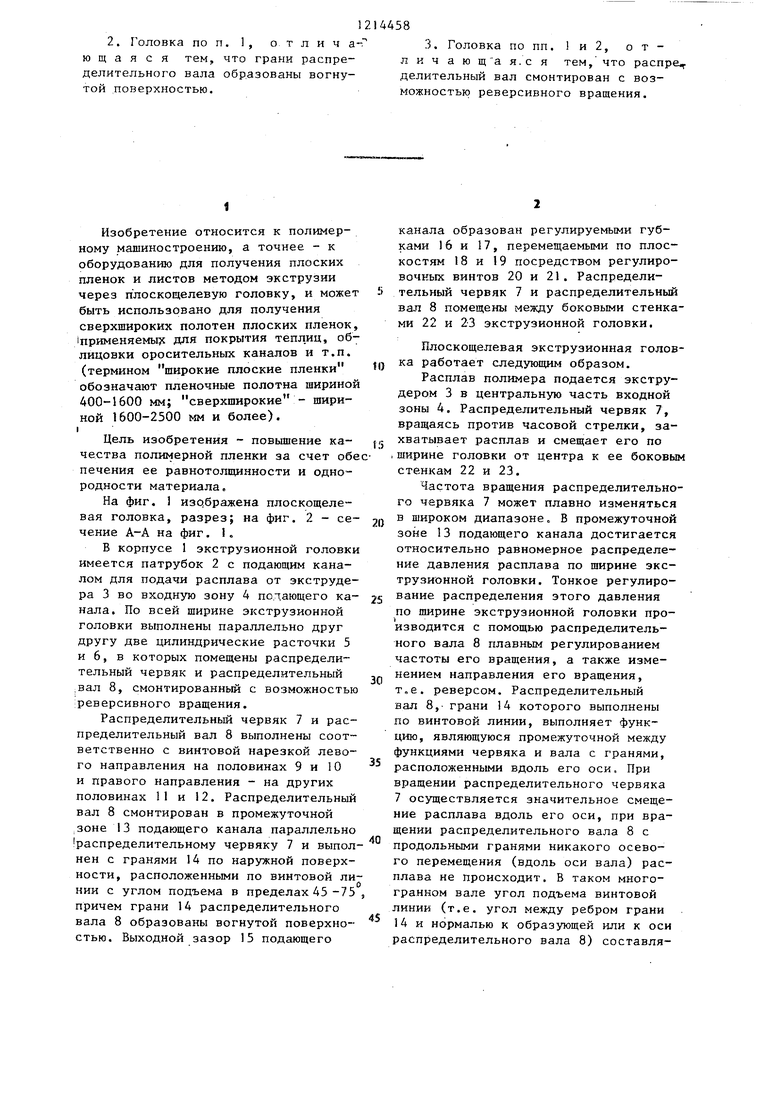
| название | год | авторы | номер документа |
|---|---|---|---|
| Плоскощелевая экструзионная головка | 1984 |
|
SU1219396A1 |
| Плоскощелевая экструзионная головка для изготовления многоцветных изделий | 1977 |
|
SU642202A1 |
| Способ получения брикетов и устройство для его осуществления | 1987 |
|
SU1563984A1 |
| Сдвиговая валковая головка | 1990 |
|
SU1735035A1 |
| Экструзионная головка для изготовления полимерной рукавной пленки | 1989 |
|
SU1763227A1 |
| Плоскощелевая экструзионная головка | 1985 |
|
SU1315338A1 |
| Экструзионная плоскощелевая головка | 1986 |
|
SU1390054A1 |
| Экструзионная плоскощелевая головка | 1986 |
|
SU1395521A1 |
| СПОСОБ ПОЛУЧЕНИЯ И УСТРОЙСТВО СОЛНЦЕЗАЩИТНОГО ОГРАЖДЕНИЯ ИЗ ПОЛИМЕРНОГО МАТЕРИАЛА | 2006 |
|
RU2306397C1 |
| Плоскощелевая экструзионная головка | 1988 |
|
SU1650458A1 |

| ГАЗОВАЯ ТУРБИНА | 2007 |
|
RU2351770C1 |
| Солесос | 1922 |
|
SU29A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
| Клавиатурный струнный инструмент | 1925 |
|
SU966A1 |
