30
(Л
00
СХ) ND СП
жит транспортер 1 с держателями 2, каретку 3, рукавообразователь, приспособление для сварки и отрезания пленки и ориентатор 10 туб 30, имеющий ряды винтовых направляющих и рамку 12, кинематически связанную с кареткой 3. Каретка разделена перегородками 4 и смонтирована между ориен- татором 0 и одной из ветвей транспортера так, что вертикальные оси симметрии держателей 2 транспортера
1 ячеек 5 каретки и образующих винтовых направляющих 11 ориентатора 10 одного ряда лежат в одной плоскости и пересекаются. Такое выполнение устройства позволит значительно улучшить качество упаковки, поскольку все механизмы расположены по вертикали, образуя тракт для свободного прохода тубы под действием гравитации, не нарушая ее декоративного покрытия. 5 ил.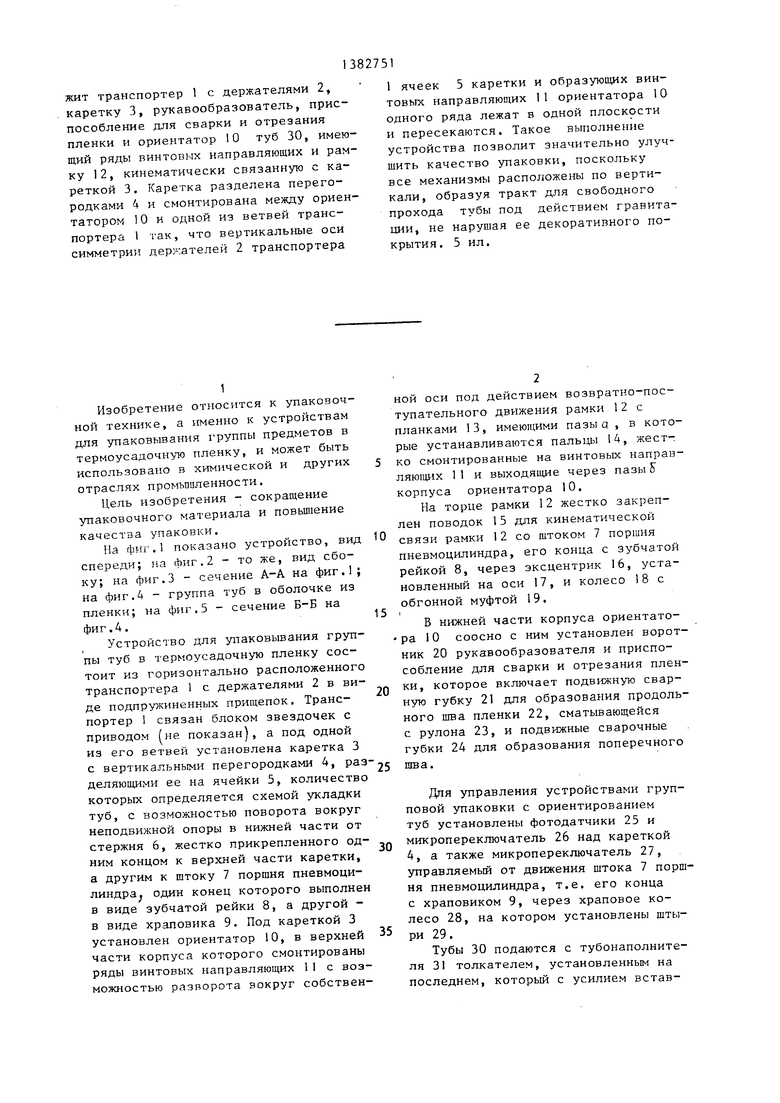

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упаковывания блоков изделий в термоусадочную пленку | 1985 |
|
SU1382752A1 |
| Устройство для упаковки изделий в ленточный материал | 1980 |
|
SU943100A1 |
| СПОСОБ ГРУППОВОГО УПАКОВЫВАНИЯ ШТУЧНЫХ ПРЕДМЕТОВ В ЧЕХОЛ ИЗ ПОЛИМЕРНОЙ ПЛЕНКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
SU1723756A1 |
| Устройство для упаковывания изделий в термоусадочную пленку | 1987 |
|
SU1601030A1 |
| ТЕРМОНОЖ ПОСТОЯННОГО НАГРЕВА УПАКОВОЧНОЙ МАШИНЫ (ВАРИАНТЫ) | 2011 |
|
RU2499753C2 |
| Устройство для упаковывания групп штучных предметов в термоусадочную пленку | 1990 |
|
SU1703558A1 |
| Способ упаковывания пачек с сыпучим материалом и линия для его осуществления | 1984 |
|
SU1288117A1 |
| Устройство для упаковывания изделий в термоусадочную пленку | 1984 |
|
SU1303495A1 |
| Устройство для группового упаковывания предметов в пленку | 1990 |
|
SU1736848A1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЗИРОВАННОЙ УПАКОВКИ ШТУЧНЫХ ИЗДЕЛИЙ В ТЕРМОУСАДОЧНУЮ ПЛЕНКУ | 2001 |
|
RU2203841C1 |

Изобретение относится к устройству для упаковывания группы туб в термоусадочную пленку и может быть использовано в химической, легкой, пищевой и других отраслях промьшлен- ности. Цель изобретения - сокращение упаковочного материала и повышение качества упаковки. Устройство содер
1
Изобретение относится к упаковочной технике, а именно к устройствам для упаковывания группы предметов в термоусадочную пленку, и может быть использовано в химической и других отраслях промьпиленности.
Цель изобретения - сокращение упаковочного материала и повьш:ение качества упаковки.
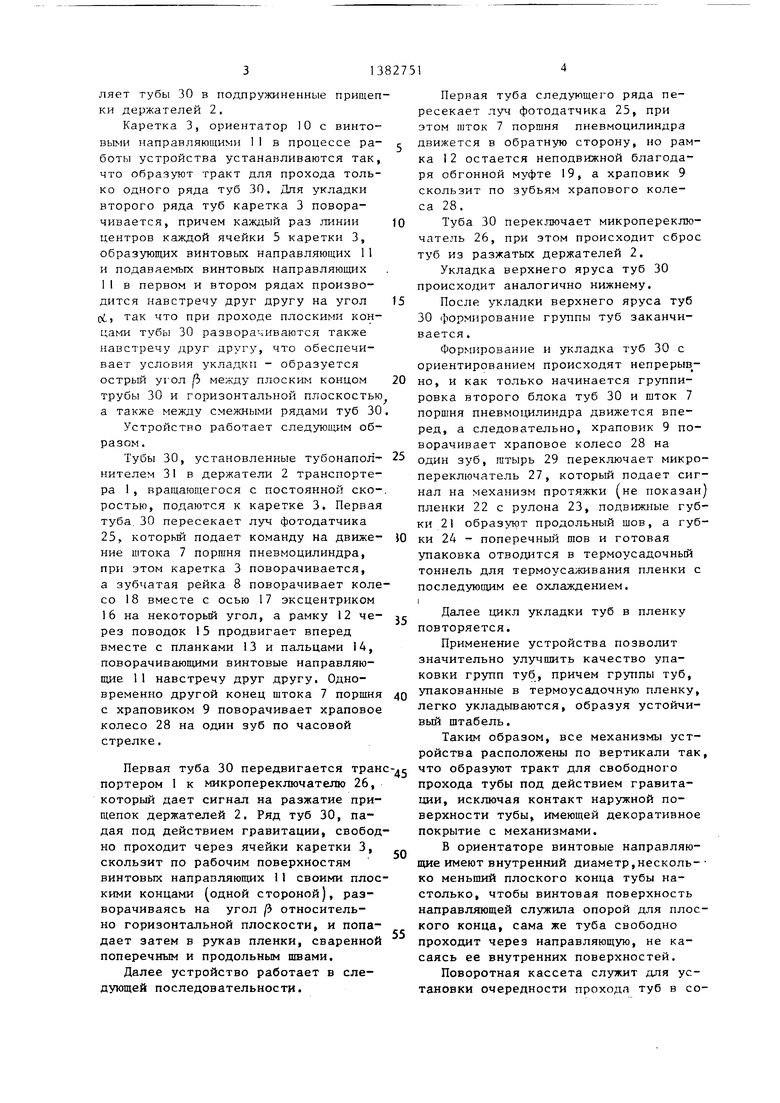
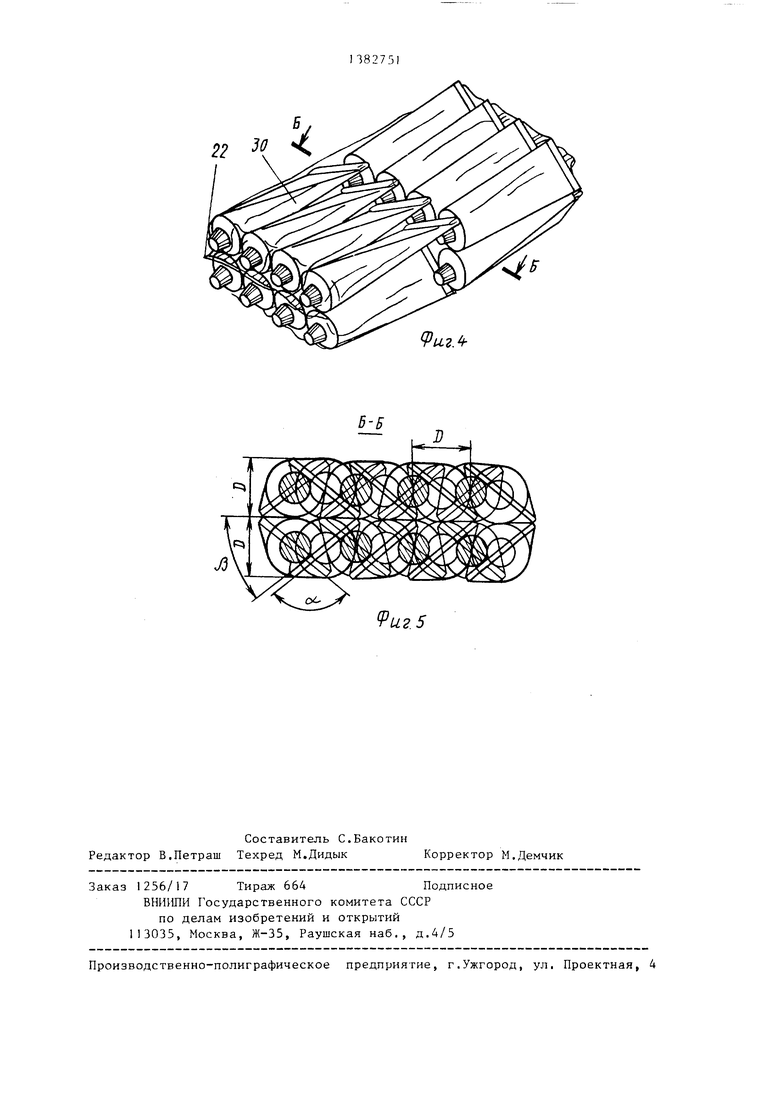
На фиг.1 показано устройство, вид спереди; на фиг.2 - то же, вид сбоку; на фиг.З - сечение А-А на фиг.1; на фиг.4 - группа туб в оболочке из пленки; на фиг.З - сечение Б-Б на фиг.4.
Устройство для упаковывания группы туб в термоусадочную пленку состоит из горизонтально расположенного транспортера 1 с держателями 2 в виде подпружиненных прищепок. Транспортер 1 связан блоком звездочек с приводом не показан), а под одной из его ветвей установлена каретка 3 с вертикальными перегородками 4, раз деляющими ее на ячейки 5, количество которых определяется схемой укладки туб, с возможностью поворота вокруг неподвижной опоры в нижней части от стержня 6, жестко прикрепленного одним концом к верхней части каретки, а другим к штоку 7 поршня пневмоци- линдра один конец которого выполнен в виде зубчатой рейки 8, а другой - в виде храповика 9. Под кареткой 3 установлен ориентатор 10, в верхней части корпуса которого смонтированы ряды винтовых направляющих 11 с возможностью разворота вокруг собствен
0
5
г
0
0
ной оси под действием возвратно-поступательного движения рамки 12 с планками 13, имеющими пазыq , в которые устанавливаются пальцы 14, жестко смонтированные на винтовых направ- ЛЯЮ1ЦИХ 1 1 и выходящие через пазы 5 корпуса ориентатора 10.
На торце рамки 12 жестко закреплен поводок 15 для кинематической связи рамки 12 со штоком 7 поршня пневмоцилиндра, его конца с зубчатой рейкой 8, через эксцентрик 16, установленный на оси 17, и колесо 18 с
обгонной муфтой 19.
I
В нижней части корпуса ориентато- ра 10 соосно с ним установлен воротник 20 рукавообразователя и приспособление для сварки и отрезания пленки, которое включает подвижную сварную губку 21 для образования продольного шва пленки 22, сматывающейся с рулона 23, и подвижные сварочные губки 24 для образования поперечного пюа.
Для управления устройствами групповой упаковки с ориентированием туб установлены фотодатчики 25 и микропереключатель 26 над кареткой 4, а также микропереключатель 27, управляемый от движения штока 7 поршня пневмоцилиндра, т.е. его конца с храповиком 9, через храповое колесо 28, на котором установлены штыри 29.
Тубы 30 подаются с тубонаполните- ля 31 толкателем, установленным на последнем, который с усилием вставляет тубы 30 в подпружиненные прищепки держателей 2,
Каретка 3, ориентатор 10 с винтовыми направляющими 1I в процессе ра- боты устройства устанавливаются так, что образуют тракт для прохода только одного ряда туб 30. Для укладки второго ряда туб каретка 3 поворачивается, причем каждый раз линии центров каждой ячейки 5 каретки 3, образующих винтовых направляющих 11 и подаваемых винтовых направляющих 11 в первом и втором рядах производится навстречу друг другу на угол (X,, так что при проходе плоскими концами тубы 30 разворачиваются также навстречу друг другу, что обеспечивает условия укладки - образуется острый угол ft между плоским концом трубы 30 и горизонтальной плоскостью а также между смежными рядами туб 30
Устройство работает следующим образом.
Тубы 30, установленные тубонапол- нителем 31 в держатели 2 транспортера 1, вращающегося с постоянной скоростью, подаются к каретке 3, Первая туба, 30 пересекает луч фотодатчика 25, которьй подает команду на движе- ние щтока 7 поршня пневмоцилиндра, при этом каретка 3 поворачивается, а зубчатая рейка 8 поворачивает колесо 18 вместе с осью 17 эксцентриком 16 на некоторый угол, а рамку 12 че- рез поводок 15 продвигает вперед вместе с планками 13 и пальцами 14, поворачивающими винтовые направляющие 11 навстречу друг другу. Одновременно другой конец штока 7 поршня с храповиком 9 поворачивает храповое колесо 28 на один зуб по часовой стрелке.
Первая туба 30 передвигается тран портером I к микропереключателю 26, который дает сигнал на разжатие прищепок держателей 2. Ряд туб 30, падая под действием гравитации, свободно проходит через ячейки каретки 3, скользит по рабочим поверхностям винтовых направляющих 11 своими плоскими концами (одной стороной), разворачиваясь на угол /3 относительно горизонтальной плоскости, и попадает затем в рукав пленки, сваренной поперечным и продольным швами.
Далее устройство работает в следующей последовательности.
5 0
5 c 0
с
0
5
Первая туба следующего ряда пересекает луч фотодатчика 25, при этом гаток 7 поршня пневмоцилиндра движется в обратную сторону, но рамка 12 остается неподвижной благодаря обгонной муфте 19, а храповик 9 скользит по зубьям храпового колеса 28.
Туба 30 переключает микропереключатель 26, при этом происходит сброс туб из разжатых держателей 2.
Укладка верхнего яруса туб 30 происходит аналогично нижнему.
После укладки верхнего яруса туб 30 формирование группы туб заканчивается .
Формирование и укладка туб 30 с ориентированием происходят непрерыв - но, и как только начинается группировка второго блока туб 30 и шток 7 поршня пневмоцилиндра движется вперед, а следовательно, храповик 9 поворачивает храповое колесо 28 на один зуб, гатырь 29 переключает микропереключатель 27, который подает сигнал на механизм протяжки (не показан) пленки 22 с рулона 23, подвижные губки 21 образуют продольный щов, а губки 24 - поперечный шов и готовая упаковка отводится в термоусадочный тоннель для термоусаживания пленки с последующим ее охлаждением. I
Далее цикл укладки туб в пленку
повторяется.
Применение устройства позволит значительно улучшить качество упаковки групп туб, причем группы туб, упакованные в термоусадочную пленку, легко укладьшаются, образуя устойчивый штабель.
Таким образом, все механизмы устройства расположены по вертикали так, что образуют тракт для свободного прохода тубы под действием гравитации, исключая контакт наружной поверхности тубы, имеющей декоративное покрытие с механизмами.
В ориентаторе винтовые направляющие имеют внутренний диаметр,несколь- ко меньший плоского конца тубы настолько, чтобы винтовая поверхность направляющей служила опорой для плоского конца, сама же туба свободно проходит через направляющую, не касаясь ее внутренних поверхностей.
Поворотная кассета служит для установки очередности прохода туб в соответствующий ряд винтовых направляющих, что позволяет составлять различные технологические схемы укладки туб, например плоскими концами туб только в одну сторону или плоскими концами смежных рядов туб навстречу друг другу.
Формула изобретен и я
Устройство для упаковывания группы туб в термоусадочную пленку, содержащее горизонтально расположенный транспортер с держателями, каретку, рукавообразователь и приспособление для сварки и отрезания пленки, о тличающееся тем, что, с целью сокращения расхода пленки и повышения качества упаковки, оно снабжено ориентатором туб с рядами винтовых направляющих и рамкой, кинематически связанной с кареткой, при этом последняя снабжена перегородками, разделяющими ее на ячейки, и смонтирована между ориентатором и одной из ветвей транспортера таким образом, что вертикальные оси симметрии держателей транспортера, ячеек каретки и образующих винтовых нап- paвляюш x ориентатора одного ряда лежат в одной плоскости и пересекаются .
Фиг.г
IT
2 Ч
V
9uz.
VU2.5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
