Изобретение относится к технике прЬизводстиа пленочных материалов и быть использовано в машинах для пачучения пленок как из растворов, та и Из расплавов полимеров.
Цель изобретения - распгарение технологической возможности головки и повьпвение качества получаемой пленки прН изменении вязкости и концентрации pacJTBOpa и расплава полимеров.
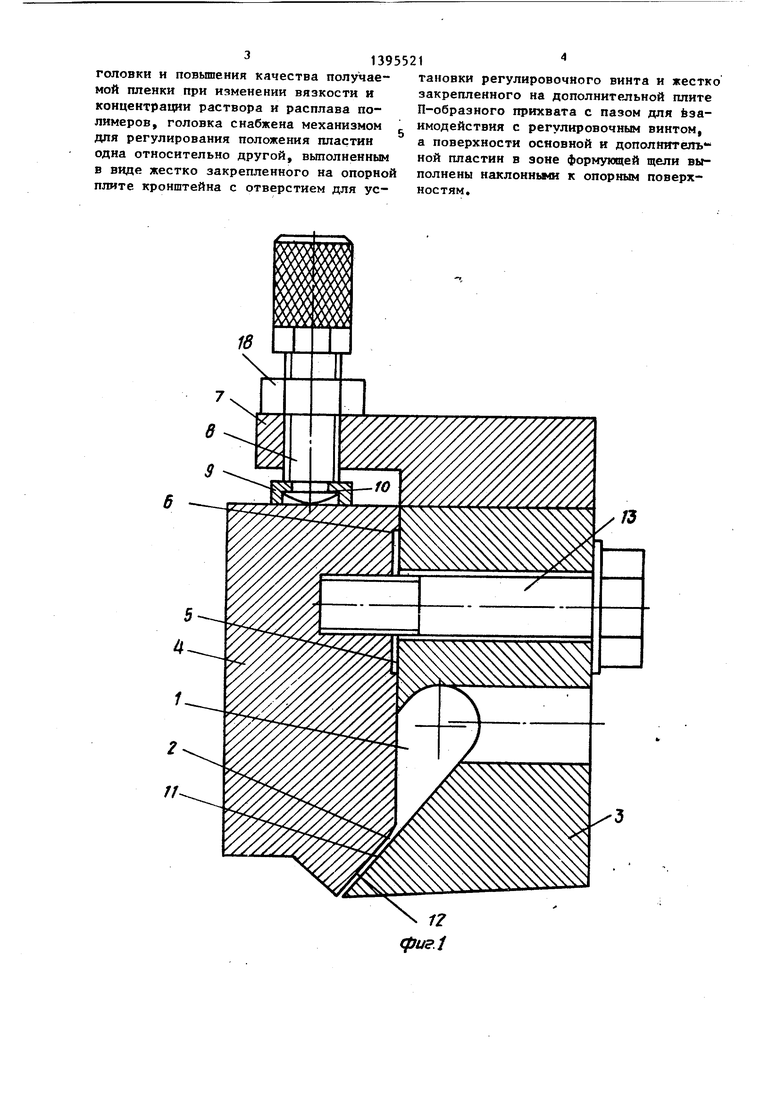
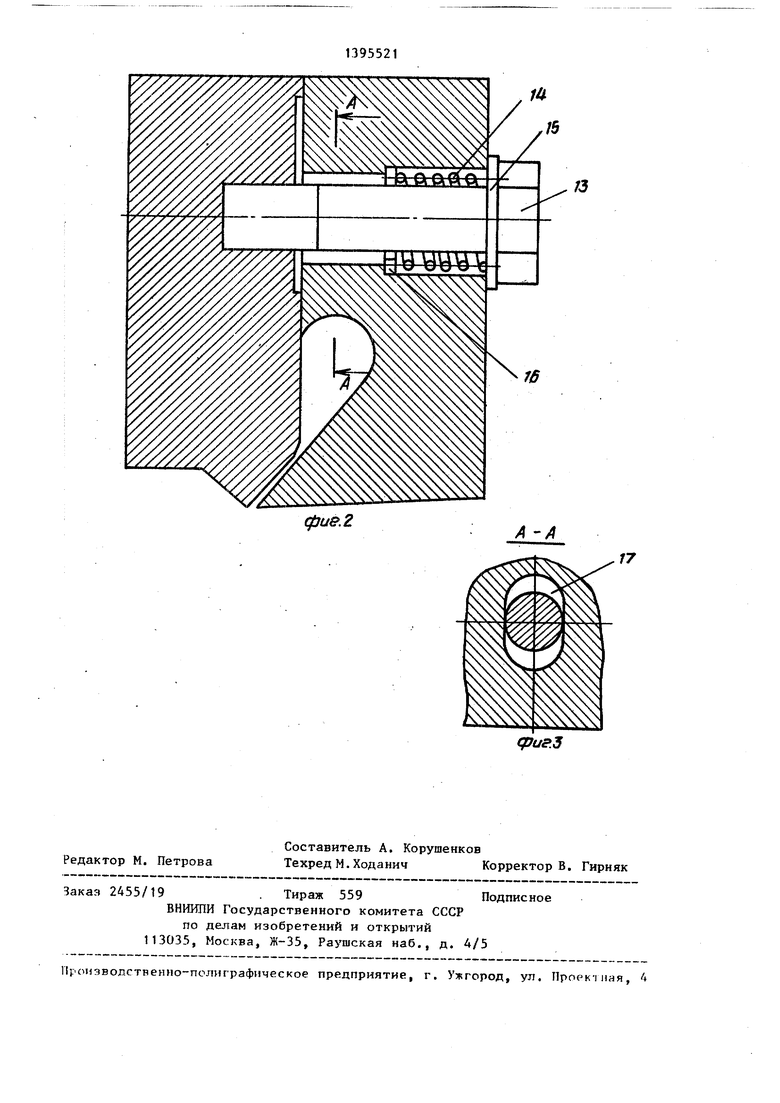
|На фиг. 1 изображена экструзионная плоскощелевая головка, разрез; на фил. 2 - то же, поперечньй разрез; на |фиг. 3 - разрез А-А на фиг. 2.
|Экструзионная плоскощелевая головка |содержит смонтированные с образованием распределительного канала 1 и сЬобщенной с ним формующей щели 2 осн;овную 3 и дополнительную 4 пласти™ ны опорными поверхностями 5 и 6 соо|тветственно. Головка снабжена механизмом для регулирования положения плартин 3 и 4 одна относительно дру гой|, вьшолненным в виде жестко закре- плергного на основной пластине 3 крон- ште|нна 7 с отверстием для установки рег|улировочного винта 8 и жестко за- кре ленного на дополнительной плите 4 nj-образного прихвата 9 с пазом 10 дпя| взаимодействия с регулировочным вин|гом 8. Поверхности 11 и 12 соот- ветЬтвенно основной 3 и дополнительной 4 пластин в зоне формующей щели
2выполнены наклонными к опорным пов|ерхностям 5 и 6. Головка снабжена также механизмом прижатия пластин
3и 4 одна к другой, выгюлненньм в ВИД0. болтов 13, пружин 14 и шайб 15
и 1б. В основной пластине выполнены пазы 17. Регулировочный винт снабжен гайкой 18.
Экструзионная плоскощелевая головка работает следующим образом.
Раствор полимера поступает в рас- пределительный канал 1, где он равномерно распределяется по его длине и затем через формующую щель 2 в виде сформованной пленки выходит из головки. В процессе работы головки при определенных условиях изменяется концентрация раствора, следовательно, его вязкость. Поэтому для поддержания требуемой толщины пленки возникает необходимость в изменении пгарины фор- м ующей щели 2. Изменение ширины форму ющей щели 2 производят следующим образом. Отвинчивают (отпускают) болты 13. При этом основная пластина 3 отжи
o
5
0 5 о
.
Q
0
5
мается пружинами 14 посредством шайбы 15 от головок болтов 13. Осуществляется постоянный прижим посредством шайбы 16 пластины 3 к пластине 4 и, соответственно, опорных поверхностей 5 и 6.
При вращении регулировочного винта 8, расположенного в кронштейне 7 и входящего в паз П-образного прихвата 9, по часовой стрелке происходит перемещение дополнительной пластины 4 вниз, формукмцая 1Цель 2 уменьшается, а при вращении указанного винта про- тив часовой стрелки дополнительная пластина 4 перемещается вверх и формующая щель 2 увеличивается. При этом болты 13, ввернутые в дополнительную пластину 4 по краям, скользят цилиндрическими поверхностями в пазах 17, выполненных в основной пластине 3. За счет этого пластины 3 и 4 не смещаются одна относительно другой в продольном направлении, а также не поворачиваются одна относительно другой, благодаря чему поверхности 11 и 12 пластин 3 и 4 соответственно при установке необходимой ширины формующей щели 2 располагаются параллельно. После установки формующей щели 2 на необходимый размер производится полная затяжка болтов 13 и фиксация регулировочного винта 8 гайкой 13.
Предлагаемая зкструзионная плоскощелевая головка позволяет изменять ширину формующей щели без снятия головки с машины и обеспечивать за счет этого получение соответствующих толщин пленок при изменении вязкости и концентрации экструдируемого раствора.
Использование головки с изменяющейся шириной щели дает возможность вести процесс формования пленок из более вязких полимерных растворов (Целофот-2 и Целофот-3) и тем самым увеличить вьшуск продукции на 20%.
Формула изобретения
Экструзионная плоскощелевая головка, содержащая смонтированные с образованием распределительного канала и сообщенной с ним формующей щели основную и дополнительную пластины с опорными поверхностями, отличающаяся тем, что, с целью расширения технологических возможностей
головки и повьппения качества получаемой пленки при изменении вязкости и концентрации раствора и расплава полимеров, головка снабжена механизмом дпя регулирования положения пластин одна относительно другой, выполненным в виде жестко закрепленного на опорной плите кронштейна с отверстием для установки регулировочного винта и жестко закрепленного на дополнительной плите П-образного прихвата с пазом для йза- имодействия с регулировочным винтом, а поверхности основной и дополнитель - ной пластин в зоне формующей щели выполнены наклонньми к опорным поверхностям.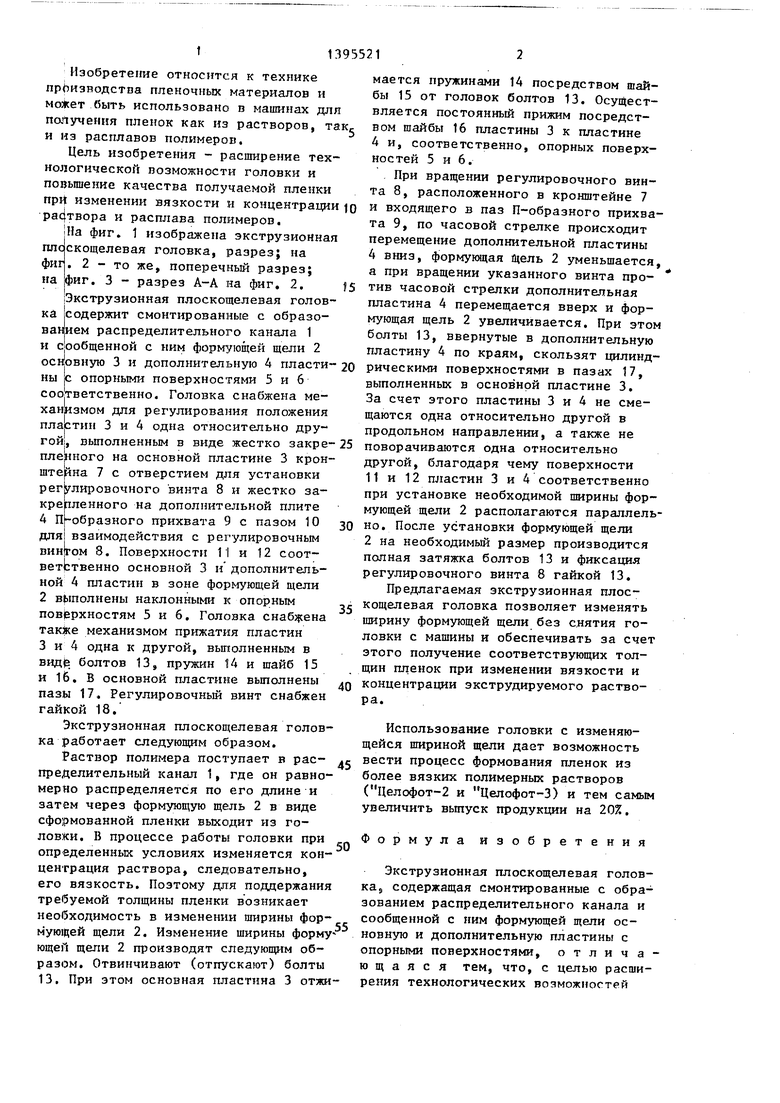
| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионная плоскощелевая головка | 1986 |
|
SU1390054A1 |
| Плоскощелевая экструзионная головка | 1984 |
|
SU1219396A1 |
| Плоскощелевая экструзионная головка | 1984 |
|
SU1214458A1 |
| Устройство для изготовления пленочныхМАТЕРиАлОВ | 1979 |
|
SU804484A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПОЛОТНА ЭКСТРУЗИОННЫМ МЕТОДОМ | 1992 |
|
RU2023591C1 |
| Устройство термообработки плоских пленок | 1987 |
|
SU1470566A1 |
| Плоскощелевая экструзионная головка | 1985 |
|
SU1315338A1 |
| Экструзионная плоскощелевая головка | 1986 |
|
SU1382653A1 |
| Фильера для изготовления плоских пленок и листов из расплавов полимеров | 1988 |
|
SU1729777A2 |
| Сдвиговая валковая головка | 1990 |
|
SU1735035A1 |
Изобретение относится к технике производства пленочных материалов И может быть использовдно в машинах для получения пленок из растворов и расплавов полимера. Цель изобретения - расширение технологической возможности экструзионной плоскощелевой головки и повышение качества полученной пленки при изменении вязкости и концентрации раствора и расплава полимеров. Дпя чего головка содержит основную и дополнительную пластины. Они смонтированы с образованием распределительного канала и сообщенной с ним формующей щели. Головка снабжена механизмом для регулирования положения пластин друг относительно друга. Он выполнен в виде жестко закрепленного на опорной шште кронштейна с отверстием для установки регулировочного винта и жестко закрепленного на дополнительной шште П-образного прихвата с пазом для взаимодействия с регули- ровочньм винтом. Поверхности основной и дополнительной пластин в зоне формующей щели выполнены наклонными к опорным поверхностям. Раствор полимера поступает в распределительный канал и затем выходит через формующую щель в виде сформованной пленки. 3 ил« (/, С
фие.2
/4t
/5
76
A-A
ериг.З
| Патент США № 3005440, кл | |||
| Прибор для массовой выработки лекал | 1921 |
|
SU118A1 |
| Судно | 1925 |
|
SU1961A1 |
| Патент США f 3479989, кл | |||
| Прибор для массовой выработки лекал | 1921 |
|
SU118A1 |
| Приспособление к индикатору для определения момента вспышки в двигателях | 1925 |
|
SU1969A1 |
